со ;о
Изобретение относится к конструкции инструмента, изготовленного из шлифовальной шкурки и предназначенного для отделочной обработки деталей из различных материалов.
Цель изобретения - расширение технологических возможностей и повышение качества обрабатывающей поверхности путем обеспечения воздействия усилия резания на пару лепестков за счет создания контакта пары лепестков в рабочей части и обработки лепестками под разными углами резания.
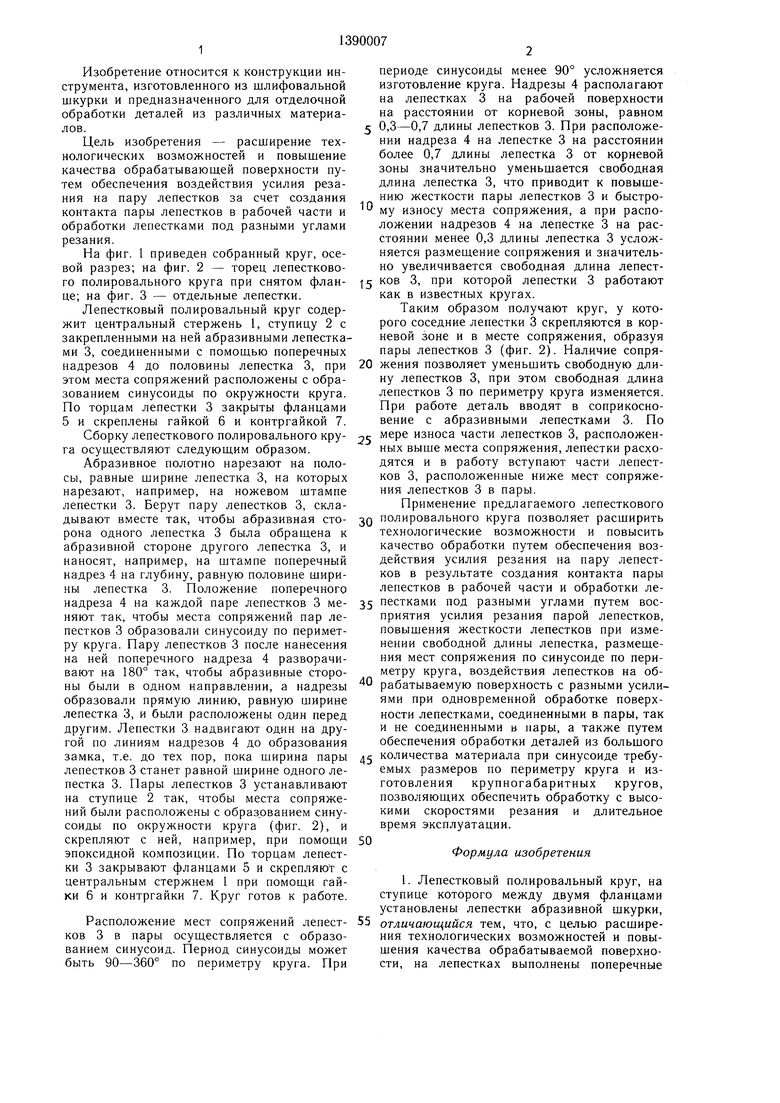
На фиг. 1 приведен собранный круг, осевой разрез; на фиг. 2 - торец лепестковопериоде синусоиды менее 90° усложняется изготовление круга. Надрезы 4 располагают на лепестках 3 на рабочей поверхности на расстоянии от корневой зоны, равном 5 0,3-0,7 длины лепестков 3. При расположении надреза 4 на лепестке 3 на расстоянии более 0,7 длины лепестка 3 от корневой зоны значительно уменьшается свободная длина лепестка 3, что приводит к повышению жесткости пары лепестков 3 и быстрому износу места сопряжения, а при расположении надрезов 4 на лепестке 3 на расстоянии менее 0,3 длины лепестка 3 усложняется размеш,ение сопряжения и значительно увеличивается свободная длина лепест10
го полировального круга при снятом флан- 5 ° Р которой лепестки 3 работают це; на фиг. 3 - отдельные лепестки.как в известных кругах.
Лепестковый полировальный круг содер-Таким образом получают круг, у котожит центральный стержень 1, ступицу 2 с рого соседние лепестки 3 скрепляются в кор- закрепленными на ней абразивными лепестка- невой зоне и в месте сопряжения, образуя ми 3, соединенными с помощью поперечных пары лепестков 3 (фиг. 2). Наличие сопря- надрезов 4 до половины лепестка 3, при 20 жения позволяет уменьшить свободную длину лепестков 3, при этом свободная длина лепестков 3 по периметру круга изменяется. При работе деталь вводят в соприкосновение с абразивными лепестками 3. По
Сборку лепесткового полировального кру- 25 износа части лепестков 3, расположен- га осуществляют следующим образом.ных выше места сопряжения, лепестки расходятся и в работу вступают части лепестков 3, расположенные ниже мест сопряжения лепестков 3 в пары.
Применение предлагаемого лепесткового
этом места сопряжений расположены с образованием синусоиды по окружности круга. По торцам лепестки 3 закрыты фланцами 5 и скреплены гайкой 6 и контргайкой 7.
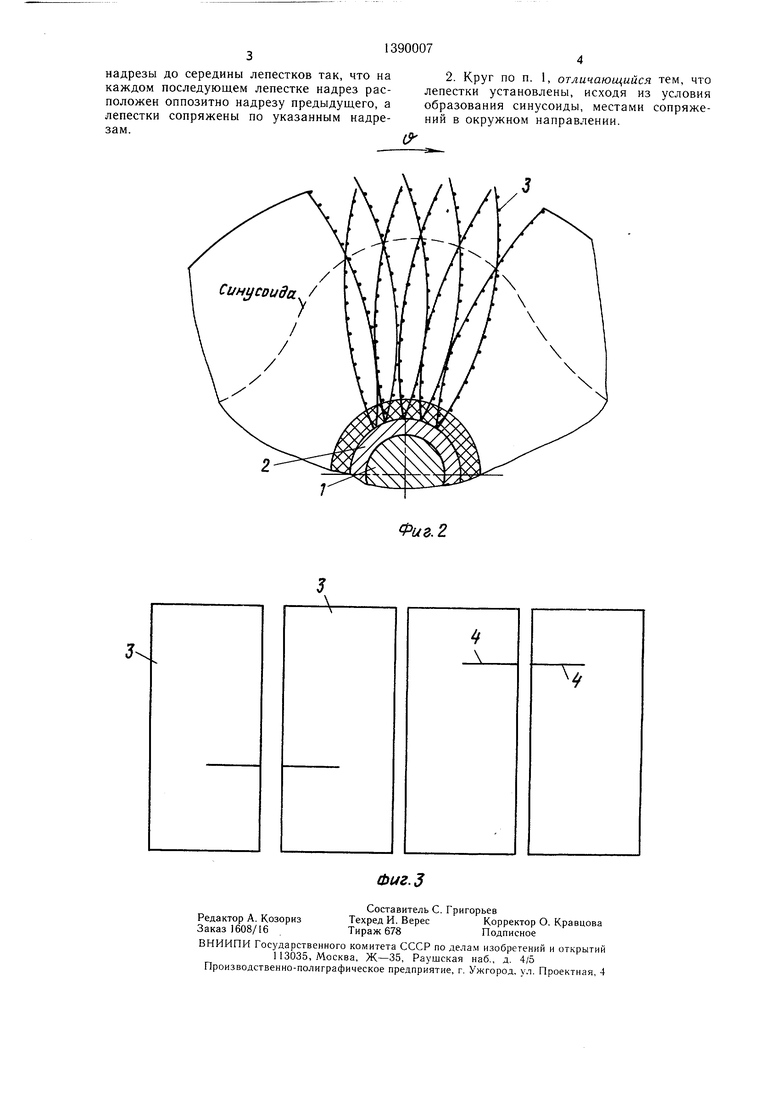
Абразивное полотно нарезают на полосы, равные ширине лепестка 3, на которых нарезают, например, на ножевом штампе лепестки 3. Берут пару лепестков 3, складывают вместе так, чтобы абразивная сто- зо полировального круга позволяет расширить
рона одного лепестка 3 была обращена к абразивной стороне другого лепестка 3, и наносят, например, на штампе поперечный надрез 4 на глубину, равную половине ширины лепестка 3. Положение поперечного
технологические возможности и повысить качество обработки путем обеспечения воздействия усилия резания на пару лепестков в результате создания контакта пары лепестков в рабочей части и обработки ленадреза 4 на каждой паре лепестков 3 ме- 35 пестками под разными углами путем вос- няют так, чтобы места сопряжений пар ле- приятия усилия резания парой лепестков, пестков 3 образовали синусоиду по перимет- повыщения жесткости лепестков при изме- ру круга. Пару лепестков 3 после нанесения нении свободной длины лепестка, размещена ней поперечного надреза 4 разворачи- ния мест сопряжения по синусоиде по пери- вают на 180° так, чтобы абразивные сторо-метру круга, воздействия лепестков на обны были в одном направлении, а надрезы рабатываемую поверхность с разными усили- образовали прямую линию, равную ширине ями при одновременной обработке поверхности лепестками, соединенными в пары, так и не соединенными в пары, а также путем обеспечения обработки деталей из большого
лепестка 3, и были расположены один перед другим. Лепестки 3 надвигают один на другой по линиям надрезов 4 до образования
замка, т.е. до тех пор, пока ширина пары 45 количества материала при синусоиде требу- лепестков 3 станет равной ширине одного лепестка 3. Пары лепестков 3 устанавливают на ступице 2 так, чтобы места сопряжений были расположены с образованием синусоиды по окружности круга (фиг. 2), и скрепляют с ней, например, при помощи 50 эпоксидной композиции. По торцам лепестки 3 закрывают фланцами 5 и скрепляют с центральным стержнем 1 при помощи гайки 6 и контргайки 7. Круг готов к работе.
емых размеров по периметру круга и изготовления крупногабаритных кругов, позволяющих обеспечить обработку с высокими скоростями резания и длительное время эксплуатации.
Формула изобретения
1. Лепестковый полировальный круг, на ступице которого между двумя фланцами установлены лепестки абразивной шкурки.
Расположение мест сопряжений лепест- 55 отличающийся тем, что, с целью расшире- ков 3 в пары осуществляется с образованием синусоид. Период синусоиды может
быть 90-360° по периметру круга. При
ния технологических возможностей и повышения качества обрабатываемой поверхности, на лепестках выполнены поперечные
периоде синусоиды менее 90° усложняется изготовление круга. Надрезы 4 располагают на лепестках 3 на рабочей поверхности на расстоянии от корневой зоны, равном 5 0,3-0,7 длины лепестков 3. При расположении надреза 4 на лепестке 3 на расстоянии более 0,7 длины лепестка 3 от корневой зоны значительно уменьшается свободная длина лепестка 3, что приводит к повышению жесткости пары лепестков 3 и быстрому износу места сопряжения, а при расположении надрезов 4 на лепестке 3 на расстоянии менее 0,3 длины лепестка 3 усложняется размеш,ение сопряжения и значительно увеличивается свободная длина лепест0
5 ° Р которой лепестки 3 работают как в известных кругах.
технологические возможности и повысить качество обработки путем обеспечения воздействия усилия резания на пару лепестков в результате создания контакта пары лепестков в рабочей части и обработки леколичества материала при синусоиде требу-
емых размеров по периметру круга и изготовления крупногабаритных кругов, позволяющих обеспечить обработку с высокими скоростями резания и длительное время эксплуатации.
Формула изобретения
отличающийся тем, что, с целью расшире-
ния технологических возможностей и повышения качества обрабатываемой поверхности, на лепестках выполнены поперечные
надрезы до середины лепестков так, что на каждом последующем лепестке надрез расположен оппозитно надрезу предыдущего, а лепестки сопряжены по указанным надрезам.
2. Круг по п. 1, отличающийся тем, что лепестки установлены, исходя из условия образования синусоиды, местами сопряжений в окружном направлении.
(
| название | год | авторы | номер документа |
|---|---|---|---|
| Лепестковый круг | 1987 |
|
SU1433781A1 |
| Лепестковый полировальный круг | 1985 |
|
SU1333560A1 |
| Полировальный инструмент | 1987 |
|
SU1433782A1 |
| Лепестковый абразивный круг | 1984 |
|
SU1281394A1 |
| Способ изготовления лепесткового полировального круга | 1986 |
|
SU1380926A2 |
| Лепестковый полировальный круг | 1988 |
|
SU1703436A1 |
| Лепестковый полировальный круг | 1987 |
|
SU1523321A1 |
| Лепестковый полировальный круг | 1985 |
|
SU1301679A1 |
| Лепестковый абразивный круг | 1985 |
|
SU1373553A1 |
| Лепестковый полировальный круг | 1986 |
|
SU1430243A1 |
Изобретение относится к инструментальному производству и касается конструкций лепестковых кругов. Целью изобретения является расширение технологических возможностей и повышение качества обрабатываемой поверхности. Для этого на ступице 2 установлены абразивные лепестки 3. На лепестках 3 выполнены поперечные надрезы 4, с помощью которых каждая пара лепестков сопряжена друг с другом. Места сопряжений могут располагаться по синусоиде в окружном направлении. 1 з.п. ф-лы, 3 ил.
Фиг. 2
| Гдалевич А | |||
| И | |||
| и др | |||
| Полирование деталей лепестковыми кругами.-М.: Машиностроение, с | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
