11
Изобретение относится к литейному производству, а именно к оснастке литейных цехов, в частности/ к опокам.
Цель изобретения - 1еньшение трудоемкости при переналадке опоки на различные типоразмеры отливок.
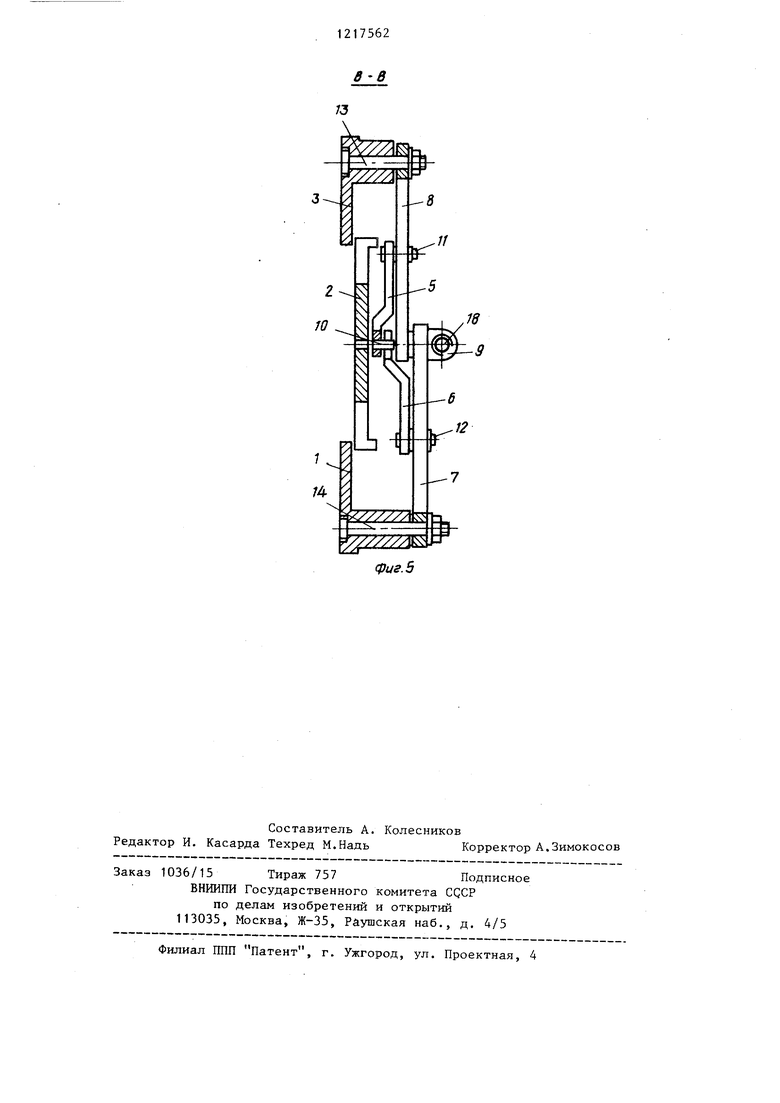
На фиг. 1 изображена предлагаемая опока в сборе, вид сбоку, спаренная с другой опокой, например, низа; на фиг, 2 - то же, вид в плане; на фиг. 3 - вид А на фиг. 2 (шарнирный четырехзвенник); на фиг. 4 - сечение Б-Б на фиг. 2; на фиг. 5 - разрез В-В на фиг. 3.
Опока выполнена из трех жестких рамок: подвижной нижней 1, основной 2 и подвижной верхней 3, установленных с возможностью перемещения нижней 1 и верхней 3 рамок относительно основной рамки 2 по высоте. На основной рамке 2 неподвижно установлены одпфы 4. Нижняя 1 и верхняя 3, т.е. крайние рамки связаны между собой механизмом их перемещения на требуемые расстояния от основной рамки 2. Этот механизм выполнен в виде двух пар шарнирных четырехзвен- ников, причем каждая пара установлена на соответствующей стороне опоки. Каждый из четырехзвенников образован звеньями 5-8, шарнирно соединенными друг с другом осями 9-12. Ось 10 вместе со звеньями 5 и 6 образуют наружньм шарнир четырехзвенника, причем ось 10 жестко установлена на средней рамке 2. Ось 11 вместе со звеньями 5 и 8 образуют верхний шарнир, а ось 12 вместе со звеньями 6 и 7 образуют нижний шарнир.
Удлиненный концами звеньев 8 и 7 шарнирный четырехзвенник осями 13 и 14 шарнирно соединен соответственно с верхней 3 и нижней 1 рамками, т.е. одно звено, например 8, из пары звеньев, образующих указанные нижний и верхний шарниры, связано соот- в.етственно с нижней и верхней рамками своим удлиненным концом, одетым на ось, жестко установленную на крайней рамке. Связь между четырех- звенниками каждой пары осуществлена резьбовой тягой 15, выполненной в виде стержня 16 с нарезанной на его концах резьбой 17, причем на одном конце резьба левая, а на другом - правая. Стержень 16 соединен с каждым из пары четырехзвенников че7562
рез резьбовое отверстие 18, выполненное в утолщенной части оси 9, образующим вместе со звеньями 8 и 7 внутренний шарнир. В середине стержень
5 16 снабжен шестигранником 19. Для уменьшения подъемной силы жидкого металла, стремящейся разъединить нижнюю 15 среднюю 2 и верхнюю 3 рамки, опока снабжена средствами для
0 крепления: откидными болтами 20, гайками 21, прикрепленными к нижней 1 и верхней 3 рамкам. Для крепления опор одна с другой применены крепежные элементы, состоящие из штыря 22
5 и клина 23, которые являются и средствами центрирования.
Переналадку опоки производят следующим образом.
Ослабляют гайки 21 и отводят в
20 сторону откидные болты 20. Устанавливают опоку до необходимого по высоте размера} для чего гаечным ключом (не показан) проворачивают стержень 16 вокруг своей продольной оси. Вви25 ДУ того, что на одном конце стержня 16 нарезана левая резьба, а на другом - правая, при прокручивании стержня 16 па-пьцы 9 будут скользить по его резьбовой части вдоль про30 дольной оси стержня 16 в противоположном друг от друга направлении. В результате замкнутый четырехзвен- ньм шарнирный механизм, раздвигаясь или сдвигаясь в зависимости от направления прокручивания стержня 16, будет раздвигать или сдвигать нижнюю 1 и верхнюю 3 рамки и бесступенчато увеличивать или уменьшать высоту опоки. После этого нижнюю 1 и верхнюю 3 рамки стягивают с основной 2 рамкой откидными болтами 20 и гайками 21. При новой переналадке опоки операции повторяют.
Опоку верха и низа скрепляют крепежными элементами, состоящими из
35
40
45
штыря 22 и клина 23.
Кроме механического механизма передвижения крайних рамок опоки, в качестве последнего могут быть примеиены пневматические, гидравлические и т.д. механизмы.
Б предлагаемой опоке центр тяжести располагается на линии центров цапфы. Б результате отпадает необходш.ость в перестановке цапф во время переналадки опоки и, как следствие, упрощается сам процесс переналадки опоки, уменьшаемся трудоемкость
для обеспечения этого процесса. Кроме того, наличие механизма перемещения механизирует переналадку опоки. Данная конструкция опоки позволяет более эффективно использовать формо вочные материалы, так как изменение высоты опоки происходит бесступенча то и может иметь любые значения в заданном интервале, регламентирован
1217562
ном, ки.
в свою очередь, параметрами опоТехнико-зкономическая эффективность заключается в зт еньшении трудоемкости при переналадке опоки, механизации самого процесса перенападки опоки, а также в более рациональном использовании формовочных материалов.
М fe
15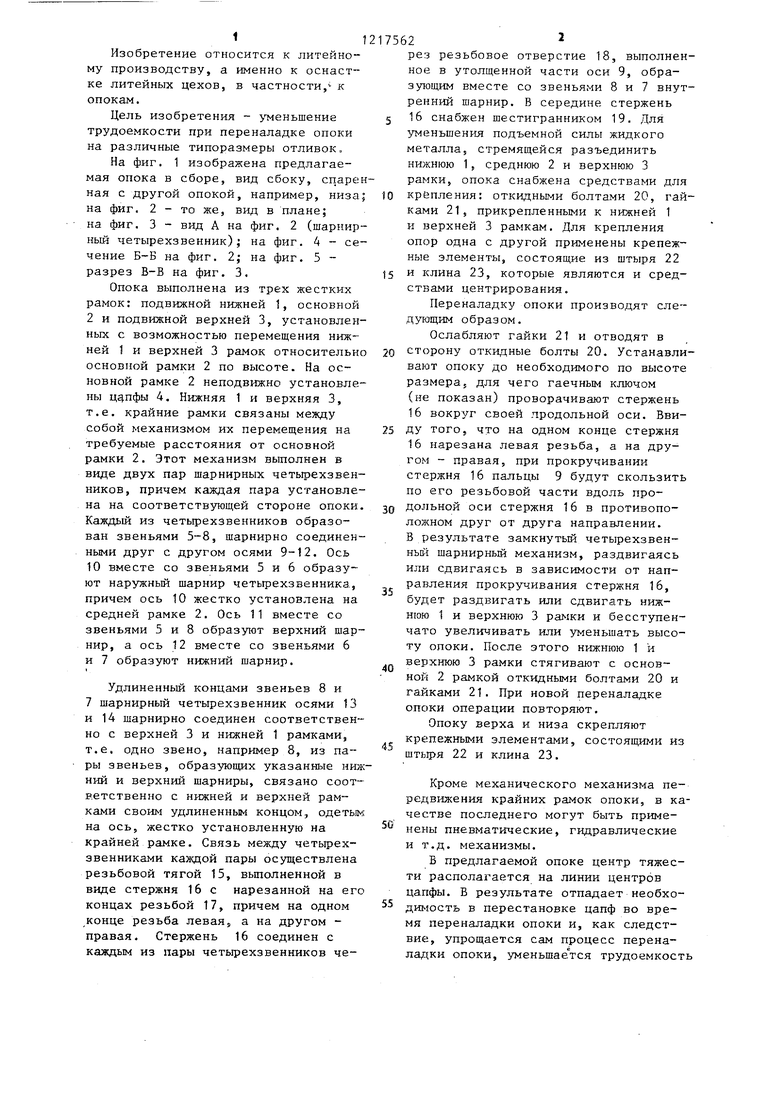

6-6
| Жебан М.И | |||
| Формовщик ручной формовки | |||
| Профтехиздат, 1962, с | |||
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
| Опока | 1977 |
|
SU619281A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
