11
Изобретение относится к обработке металлов давлением, в частности к способам изготовления упругих эле- ментов из проволочного материала.
Цель изобретения - расширение технологических возможностей путем изготовления упругих элементов со стабильными механическими свойствами по длине,
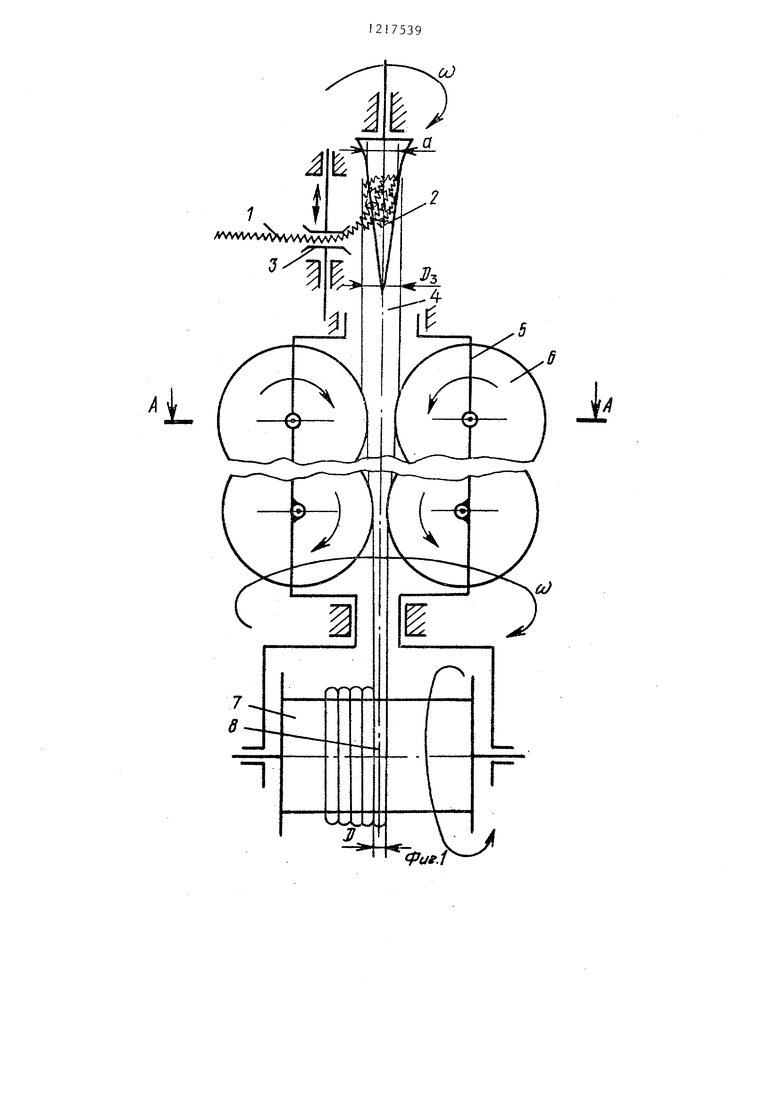
На фиг. 1 изображена схема изго- товленргя жгута из проволочного материала по предлагаемому способу; на фиг. 2 - разрез А-А на фиг. 1 (сечение -упругого элемента по одной из групп прессующих роликов).
Для обеспечения сцепления между витками сппрали при укладке заготовки упругого элемента спираль .1, предварительно растянутую до шага приблизительно равного ее диаметру при наматывании на вращазшщйся керн 2, перемещают вдоль оси керна при помощи поводка 3, совершающего возвратно-поступательные перемещения . За один оборот керна поводок перемещают па расстояние, приблизительно равное двойному диаметру керпа. Сформированную таким образом заготовку 4 стягивают с керна роликами 6, прессуют прокаткой между роликами, а затем готовый упругий . элемент в виде жгута 8 наматывают на катушку 7. Прессующие ролики
92
и катушка смонтированы в узле 5, который вращают со скоростью вращения керна. Рабочие поверхности роликов выполнены по форме изготовливаемого изделия. Число групп роликов соответствует числу ступеней обжатия заготовки.
Пример. Изготовление упрупо- го элемента круглого сечения диаметром 3 мм и плотностью 2,5 г/см .
Спираль из проволоки ЭИ-708ВИ, завитую с шагом 1+0,1 мм и наружным диаметром 1,05-0,05 мм (диаметр проволоки 0,09 мм), через
поводок, перемеш,ающийся возвратно- поступательно со скоростью 60 мм/с, наматывают на конический керн, имеющий длину 40 мм и диаметр у начала
намотки 6 мм. Керн вращают со ско- ростью 150 об/мин. Узел прессующих роликов содержит три группы роликов, по три ролика диаметром 80 мм в калодой группе. Ролики прессуют заготовку до диаметра 5,4 и 3 мм после каждой группы роликов соответственно . Ролики вращают со скоростью 0,1 об/мин, что обеспечивает скорость перемещения заготовки
0,4 мм/с. Для использования упругих элементов жгут из проволочного материала сматывают с катушки и нарез азот на куски заданной длины.
л vилv v л vvлл77
L
-
ffuf.l
UJ
ipus.Z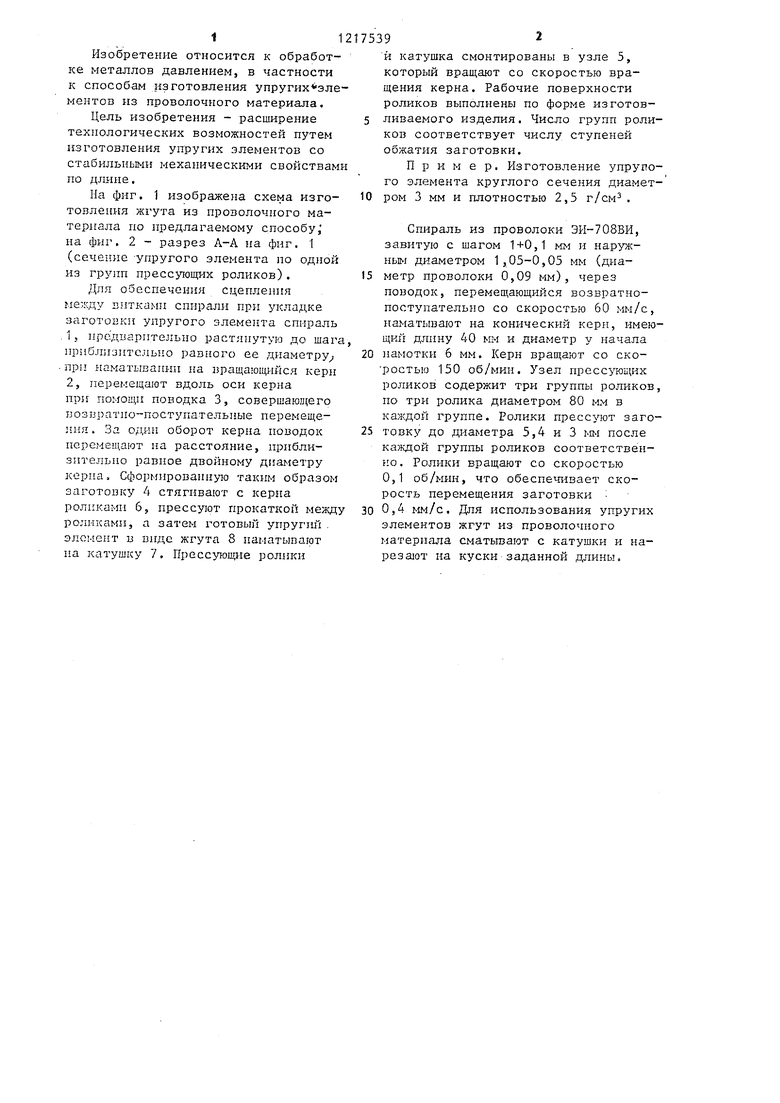
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГИХ ЭЛЕМЕНТОВ ИЗ ПРОВОЛОЧНОГО МАТЕРИАЛА | 2002 |
|
RU2199413C1 |
| Способ изготовления ленточной спирали для линий замедления ламп бегущей волны | 1991 |
|
SU1787633A1 |
| Цельнометаллический виброизолятор средней грузоподъемности и способ его изготовления | 2015 |
|
RU2658251C2 |
| ВИБРОИЗОЛЯТОР С БОЛЬШИМ ХОДОМ И СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО УПРУГОГИСТЕРЕЗИСНЫХ ЭЛЕМЕНТОВ | 2012 |
|
RU2520230C2 |
| ВИБРОИЗОЛЯТОР ВПГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2541555C2 |
| ЦЕЛЬНОМЕТАЛЛИЧЕСКИЙ ВИБРОИЗОЛЯТОР "ПУСТОТЕЛЫЙ ГОЛЫШ" (ЦВПГ) (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2534850C2 |
| СУПЕРАБРАЗИВНОЕ ПРОВОЛОЧНОЕ ПИЛОНАМОТОЧНОЕ УСТРОЙСТВО, РЕЖУЩЕЕ УСТРОЙСТВО С СУПЕРАБРАЗИВНОЙ ПРОВОЛОЧНОЙ ПИЛОЙ И СПОСОБ НАМОТКИ СУПЕРАБРАЗИВНОЙ ПРОВОЛОЧНОЙ ПИЛЫ | 2004 |
|
RU2310549C2 |
| Способ изготовления упруго- демпфирующего элемента из проволочного материала | 1979 |
|
SU787134A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ СПИРАЛЕЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ КЕРНА, ПРИСПОСОБЛЕНИЕ ДЛЯ СНЯТИЯ ВИНТОВОЙ СПИРАЛИ С КЕРНА | 2010 |
|
RU2443490C1 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2553302C1 |
| Способ изготовления пористых изделий из нетканого проволочного материала | 1980 |
|
SU997931A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
