2.Устройство по п. 1, отличающееся тем, что оно снабжено установленным за кюветой по направлению перемещения ленточного материала вакуумным столом с элементами обогрева.
3.Устройство по п. 1, отличающееся тем, что система подачи раствора содержит установленные на штоке с возможностью синхронного перемещения буферную емкость и подпружиненный уравнительный бачок.
4.Устройство по п. 1, отличающееся тем, что оно снабжено механизмами размотки и намотки ленточного материала с фрикционами и промежуточным валом, при
1
Изобретение относится к технике нанесения покрытий на полимерную пленку.
Целью изобретения является повышение производительности и улучшение качества покрытий.
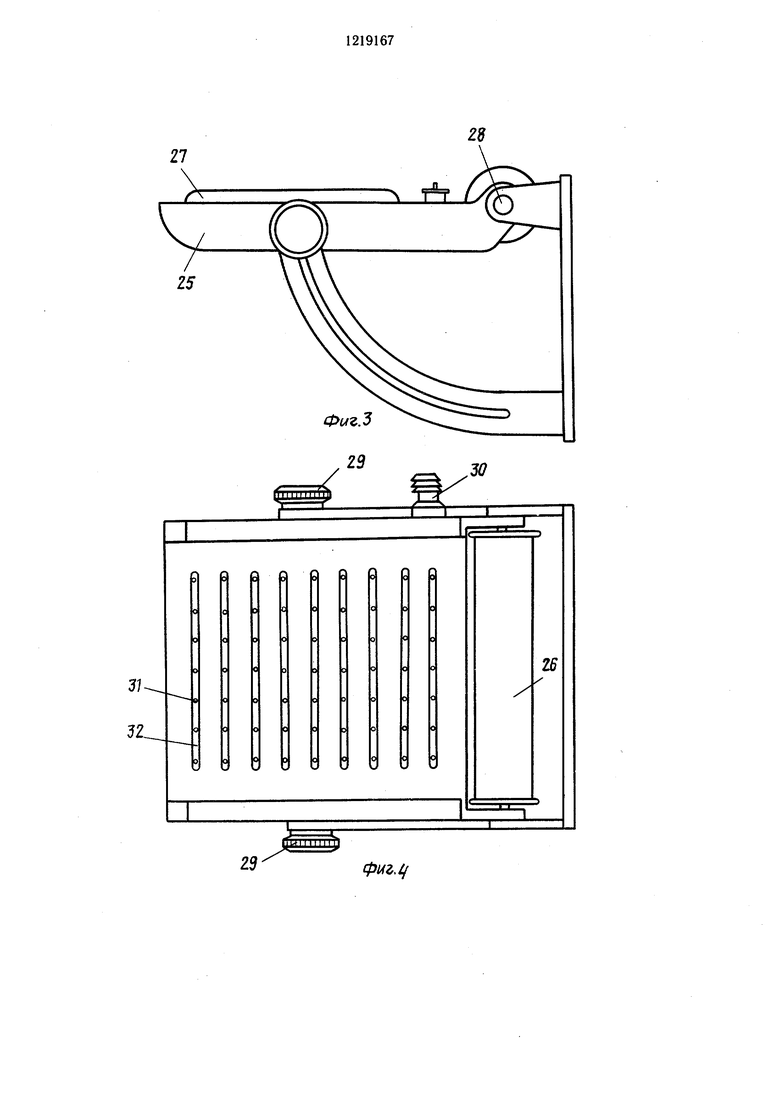
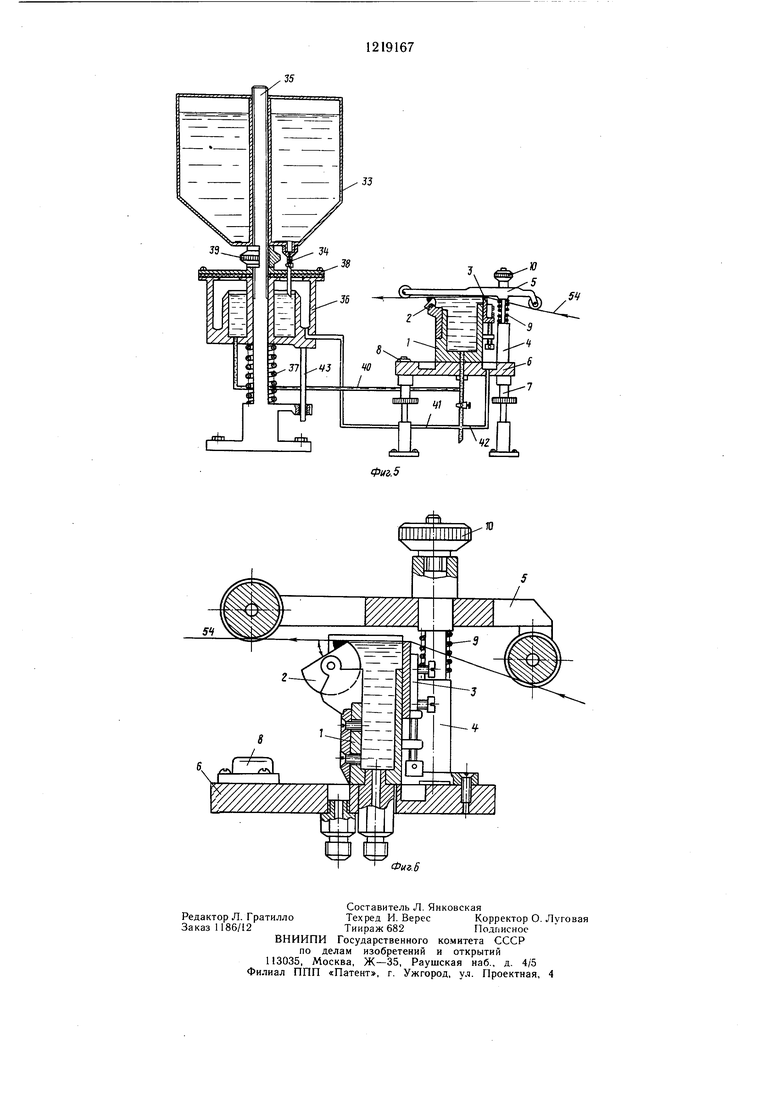
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - кинематическая схема, вид сзади; на фиг. 3 - вакуумный стол, вид сбоку; на фиг. 4 - то же, вид снизу; на фиг. 5 - система подачи раствора в кювету; на фиг. 6 - кювета с поворотным передним ножом.
Устройство содержит наносную кювету 1, к которой крепятся передний поворотный нож 2, выполненный с плоской поверхностью, и задний регулируемый по высоте нож 3.
Над кюветой на стойках 4 расположен прижимной элемент 5, все это смонтировано на плите 6, которую можно при помощи ножек 7 устанавливать по уровню 8 в горизонтальном положении. Прижимной элемент 5 снизу поддерживается пружинами 9, сверху при помощи гаек 10 его можно устанавливать на нужном расстоянии над кюветой. Привод 11 через редуктор 12 и вал 13 соединен с механизмом протяжки ленточного материала, состоящим из ведущего 14 и прижимного 15 валов. Механизм размотки состоит из фрикциона 16 и держателя 17 катущек и соединен с валом 13 при помощи шестеренчатой передачи 18. Механизм намотки ленточного материала связан с валом 13 при помощи цепной передачи через большую 19 и малую 20 звездочки, последняя посажена на промежуточный вал 21. На этот же вал надета шестерня 22, приводящая в движение держатель 23 катушки узла намотки через фрикцион 24. По ходу перемещения ленточного материала после кюветы установлен обогреваемый вакуумный стол 25 с роликом 26 и нагревателем 27. Вакуумэтом ведущий вал механизма протяжки ленточного материала связан с фрикционом механизма размотки при помощи щестерен- чатой передачи, а с фрикционом механизма намотки через промежуточный вал - посредством цепной передачи, больщая звездочка которой закреплена на ведущем валу механизма протяжки, а меньщая - на промежуточном валу.
5. Устройство по пп. 1-4, отличающееся тем, что вакуумный стол, кювета, механизм протяжки ленты и механизмы размотки и намотки ленточного материала смонтированы в корпусе из прозрачного материала.
ный стол по оси 28 может менять положение относительно горизонта и фиксироваться в нужном положении зажимами 29. Через штуцер 30 и отверстия 31 подводится вакуум к продольным пазам 32. Емкость 33 с перекрываемым патрубком 34 устанавливается на щтоке 35 с возможностью перемещения в вертикальной плоскости. Уравнительный бачок 36 также находится на щтоке 35 и снизу поджимается пружиной 37, а сверху по крыщке 38 фиксируется в нужном положении гайкой 39. Трубка 40 соединяет бачок 36 и кювету 1 как сообщающиеся сосуды. Трубки 41 и 42 образуют переливную линию. Кроме того, устройство содержит шток 43. Ленточный материал подается
системой направляющих роликов 44-47, которые расположены в прозрачном корпусе 48, подключаемом к вытяжке. Сушка покрытой ленты осуществляется встречным потоком теплого воздуха через нагреватель
49 от вентилятора 50. В зону сушки помещен датчик 51 температуры. Все устройство смонтировано на столе 52 и снабжено пультом 53 контроля и управления.
Устройство работает следующим образом. От привода 11 через редуктор 12 и вал
13 приводится в работу пара валов; задающий 14 и прижимной 15. Ленточный материал 54, заправленный между валиками, тянется последними, сматывается с катушки, надетой на держатель 17, подсоединенный к фрикциону 16, который с целью равномерности натяжения при размотке ленты получает через шестеренчатую передачу 18 вращение, противонаправленное размотке. Далее материал проходит через кювету 1 на обогреваемый вакуумный стол 25, систему направляющих роликов 44-47 и наматывается на катущку держателя 23, связанную через фрикцион 24 и шестерню 22
промежуточного вала 21. Звездочки 20 и 129 цепной передачей связаны с валом 13. При этом промежуточный вал 21, а следовательно, и фрнкцион 24 механизма намотки в целях компенсации диаметров катушек и создания постоянного натяжения на линии, вращаются быстрее, чем ведущий вал 14. Нанесение покрытия производится кюветой 1, которая закреплена на плите 6. На этой же плите на стойке 4, поджимаемый
дает место, которое занимает бачок 36 под действием пружины 37. Синхронно с бачком перемещается емкость 33 с раствором, которая вверх поднимается гайкой 39, а опускается под собственным весом, ограни- чителем служит гайка 39. Уровень в бачке 36 поддерживается постоянный, который устанавливается патрубком 34. Трубка 41 служит для случайных переливов раствора и для направления его в сборник. Ленточпружииами 9, находится прижимной эле- ю ный материал 54 при протяжке в зависимомент 5, которым задается прижатие ленточного материала 54 к переднему 2 и заднему 3 ножам. Прижатая пленка к лезвиям ножей смачивается раствором с кюветы 1. Движение пленки происходит в сторону иожа 2. Между пленкой и плоскостью но- 15 жа устанавливается угол (5-85°), в котором образуется мениск через всю щирину материала. Величина установленного угла а выбирается в зависимости от выбранной толщины покрытия и скорости нанесения.
Поворачивая нож 2, можно менять плоскость, задающую угол между материалом, и этим самым менять щирину мениска, от которых зависит толщина и плотность покрытия. Подача и поддерживание уровня
сти от толщины вытягивается или сжимается, т. е. происходит пульсация. Чтобы пульсация ие передавалась на насосную кювету, установлен обогреваемый вакуумный стол 25.
По осн 28 можно менять положение обогреваемого вакуумного стола 25 и фиксировать его при помощи зажимов 29. В нижней части на зеркале стола имеются параллельные пазы 32, перпендикулярные JQ движущемуся материала, с которым подводится через отверстия 31 вакуум. С противоположной стороны стола установлен нагреватель 27. При движении покрытого материала с вакуумного стола и роликов идет отбор тепла за счет того, что оснораствора в кювету 1 по трубке 40 идет 25 ва раствора состоит из быстро испаряюиз уравнительного бачка 36. Кювета 1 с бачком 36 соедииены как сообщающиеся сосуды. С изменением угла на ноже 2 приходится изменять уровень раствора в кювете 1,а соответственно и в бачке 36. Для этого бачок
щихся компонентов, которые интенсивно испаряются с поверхности ленточного материала. Далее по ходу в верхней части устройства производится сушка покрытого материала встречным потоком воздуха от венвыполнен регулируемым по высоте. Для 30 тилятора 50 через нагреватель 49. Высутого, чтобы поднять уровень в кювете, нужно поднять до соответствующего уровня бачок 36 вращением гайки 39. Перемещаясь по резьбе вверх по штоку 35, гайка 39 освобожщеиный материал с нанесенным на ней слоем наматывается на катущку держателя 23. Установка подключается к снстеме вытяжной вентиляции.
30
дает место, которое занимает бачок 36 под действием пружины 37. Синхронно с бачком перемещается емкость 33 с раствором, которая вверх поднимается гайкой 39, а опускается под собственным весом, ограни- чителем служит гайка 39. Уровень в бачке 36 поддерживается постоянный, который устанавливается патрубком 34. Трубка 41 служит для случайных переливов раствора и для направления его в сборник. Ленточный материал 54 при протяжке в зависимо
сти от толщины вытягивается или сжимается, т. е. происходит пульсация. Чтобы пульсация ие передавалась на насосную кювету, установлен обогреваемый вакуумный стол 25.
По осн 28 можно менять положение обогреваемого вакуумного стола 25 и фиксировать его при помощи зажимов 29. В нижней части на зеркале стола имеются параллельные пазы 32, перпендикулярные движущемуся материала, с которым подводится через отверстия 31 вакуум. С противоположной стороны стола установлен нагреватель 27. При движении покрытого материала с вакуумного стола и роликов идет отбор тепла за счет того, что основа раствора состоит из быстро испаряющихся компонентов, которые интенсивно испаряются с поверхности ленточного материала. Далее по ходу в верхней части устройства производится сушка покрытого материала встречным потоком воздуха от вентилятора 50 через нагреватель 49. Высу тилятора 50 через нагреватель 49. Высущеиный материал с нанесенным на ней слоем наматывается на катущку держателя 23. Установка подключается к снстеме вытяжной вентиляции.
-W
Фиг2
Фиг.З
29
30

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия литья керамической пленки | 1990 |
|
SU1747275A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
| Машина для формования слоистых изделий | 1983 |
|
SU1183386A1 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ КЕРАМИЧЕСКОЙ ПЛЕНКИ | 1992 |
|
RU2037415C1 |
| Установка для поэтапного изготовления полиэтиленовых пакетов | 2017 |
|
RU2665670C1 |
| УСТАНОВКА ДЛЯ МОДИФИКАЦИИ ПОВЕРХНОСТИ УГЛЕРОДНЫХ ВОЛОКНИСТЫХ МАТЕРИАЛОВ В ГАЗОВОЙ АТМОСФЕРЕ | 1992 |
|
RU2085628C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕДИЦИНСКИХ САЛФЕТОК | 1996 |
|
RU2112485C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОРОШКОВОГО КЛЕЯЩЕГО ВЕЩЕСТВА НА ТКАНЬ | 1990 |
|
RU2016152C1 |
| Устройство для упаковывания пачек бумаг в рукавный термосклеивающийся материал | 1989 |
|
SU1659301A1 |
| Лентопротяжное устройство к машине для печати на пленке | 1975 |
|
SU551230A1 |

31 Ji
2д
X
.
54
jf3L
га
Фиг. 6
Составитель Л. Янковская
Редактор Л. ГратиллоТехред И. ВересКорректор О. Луговая
Заказ 1186/12Тиираж 682Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Способ упаковывания изделий в термоусадочную пленку | 1988 |
|
SU1585217A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
