Изобретение относится к литейному производству и может быть использовано при изготовлении литейных форм из песчано-глинистых смесей, преимущественно при автоматизированной поточной формовке,
Цель изобретения - повьдпение производительности и снижение расхода воды и энергии.
Сущность способа приготовления пе счано-глинистой смеси заключается в том, что увлажнение смеси, состоящей из песка, глины и воды, осуществляют в две стадии. Сначала начальная влажность смеси составляет 120-180% рабочей влажности, причем составляющие смеси перемешивают с периодическим контролем уплотняемости смеси до величины 15-20%. Затем смесь увлажняют со скоростью 0,1-0,2% в минуту с одновременным перемешиванием ее компонентов до величины уплотняемости 35-50%.
Такое выполнение способа позволит повысить производительность и снизить расход воды и энергии на приготовление смеси за счет использования эффекта расклинивающего давления, развиваемого сверхтонкими пленками воды, приводящего к дроблению частиц глины на элементарные пакеты, так как вода является поверхностно- активным веществом по отношению к базальным плоскостям пакетов глинистых частиц.
Расклинувающее давление, развиваемое сверхтонкими пленками воды, проявляется при последовательном изменении толщин пленок воды в ограниченных пределах. Эти пределы соответствуют двум уровням увлажнения глины в смеси - верхнему, при котором газопроницаемость стандартных образцов максимальна, а вес минимален, и нижнему - при котором прочность при сжатии во влажном состоянии максимальна и при этом установлено, что при верхнем уровне увлажнения глины ее частицы покрыты пленками воды толщиной в три диполя, а при нижнем - в два диполя.
Следовательно, перемешивание смеси достаточно проводить в течение времени, при котором влажность меняется в пределах, соответствующих изменению толщины пленки воды от двух до трех диполей воды. Исходя из этого начальную влажность смеси необходимо установить равной 120-180% ве10
219230.2
личины рабочей влажности, что соответствует толщине пп&пки в три диполя воды.
Поскольку контроль перемешивания
- смеси во влажности очень трудоемок, а состояние увлажнения однозначно отражает уплотняемость смеси, контроль которой значительно проще и быстрее, то на первом этапе перемешивание производят до величины уплотняемости 15-20%, что соответствует толщине пленки в два диполя воды. Однако смесь, в которой пленки воды в глинистых частицах представ15 лены двумя слоями диполей, имеет по- вьшаенную жесткость. Литейные формы, изготовленные из жестких смесей, плохо сопротивляются ударным нагрузкам и размывающему действию струи
20 жидкой стали (чугуна). Поэтому влажность смеси необходимо увеличить, чтобы пленки воды частично потеряли жесткость. Оптимальное для формовки сох:тояние смеси достигается
25 тогда, когда пленки приобретают
прочно-пластичное состояние, что создается увлажнением, соответствующим одновременному наличию в смеси в равных количествах пленок воды, толщиною в 2 и 3 диполя. Причем для проявления максимального эффекта от работы расклинивающего давления сверхтонких пленок воды в частицах глины и полного расщепления частиц на пакеты процесс утолщения пленок должен развиваться постепенно с увеличением влажности. Экспериментально установлено, что повышение влажности со скоростью 0,1-0,2% в минуту до момента достижения смесью величины уплотняемости 35-50% обеспечивает максимальные значения прочности и пластичности смеси.
Реализация способа осуществляется следующим образом.
Сначала песок смачивают водой, например, до влажности 2% и перемешивают. Затем во влажный песок вводят глину в количестве, определяемом видом литья и способом формовки, и воду. Количество вводимой в смесь, воды определяется расчетом, исходя из глиносодержания в смеси, минералогического состава глины, достигнутой фактической влажности песка и
55 задаваемой величиной начальной влажности смеси. Начальная влажность смеси должна быть равной 120-180% ее рабочей влажности, которая опре30
35
40
45
50
депяется как влажность смеси с оптимальной форму емостью по ручной пробе.
Расчет количества вводимой воды В л производится ПО следующей формуле Вл БЛ - К„- К,. Г ,% (1) где Вд - водонасьщенйе песка, для
разных песков Вд 0,3-1,0% В - достигнутая фактическая
влажность песка,%; Гд - глиносодержание смеси,%; К, - степень увлажнения глины, для глин разного -минералогического состава ,15- 0,35 от массы глины; К - принятое превьшение начальной влажности над рабочей влажностью смеси 1,2 t 1,8.
- После введения расчетного количества воды смесь перемешивают до момента достижения величины уплотняе- мости 15-20%. Дпя этого в процессе перемешивания уплотняемость смеси периодически контролируется известным способом. По достижении смесью промежуточной уплотняемости 15-20% в процессе продолжающегося перемешивания смеси начинают вводить дополнительную воду, обеспечивая при этом скорость увеличения влажности, равную 0,1-0,2% в минуту. Для этого определяется расход вводимой дополнительной воды в единицу времени в зависимости от массы замеса. Как только контролируемая величина уплотняемости смеси достигает 35-50%, введение воды и перемешивание прекращают и смесь готова к формовке.
Пример. Производят приготовление формовочной смеси для стальных отливок массой 70-100 кг, получаемых в сырых песчано-глинистых формах, изготавливаемых на автоматических прессовых линиях. В соответствии с заводской инструкцией АДЕ 815.25211 00064 смесь должна иметь прочность при сжатии во влажном состоянии 7,8- 9,8 Н/см и прочность при скальшании 0,75-0,95 Н/см.
В лабораторных бегунах 016М2 приготавливают 4 кг формовочной смеси из 3680 г Толмачевского песка 1К02А (водонасыщенность 0,4%) и 320 г (т.е. 8% массы смеси) порошка огнеупорной Боровичской глины (с оптимальным водонасыщёнием - 25%). В бегунах 2 мин перемешивают песок с 2% воды (т.е. 80 мл). Затем вводят
20
192304
320 г порошка глины и 56 мл воды, количество В которой предварительно определяют по формуле (I), где Кр принято равным 1,5.
5 Вд 0,4-2,0-И ,5.0,25 ,4%.
От массы 4000 г смеси 1,4% воды составляет 56 мл. Перемешивают смесь с периодическим (через 3 мин) контролем уплотняемости по ГОСТ 23409.1310 78.
Затем в процессе перемешивания начинают доувлажнять смесь порциями воды по 15 мл через каждые 2 мин, преднарительно рассчитав порцию во)5 ДЫ по заданной скорости увеличения влажности, равной 0,15% в минуту: 4000x0,0015.2 мл, где 3 мл воды введено для компенсации потерь на испарение при перемешивании в течение 2 мин.
Уплотняемость смеси, равная 45%, достигается за 10 мин перемешивания с доувлажнением, после чего перемешивание и доувлажнение прекращают
25 и смесь вьшускают из бегунов.
Готовая смесь проверяется по ГОСТ 23.409.7-78 на прочность при сжатии во влажном состоянии и прочность при скалывании. Полученные
,,, значения этих прочностей - 8,1 Н/см и 0,82 Н/см соответствуют требованиям заводской инструкции АДЕ 815.25211..00064.
Приготовление смесей проводят при различных значениях начальной
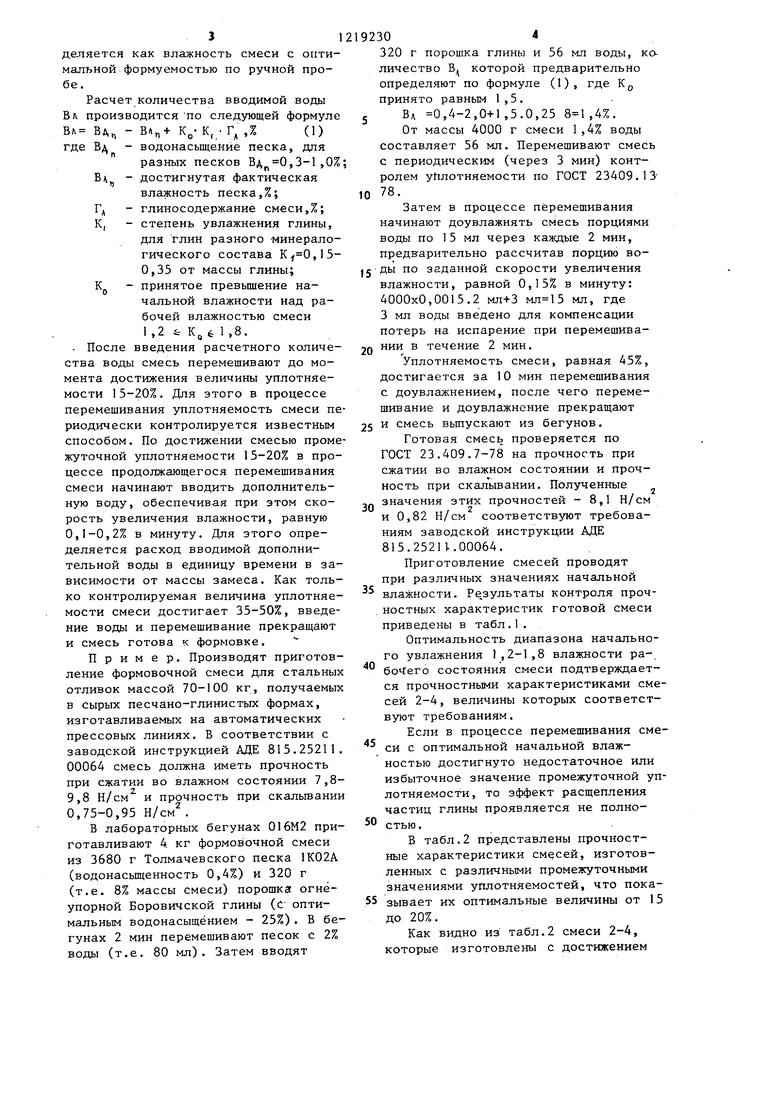
влажности. Ре.зультаты контроля прочностных характеристик готовой смеси приведены в табл.1.
Оптимальность диапазона начального увлажнения 1,2-1,8 влажности ра-. состояния смеси подтверждается прочностными характеристиками смесей 2-4, величины которых соответствуют требованиям.
Если в процессе перемешивания сме си с оптимальной начальной влажностью достигнуто недостаточное или избыточное значение промежуточной уплотняемости, то эффект расщепления частиц глины проявляется не полно50
40
стью.
в табл.2 представлены прочностные характеристики смесей, изготовленных с различными промежуточными значениями уплотняемостей, что пока- 55 зывает их оптимальные величины от 15 до 20%.
Как видно из табл.2 смеси 2-4, которые изготовлены с достижением
значений промежуточных уплотняемос- тей 15-20%, удовлетворяют требованиям по прочностным характеристикам.
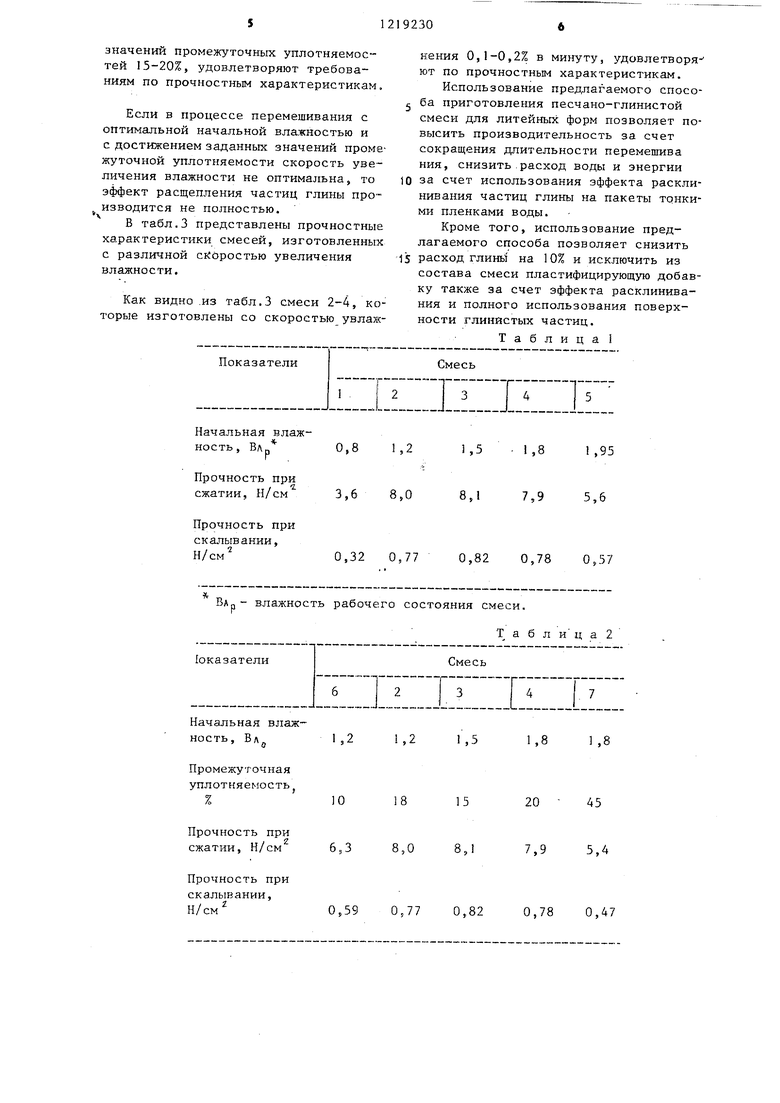
Если в процессе перемешивания с оптимальной начальной влажностью и с достижением заданных значений промежуточной уплотняемости скорость увеличения влажности не оптимальна, то эффект расщепления частиц глины производится не полностью.
В табл.3 представлены прочностные характеристики смесей, изготовленных с различной скоростью увеличения влажности.
Как видно .из табл.3 смеси 2-4, которые изготовлены со скоростью увлажНачальная влажность, ВЛр 0,8 1,2
Прочность при сжатии, Н/см
3,6 8,0
Прочность при
скалывании,
Н/см
0,32 0,77
ВЛр- влажность рабочего состояния смеси.
Т а б л и ц а 2
Начальная влажность, Вл.,
1,2 1,2 1,5
Промежуточная уплотняемость %
Прочность при сжатии, Н/см
6,3 8,0
Прочность при
скалывании,
Н/см
0,59 0,77 0,82 0,78 0,47
нения 0,1-0,2% в минуту, удовлетворя- ют по прочностным характеристикам. Использование предлагаемого способа приготовления песчано-глинистой смеси для литейных форм позволяет повысить производительность за счет сокращения длительности перемешива ния, снизить расход воды и энергии
за счет использования эффекта расклинивания частиц глины на пакеты тонкими пленками воды.
Кроме того, использование предлагаемого способа позволяет снизить
расход глинь на 10% и исключить из состава смеси пластифицирующую добавку также за счет эффекта расклинивания и полного использования поверхности ГЛИНИСТЫХ частиц.
Таблица i
1,5 .1,8 1 ,95 8,1 7.,9 5,6
0,82 0,78
0,57
1,8 1,{
15
20
45
7,9 5,4
16
15
6,4
8,08,1
2019
0,030,20 0,150,10 0,30
7,9 6,6
0,597,70,820,78 0,58
Редактор Е.Папп
Составитель В.Шувалов
Техред И.Верес КорректорЕ.Ротко
1189/15 Тираж 757 Подписное ВНИИПИ Государственного комитета СССР
по делам .изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул.Проектная, 4
Таблица 3
15
2019
8,08,1
7,9 6,6
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЛИЧЕСТВА НЕПРОМЕШАННОЙ ГЛИНЫ В ФОРМОВОЧНЫХ СМЕСЯХ | 1986 |
|
RU2017553C1 |
| Способ приготовления песчано-глинистой формовочной смеси | 1989 |
|
SU1733179A1 |
| СПОСОБ ПОЛУЧЕНИЯ АКТИВИРОВАННОГО БЕНТОНИТА | 2012 |
|
RU2489388C1 |
| Способ приготовления песчаноглинистой смеси для изготовления литейных форм | 1980 |
|
SU872002A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1991 |
|
RU2014937C1 |
| СПОСОБ ПОЛУЧЕНИЯ АКТИВИРОВАННОГО БЕНТОНИТА | 2012 |
|
RU2510634C1 |
| Способ приготовления песчано-глинистой смеси для изготовления литейных форм | 1980 |
|
SU933179A1 |
| Способ приготовления оборотных формовочных смесей | 1989 |
|
SU1713711A1 |
| Смесь для изготовления литейных форм и стержней | 1975 |
|
SU522889A1 |
| Состав бентонитовой суспензии для единых формовочных смесей | 1988 |
|
SU1600900A1 |
| Глины формовочные | |||
| Методы определения предела прочности при сжатии во влажном состоянии | |||
| Прибор для определения наивыгоднейших условий работы токарных и других станков | 1923 |
|
SU3594A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Modern Castj.ngs, 1 963, № 5, с.12 | |||
| Способ установки вырубного инструмента на прессах с револьверной головкой | 1985 |
|
SU1301523A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
