(Л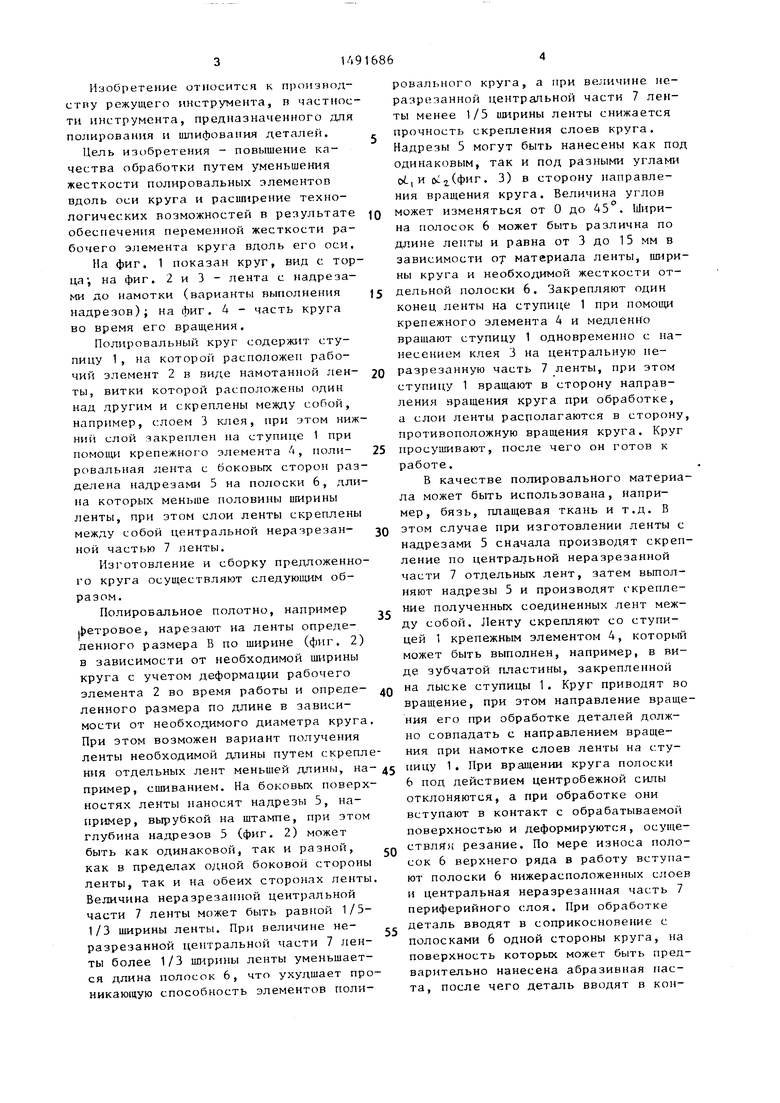
| название | год | авторы | номер документа |
|---|---|---|---|
| Полировальный круг | 1986 |
|
SU1373554A1 |
| Лепестковый полировальный круг | 1985 |
|
SU1301679A1 |
| Лепестковый полировальный круг | 1986 |
|
SU1390007A1 |
| Способ изготовления полировального круга | 1985 |
|
SU1341007A1 |
| Способ изготовления полировального инструмента | 1988 |
|
SU1563960A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОКОННОЙ ШТОРЫ С РЕГУЛИРУЕМОЙ ОСВЕЩЕННОСТЬЮ, УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОКОННОЙ ШТОРЫ С РЕГУЛИРУЕМОЙ ОСВЕЩЕННОСТЬЮ И ОКОННАЯ ШТОРА С РЕГУЛИРУЕМОЙ ОСВЕЩЕННОСТЬЮ | 1993 |
|
RU2103469C1 |
| Лепестковый полировальный круг | 1987 |
|
SU1502288A1 |
| Полировальный барабан | 1986 |
|
SU1313680A1 |
| Лепестковый круг | 1987 |
|
SU1433781A1 |
| Лепестковый полировальный круг | 1984 |
|
SU1207739A1 |
Изобретение относится к производству режущего инструмента для отделочных операций. Цель изобретения - повышение качества обработки и расширение технологических возможностей инструмента. На ступице 1 круга закреплен рабочий слой, представляющий собой ленту из полировального материала. На краях ленты выполнены надрезы длиной меньше половины ширины ленты. Лента намотана по спирали на корпус, а ее витки скреплены между собой по средней неразрезанной части. Надрезы могут быть разной длины как по краям ленты, так и вдоль ее длины. Они могут быть также выполнены под углом к оси симметрии ленты. 1 з.п. ф-лы, 4 ил.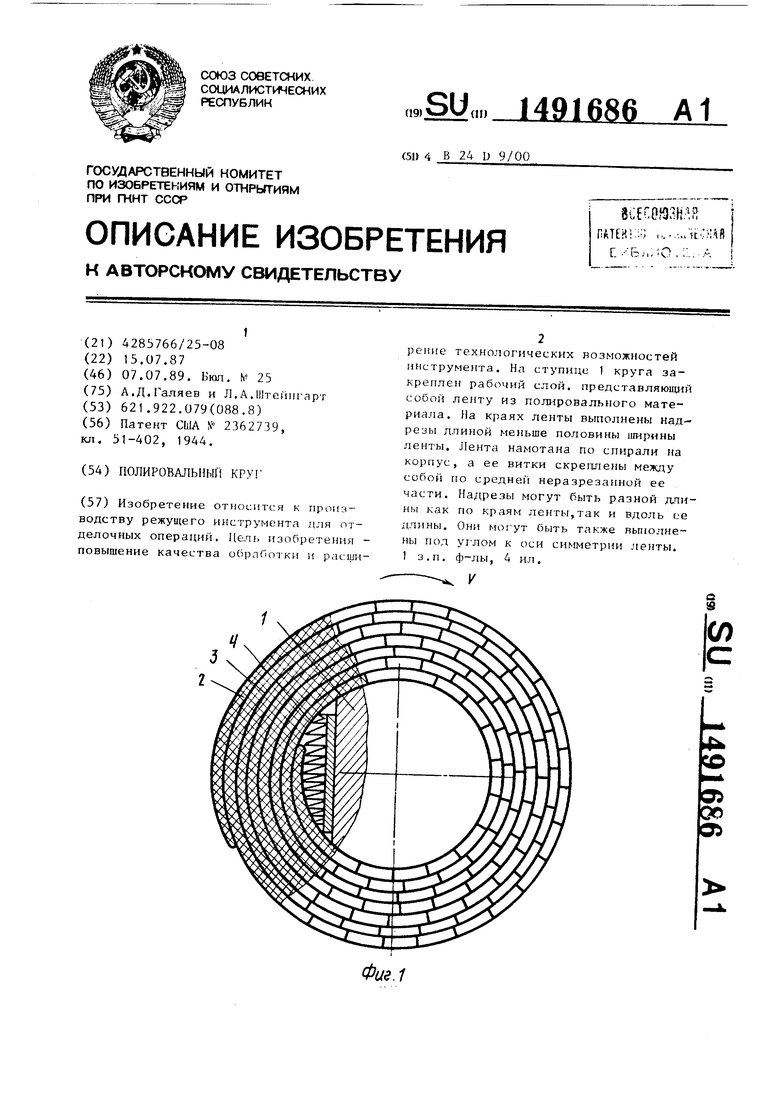
Фие.1
Изобретение относится к проиэвод- стпу режущего инструмента, п частности инструмента, предназначенного для полирования и шпифования деталей.
Цель изобретения - повышение качества обработки путем уменьшения жесткости полировальных элементов вдоль оси круга и расширение технологических возможностей в результате обеспечения переменной жесткости рабочего элемента круга вдоль его оси.
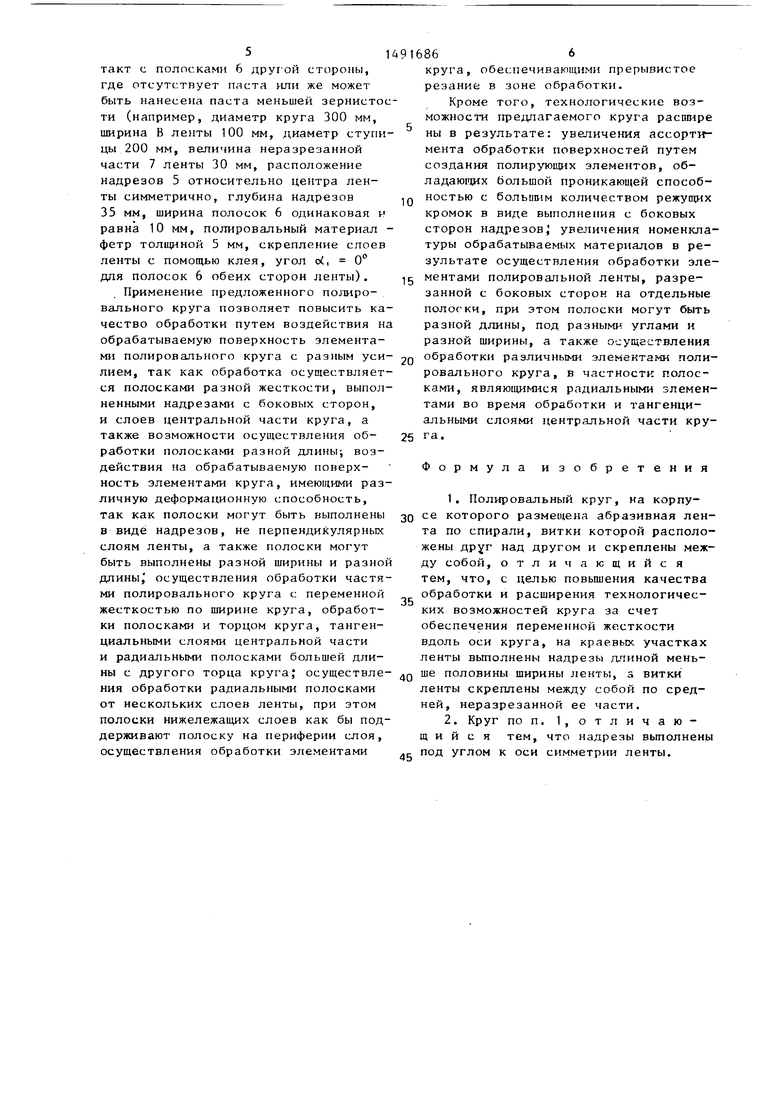
На фиг. 1 показан круг, вид с торца; на фиг. 2 и 3 - лента с надрезами до намотки (варианты выполнения надрезов); на фиг. 4 - часть круга во время его враш,ения.
Полировальный круг содержит ступицу 1, на которой расположен рабочий элемент 2 в виде намотанной лен- ты, БИТКИ которой расположены один над другим и скреплены между собой, например, с:лоем 3 клея, при этом ниж- Hnii слой закреплен на ступице 1 при помощи крепежног о элемента , поли- ровальная лента с боковых сторон разделена надрезами 5 на полоски 6, длина которых меньше половины ширины ленты, при этом слои ленты скреплены между собой центральной неразрезан- ной частью 7 ленты.
Изготовление и сборку предложенного круга осуществляют следующим образом.
Полировальное полотно, например фетровое, нарезают на ленты определенного размера В по ширине (фиг. 2) в зависимости от необходимой ширины круга с учетом деформации рабочего элемента 2 во время работы и опреде- ленного размера по длине в зависимости от необходимого диаметра круга При этом возможен вариант получения ленты необходимой длины путем скреплния отдельных лент меньшей длины, на пример, сшиванием. На боковых поверхностях ленты наносят надрезы 5, например, вырубкой на штаьте, при этом глубина надрезов 5 (фиг. 2) может быть как одинаковой, так и разной, как в пределах одной боковой стороны ленты, так и на обеих сторонах ленты Величина неразрезан 1ой центральной части 7 ленты может быть равной 1/5- 1/3 ширины ленты. При величине не- разрезанной центральной части 7 ленты более 1/3 ширины ленты уменьшается длина полосок 6, что ухудшает проникающую способность элементов полировального круга, а при величине неразрезанной центральной части 7 ленты менее 1/5 ширины ленты снижается прочность скрепления слоев круга. Надрезы 5 могут быть нанесены как по одинаковым, так и под разными углами 0., и й.(. 3) в сторону направления вращения круга. Величина углов может изменяться от О до 45 . Ширина полосок 6 может быть различна по длине лепты и равна от 3 до 15 мм в зависимости ох материала ленты, ширины круга и необходимой жесткости отдельной полоски 6. Закрепляют один конец ленты на ступице 1 при пoмoш крепежного элемента 4 и медленно вращают ступицу 1 одновременно с нанесением клея 3 на центральную неразрезанную часть 7 ленты, при этом ступицу 1 вращают в сторону направления яращения круга при обработке, а слои ленты располагаются в сторону противоположную вращения круга. Круг просушивают, после чего он готов к работе.
В качестве полировального материала может быть использована, например, бязь, плащевая ткань и т.д. В этом случае при изготовлении ленты с надрезами 5 сначала производят скрепление по центральной неразрезанной части 7 отдельных лент, затем вьтол- няют надрезы 5 и производят скрепление полученных соединенных лент между собой. Ленту скрепляют со ступицей 1 крепежным элементом 4, котор№1 может быть выполнен, например, в виде зубчатой пластины, закрепленной на лыске ступицы 1. Круг приводят во вращение, при этом направление вращения его при обработке деталей должно совпадать с направлением вращения при намотке слоев ленты на ступицу 1. При вращении круга полоски 6 под действием центробежной силы отклоняются, а при обработке они вступают в контакт с обрабатываемой поверхностью и деформируются, осуществляя резание. По мере износа полосок 6 верхнего ряда в работу вступают полоски 6 нижерасположенных слоев и центральная неразрезанная часть 7 периферийного слоя. При обработке деталь вводят в соприкосновение с полосками 6 одной стороны круга, на поверхность которых может быть предварительно нанесена абразивная паста, после чего деталь вводят в контакт с полосками 6 друг он стороны, где отсутс;твует паста или же может быть нанесена паста меньшей зернистости (например, диаметр круга 300 мм, ширина В ленты 100 мм, диаметр ступицы 200 мм, величина неразрезанной части 7 ленты 30 мм, расположение надрезов 5 относительно центра ленты симметрично, глубина надрезов 35 мм, ширина полосок 6 одинаковая и равна 10 мм, полировальный материал - фетр толщиной 5 мм, скрепление слоев ленты с помощью клея, угол о(, О дан полосок 6 обеих сторон ленты).
Применение предложенного nojmpo- вального круга позволяет повысить качество обработки путем воздействия на обрабатываемую поверхность элементами полировального круга с разным усилием, так как обработка осуществляется полосками разной жесткости, выполненными надрезами с боковых сторон, и слоев центральной части круга, а также возможности осуществления обработки полосками разной длины; воздействия а обрабатываемую поверхность элементами круга, имеющими различную деформационную способность, так как полоски могут быть выполнены в виде надрезов, не перпендикулярных слоям ленты, а также полоски могут быть выполнены разной ширины и разной длины, осуществления обработки частями полировального круга с переменной жесткостью по ширине круга, обработки полосками и торцом круга, тангенциальными слоями центральной части и радиальными полосками большей длины с другого торца кругаJ осуществле- Q ше половины ширины ленты, а витки ния обработки радиальными полоскамиленты скреплены между собой по средот нескольких слоев ленты, при этомней, неразрезанной ее части,
полоски нижележащих слоев как бы под-2. Круг по п. 1, отличающий с я тем, что надрезы выполнены под углом к оси симметрии ленты.
держивают полоску на периферии слоя, осуществления обработки элементами
45
10
916866
круга, обеспечивающими прерывистое резание в зоне обработки.
Кроме того, технологические возможности предлагаемого круга расптре ны в результате: увеличения ассортимента обработки поверхностей путем создания полирующих элементов, об- ладаю1чих большой проникающей способностью с большим количеством режущих кромок в виде выполнения с боковых сторон надрезовi увеличения номенклатуры обрабатываемых материалов а результате осуществления обработки эле1g ментами полировальной ленты, разрезанной с боковых сторон на отдельные пологки, при этом полоски могут быть разной длины, под разными углами и разной ширины, а также осуществления
2Q обработки различными элементами полировального круга, в частности полосками, являющимися радиальными элементами во время обработки и тангенциальными слоями центральной части кру25 га.
30
35
Формула изобретения
в
cfyuaZ
(
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
