Изобретение относится к режущему инструменту, изготЬвленному из лепестков абразивной шкурки и предназначенному для отделочной обработки поверхностей деталей из различных 5 Материалов.
Целью изобретения является повьше- ние качества обработки плоских поверхностей путем установки лепестков fO разной жесткости и изменения угла резания.
На фиг,1 приведен лепестковый абразивный круг, осевой разрез; на фиг.2 - схема развертки лепестков 15 круга (периферийная поверхность кру- га).
Лепестковый абразивный круг содержит лепестки 1 из абразивной шкурки, закрепленные на ступице цами 3 и 4 при помощи гайки 5 и конт- гайки 6, при этом на лепестках I в прикорневой части с боковой стороны выполнены надрезы 7, которые могут быть переменной глубины и с разных сторон лепестков.
Изготовление лепесткового круга и работа с ним осуществляется, следующим образом.
Из полотна абразивной шкурки вырубаются лепестки 1 определенных размеров. На лепестках 1 с боковой стороны выполняют надрезы 7 на одном расстоянии от торцов («0,10-0,20 дпины лепестка 1 при длине кор- - невой части к 0,05-0,1 длины лс- , пестка 1). Глубина надрезов 7 может быть переменной и и 0,25баются по разной форме в результат разной жесткости лепестков I, обес печивая переменный угол резания. П увеличении или уменьшении силы рез ния форма отгиба лепестков I измен ется. При износе лепестков J круг разбирают, удаляют изношенные лепе ки , устанавливают и закрепляют н вые лепестки I.
Вьтолнение надрезов на лепестка в их прикорневой части с боковой стороны, вьшолнение надрезов переменной глубины и с разных сторон л пестков позволяет повысить к ачеств обработки поверхностей деталей путем:
изменения угла резания в процес обработки в результате образования своего угла резания при набегании на обрабатываемую
2 между флан- 20 каждого лепестка поверхность;
изменения количества лепестков.
25
30
35
одновременно участвующих в процесс обработки;
получения различной формы лепес ков при контакте с обрабатываемой верхностью;
создания на круге лепестков раз ной жесткости;
отгиба лепестков в зависимости усилия резания, при этом радиус от гиба лепестка уменьшается при повьш нии усилия резания;
удаления из зоны резания абрази ва, пыли и посторонних частиц.
Формула изобретейи
0,6 ширины лепестков 1, при этом надрезы 7 можно выполнять с разных боковых сторон. После вьтолнения надрезов 7 лепестки 1 устанавливают на ступице 2 между фланцами 3 и 4 и закрепляют путем нанесения клея на корневую часть, затем фланцы 3 и 4 затягивают при помощи гайки 5, которая контрится контргайкой 6. Лепестки 1 устанавливают, например, таким образом, чтобы надрезы 7 на лепестках I в сборе представляли синусоиду (фиг.2) или другую линию. При работе кругом лепестки 1 набегают на обрабатываемую поверхность и отгибаются по разной форме в результате разной жесткости лепестков I, обеспечивая переменный угол резания. При увеличении или уменьшении силы резания форма отгиба лепестков I изменяется. При износе лепестков J круг разбирают, удаляют изношенные лепестки , устанавливают и закрепляют но- вые лепестки I.
Вьтолнение надрезов на лепестках в их прикорневой части с боковой стороны, вьшолнение надрезов переменной глубины и с разных сторон лепестков позволяет повысить к ачество обработки поверхностей деталей путем:
изменения угла резания в процессе обработки в результате образования своего угла резания при набегании на обрабатываемую
каждого лепестка поверхность;
одновременно участвующих в процессе обработки;
получения различной формы лепестков при контакте с обрабатываемой поверхностью;
создания на круге лепестков разной жесткости;
отгиба лепестков в зависимости от усилия резания, при этом радиус отгиба лепестка уменьшается при повьшзе- нии усилия резания;
удаления из зоны резания абразива, пыли и посторонних частиц.
Формула изобретейия
4С
1.Лепестковый абразивный круг,
на ступице которого между двумя фланцами закреплены лепестки абразивной шкзфки с надрезами, параллельными оси круга, отличающийся тем, что, с целью повьшения качества 5 обработки плоских поверхностей, надрезы на лепестках вьшолнены в прикорневой их части и расположены на разных боковых поверхностях.
2,Круг по п.1, отличаю щ и и с я тем, что, надрезы выполнены переменной глубины из условия-образования надрезами на лепестках двух синусоид на периферии круга.
50
Редактор В.Иванова
Составитель Л.Сергеева Техред В.Кадар
Заказ 7200/11 Тираж 712Подписное
ВНИИЖ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, .4
r/iydi/HO нафеза
.г
Корректор Л.Патай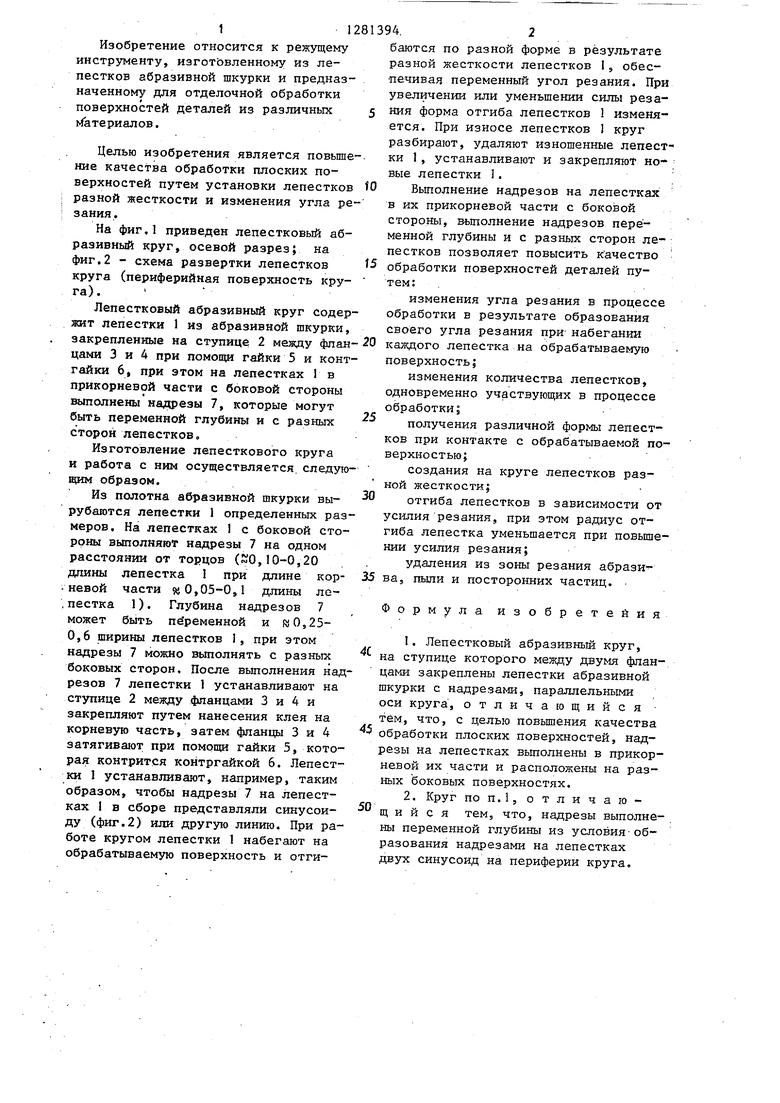
| название | год | авторы | номер документа |
|---|---|---|---|
| Лепестковый полировальный круг | 1986 |
|
SU1390007A1 |
| Лепестковый полировальный круг | 1988 |
|
SU1703436A1 |
| Лепестковый круг | 1987 |
|
SU1433781A1 |
| СПОСОБ ОБРАБОТКИ ПАЗОВ ЛЕПЕСТКОВЫМ КРУГОМ | 1996 |
|
RU2111111C1 |
| ЛЕПЕСТКОВЫЙ КРУГ | 1998 |
|
RU2125930C1 |
| ЛЕПЕСТКОВЫЙ АБРАЗИВНЫЙ КРУГ | 1992 |
|
RU2032525C1 |
| Способ обработки пазов лепестковым кругом | 1990 |
|
SU1805019A1 |
| Торцовый лепестковый круг | 1991 |
|
SU1815201A1 |
| Лепестковый абразивный инструмент | 1987 |
|
SU1459911A1 |
| Способ изготовления лепесткового полировального круга | 1986 |
|
SU1380926A2 |
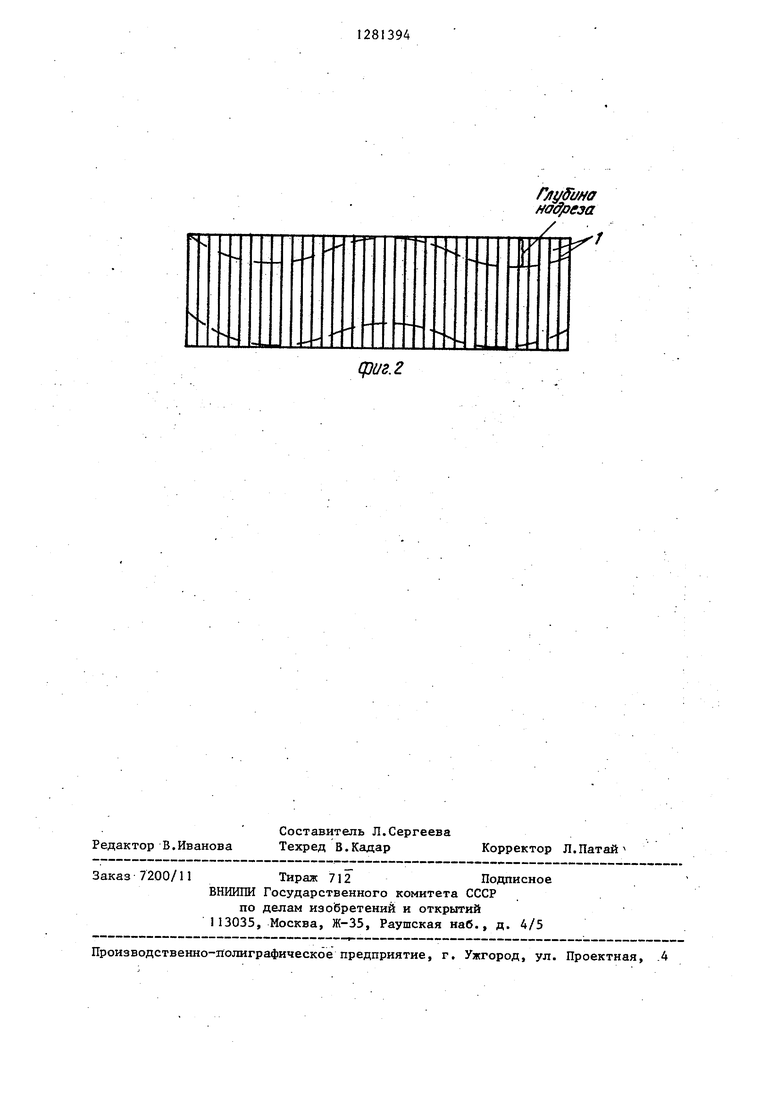
Изобретение относится к лепестковому абразивному инструменту, предназначенному для отделочной обработки поверхностей деталей, изготовленных из различных материалов. Цель изобретения - повышение качества обработки плоских поверхностей путем установки лепестков разной жесткости и изменения угла резания. Лепестки из шлифовальной шкурки I закреплены на ступице 2 между фланцами 3 и 4. На лепестках выполнены надрезы 7, параллельные оси круга, в прикорневой их ,частй. Надрезы вьшолнены на боковых поверхностях, при этом надрезы могут быть переменной глубины. В этом случае лепестки устанавливают на ступице с образованием надрезами на лепестках двух синусоид на периферии круга. Указанные надрезы позволяют изменять угол резания лепестков. 1 з.п. ф-лы, 2 ил. . i (Л
| Лепестковый круг | 1984 |
|
SU1219331A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
