Изобретение относится к способам получения изнельченных материалов, преимущественно ферросплавов и модификаторов для внепечной обработки расплавов.
Целью изобретения является упрощение технологического процесса и улучшение санитарно-гигиенических условий труда при одновременном обеспечении пожаровзрывобезопаснос- ти.
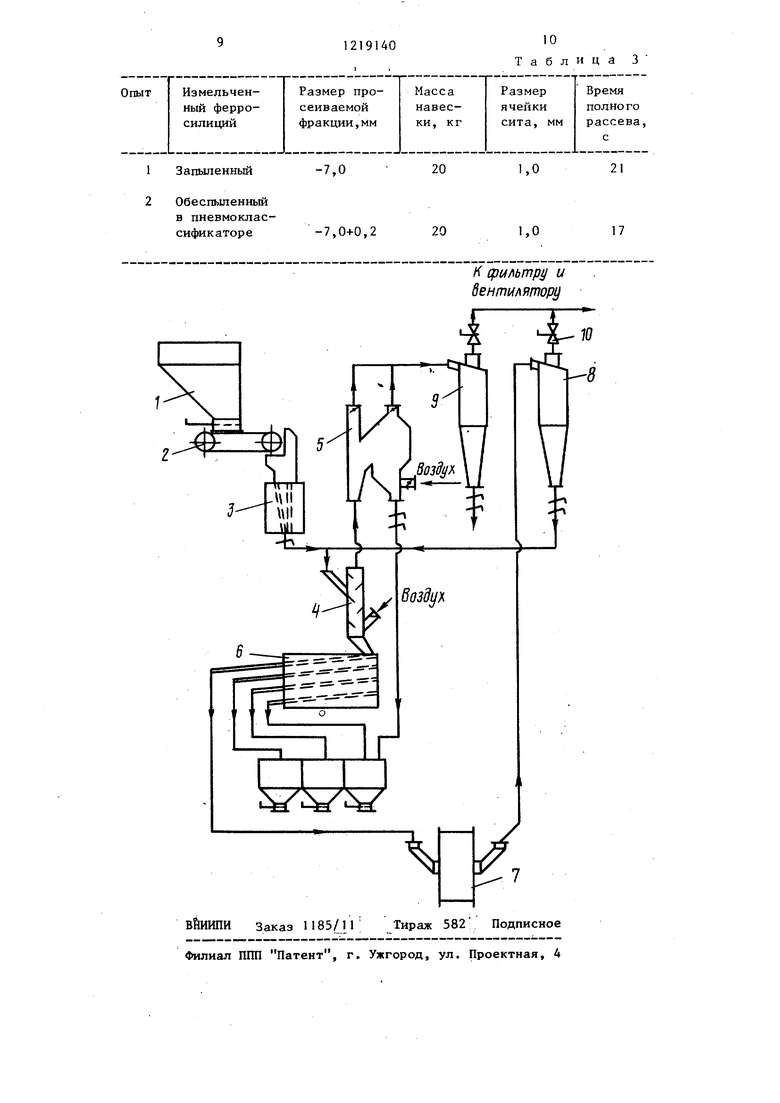
На чертеже представлена схема, реализующая предлагаемый способ.
Исходный материал в крупных кусках поступает в расходный бункер 1, из которого с помощью ленточного питателя 2 подается в щековую дробилку 3 для предварительного дробления. Дробленый материал пересыпается в полочный классификатор 4, в котором за счет продувки воздухом происходит удаление пыли через воздущно-проходной сепаратор 5, Обеспыленный материал поступает на инерционный грохот
6, где происходит разделение на требуемые фракции (например, -10+5, -5+2 и -2+2,2 мм) путем просева через сита.
Фракции крупнее 10 мм (+10) направляются на дополнительное измельчение, например, до фракции -5 в шаровую мельницу 7, вентилируемую воздухом. Измельченный материал в потоке воздуха поступает в циклон 8, где происходит частичное обеспьшивание и отделение фракции -5. Из циклона 8 обеспыленный материал поступает снова в полочный классификатор 4, где продукт измельчения окончательно обеспыливается, а затем подается на грохочение. В воздушно-проходном сепараторе 5 происходит дополнительное отделение мелких фракций, например -2+0,2 мм, используемых для технологических нужд. После сепаратора 5 фракции менее 0,2 мм поступают в циклон 9 для предварительного осаждения пыли.
Из циклонов 9 и 8 воздух с тонкой пьшью через регулирующие клапаны- дроссели 10 направляется к фильтру и вентиляторам (не показаны). Оборудование по схеме работает под разрежением, создаваемым вентилятором, что обеспечивает отсутствие пьши в окружающей среде, улучшая санитарно- гигиенические условия труда. За счет изменения режимов продувки, а так
5
0
5
0
5
0
5
0
55
же использования соответствующих сит в грохоте можно получать необходимые фракции в достаточно широком диапазоне.
Пример . Для определения технологических параметров предлагаемого способа получения измельченных материалов на стенде проводят исследования по дроблению, измельчению (помолу), пневмоклассификации и грохочению ферросилиция марки ФС75 и силикокальция марки. СК25. Дробление указанных материалов с исходной крупностью 100-120 мм до фракции 20 мм осуществляют на щековой дробилке. Дробленый материал крупностью менее 20 мм обеспыливают с выделением из него тонких классов размером менее 0,2 мм в пневмоклас- сификаторе при различных расходах продуваемого через него воздуха. Обеспыленный продукт путем грохочения разделяют на требуемые фракции размером -10+5; -5+2,5; -2,5+1,0 и -1,0+0,2 мм. Указанные фракции определяются из потребностей литейного и металлургического производства с целью их эффективного использования при различных методах внепечной обработки. При заполнении из пла-. вильных агрегатов ковшей необходима фракция -10+5 мм; при переливах из
раздаточных ковшей в разливочные - -5+2,5 мм; при обработке на желобах плавильных печей - -2,5+1,0 мм; при обработке в литниковых системах - -1,0+0,2 мм. Фракции менее 0,2 мм при литье труб полунепрерывным способом часто тепловыми потоками относятся от струи металла в заливочном желобе и приводят к его ошлакованию. Фракции менее 0,2 мм могут использоваться для приготовления противопригарных смесей при получении отливок .
На стенде крупную фракцию более 10 мм доизмельчают в вентилируемой шаровой барабанной мельнице, затем также обеспыливают в пневмоклассифи- каторе и рассеивают на грохоте совместно с обеспыленным дробленым продуктом после щековой дробилки. Крупность выделяемой из продуктов дробления и измельчения (помола) фракции, требуемой по технологии литейного производства, размером менее 0,2 мм при различных расходах воздуха через пневмоклассификатор обеспечивают путем настройки его регулирующего
3
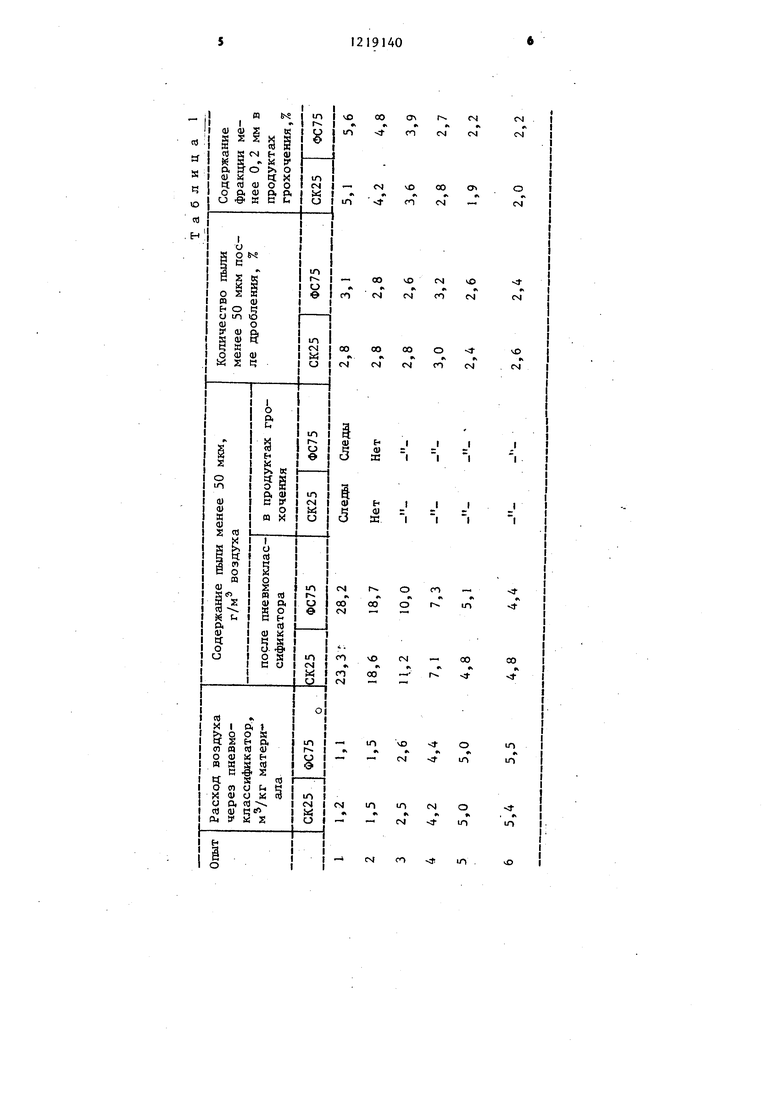
аппарата. Для оценки эффективности процесса обеспьшивания (выделения в пневмоклассификаторе фракции менее 0,2 мм) продукты грохочения рассеивают на сите с размером ячейки 0,2 мм. Полученные результаты испытаний приведены в табл.1 и 2.
Из табл.1 (опыты 2-5) видно, что изменение расхода воздуха через пневмоклассификатор, вьфаженное соотношением его количества к массе обеспыливаемого материала, в диапазоне 1,5-5,0 м /кг обеспечивает концентрацию пожаровзрывоопасной пыли размером менее 50 мкм в вентилирующем воздухе (после пневмоклассифи- катора) менее 20 г/м , что более чем в два раза ниже НКПВ для самого взрывоопасного материала - силикокаль- ция марки СК25, для которого НКПВ равен 42 г/м.
Одновременно указанный диапазон расхода воздуха обеспечивает достаточно высокую эффективность обеспыливания дробленого продукта в пневмоклассификаторе, оцениваемую остаточным содержанием фракции менее 0,2 мм в продуктах грохочения.
Уменьшение расхода воздуха менее 1,5 м /кг (опыт I) недопустимо, так как это приводит к повьш1ению концентрации взрывоопасной пыли более 0,5 величины НКПВ. Увеличение расхода воздуха более 5,0 (опыт 6) нерационально, так как несмотря на некоторое уменьшение концентрации взрывоопасной пыли не способствует дальнейшему повышению эффективности обеспыливания в пневмоклассификаторе.
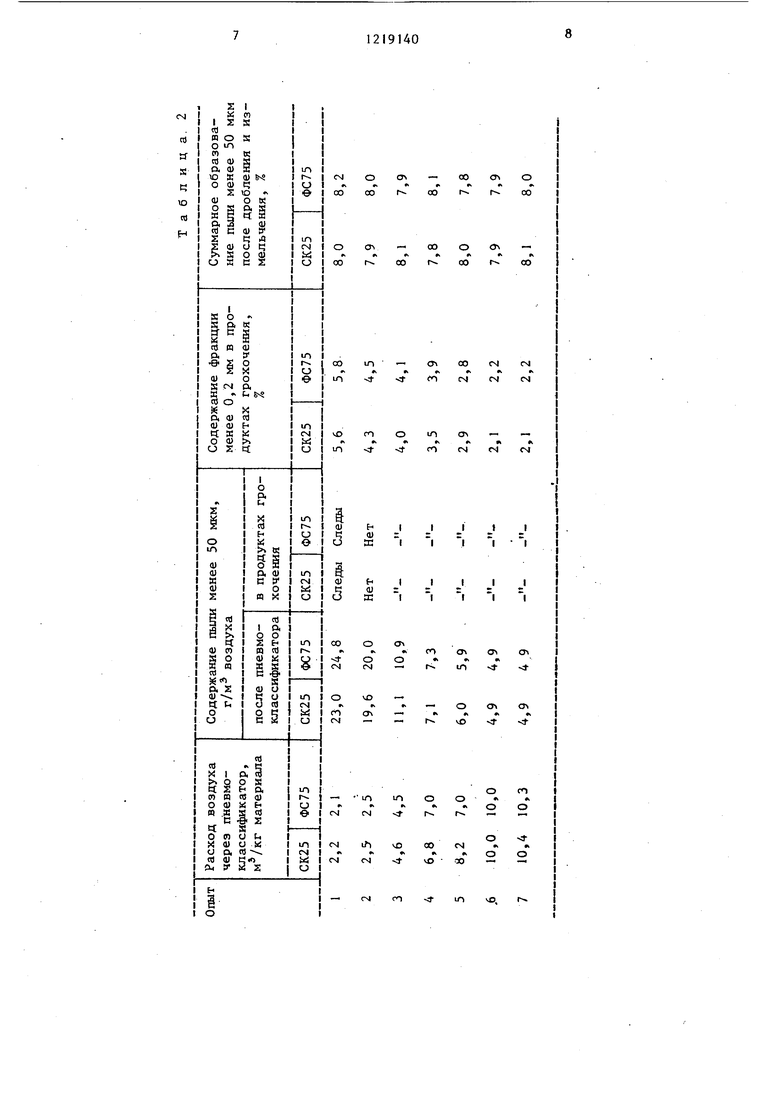
Аналогичные выводы следуют из анализа табл.2. Рекомендуемый расход во19140
духа через пневмоклассификатор (опыты 2-6) после измельчения продуктов в шаровой барабанноГг мельнице находится в диапазоне 2,5-10 м /кг.
с Из табл.1 и 2 следует, что обеспыливание материалов после каждой стадии измельчения исключает наличие взрывоопасной пыли размером менее 50 мкм в продуктах грохочения, а
0 суммарное ее образование в процессе получения составляет 7,8-8,2%. Для двухстадийного измельчения без пнев- моклассификации количество образующейся пыли размером менее 50 мкм сосJ5 тавляет не менее 15%.
Для сопоставления эффективности процесса грохочения обеспьшенного и запыленного ферросилиция марки ФС75 две навески измельченного в шаровой
20 барабанной мельнице материала рассевают на виброгрохоте с просевающей поверхностью, равной 0,5 м, через размер ячейки 1 мм. Результаты приведены в табл.3.
25
Из данных табл.3 видно, что обеспыленный продукт быстрее просеивается, чем запыленный, что способствует повышению производительности гро- , хотов и оборудования в целом.
Таким образом, предлагаемый способ обеспечивает получение измельченных ферросплавов и модификаторов- без образования взрывоопасной концентрации пыли за счет ее отделения путем продувки воздухом в заявленных пределах без использования инертных сред (газов) и добавок, что позволяет упростить технологический процесс, снизить стоимость процесса и улучшить санитарно-гигиенические условия труда.
35
40
Запыленньй
Обеспыленный в пневмоклас- сификаторе
-7,0
-7,0+0,2
20
1,0
21
20
1,0
17
К cpt Abrnpn и deHmnAPmopij
ВЙИИПИ Заказ 1185/1Г Тираж 582 Подписное Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
rv: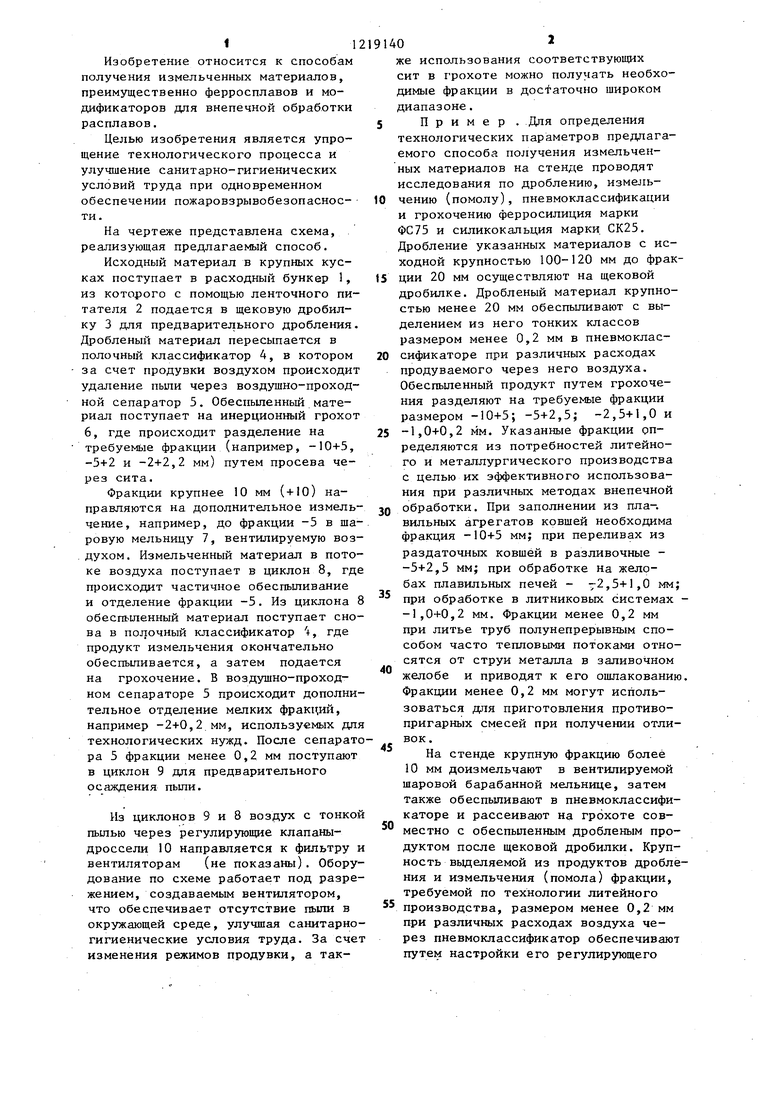
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выделения абразивного материала из металлургических шлаков | 1990 |
|
SU1740084A1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТВАЛЬНОГО РАСПАДАЮЩЕГОСЯ ШЛАКА | 2006 |
|
RU2347622C2 |
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ ШЛАКОВ | 1994 |
|
RU2056948C1 |
| Пневматическая вибрационная обеспыливающая установка | 1980 |
|
SU876214A1 |
| Способ получения хлористого калия | 1991 |
|
SU1799372A3 |
| Установка для производства щебня и песка | 1989 |
|
SU1726038A1 |
| Способ переработки шлаков высокоуглеродистого феррохрома | 1988 |
|
SU1527305A1 |
| Способ переработки шлаков силикомарганца | 1981 |
|
SU1007728A1 |
| Способ извлечения хлорида калия из калийных солей | 1981 |
|
SU998347A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПЫЛЯЩЕГО ХЛОРИСТОГО КАЛИЯ | 1995 |
|
RU2085490C1 |
| Приготовление порошкообразного силикокальция в конвертерном цехе | |||
| Крутильно-намоточный аппарат | 1922 |
|
SU232A1 |
