1
Изобретение относится к линиям для изготовления стружечно-волокни- стых плит и может быть применено в деревообрабатывающей промьшшенности
Цель изобретения - повышение производительности линии и улучшение качества комбинированных плит.
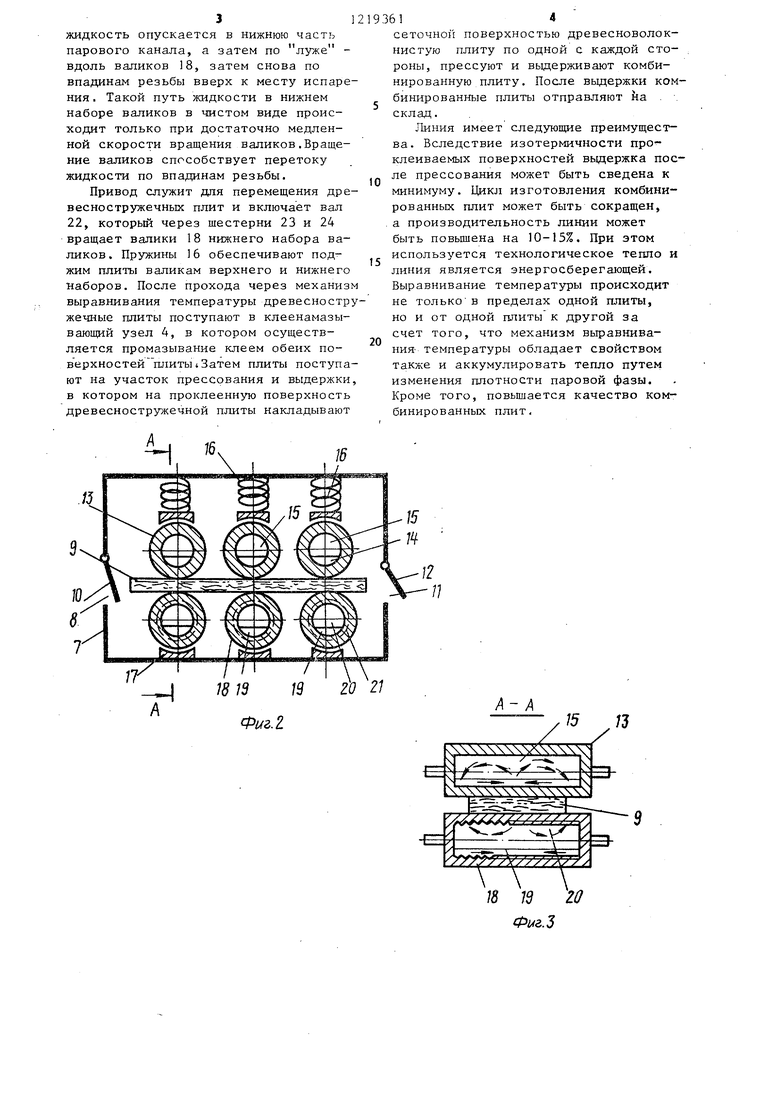
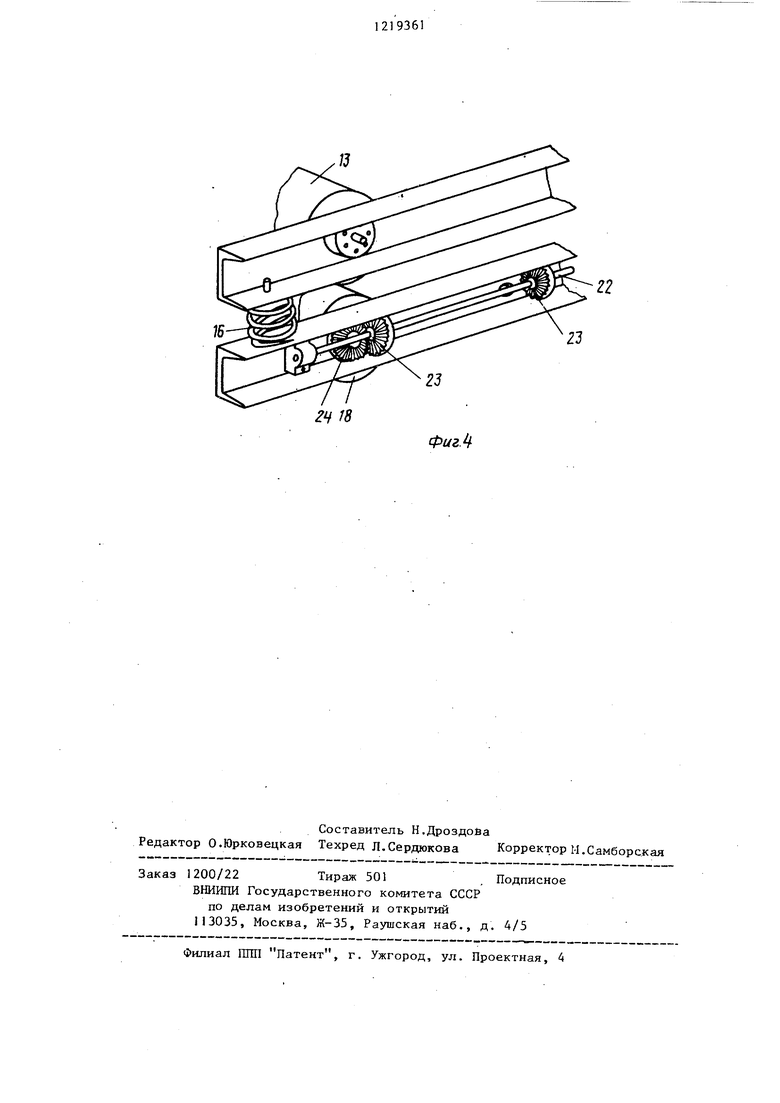
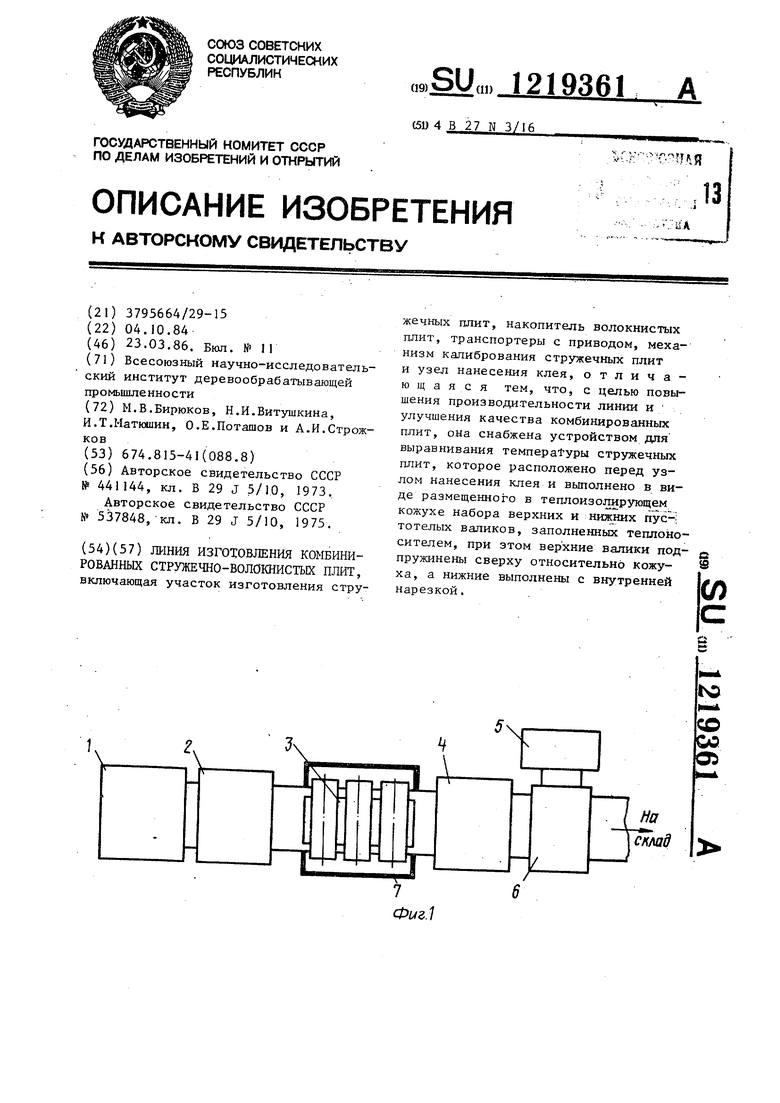
На фиг.1 изображена схема линии, вид сверху} на фиг,2 - устройство вравнивания температуры стружечных плит, вид сбоку; на фнг.З - сечение А-А на фиг,2; на фиг,4 - узел соединения нижних валиков с приводом перемещения стружечных плит.
Линия содержит участок 1 изготовления стружечных плит, механизм 2 калибрования стружечных плит, устроство 3 дпя выравнивания темпер атуры древесностружечных плит, являющееся одновременно участком транспортировки древесностружечных плит от механизма калибрования к узлу 4 нанесения клея, накопитель 5 древесноволокнистых плит, участок 6 прессования и выдержки комбинированных пТ1ит Клеенамазывающий узел 4 может быть установлен как на пути движения древесностружечных плит, так и на пути движения древесноволокнистых плит -от накопителя 5,в зависимости от того, поверхность каких плит подлежит промазыванию клеем.
Устройство для выравнивания температуры имеет теплоизолирующий кожух 7 с окном 8 для входа древесностружечных плит 9 и заслонкой 10 и окно 1, служащее для выхода плит. Окно для выхода плит снажено заслонкой 12. Верхний набор геметичных пустотелых валиков 3 заполнен жидкой фазой 14 теплоносителя и газообразной фазой, находящейся в napoSoM канале 15. Валики верхнего набора подпружинены пружинами 16, На кожухе 7 закреплены опоры 17, Валики 18 нижнего набора имеют также жидкую фазу 19 теплоносителя, а на внутренней поверхности парового канала 20, заполненного паровой фазой теплоносителя выпол- нень капиллярные нарезки 21 , Эта нарезка может быть выполнена либо в виде продольных канавок, которые требуют меньшего количества теплоносителя, либо в виде мелкой резьбы, Объем теплоносителя при этом должен быть выбран таким, чтобы жидкая его фаза затапливала вершины выступов резьбы для осуществления перетока
19361
теплоносителя при работе линии. Нижний набор валиков соединен с приводом, имеюш м вал 22 с набором конических шестерен 23, находящихся с в зацеплении с шестернями 24, жестко связанными с валиками нижнего набора.
Линия работает следующим образом ,
10 Древесностружечная гшита 9, получаемая на участке 1, с нагревательными плитами пресса горячего прессования поступает на механизм 2 калибрования плит. После этого (; плита через окно 8, отклоняя заслонку 10, поступает во внутреннее пространство теплоизолирующего кожуха 7, При этом плита 9 сохраняет тепло, накопленное на участке 1
20
ее изготовления. Если какой-либо
участок плиты имеет температуру более высокую, например центральный, то контактирующие с этим участком валики 13 и 18 {Разогреваются в средней части, жидкие фазы 14 и 19 теплоносителя испаряются и паровая фаза теплоносителя проходит соответственно по паровым каналам 15 и 20 (на фиг,3 путь жидкой и паровой
фаз теплоносителя изображен стрелка- г-н ), Паровая фаза теплоносителя конденсируется на участках поверхности парового канала, которые имеют более низкую температуру, выделяя скрытую теплоту парообразования, в чем и проявляется эффект выравнивания температуры в испарительно-конденсацион- ных процессах. Паровая фаза теплоносителя в виде -жидкой фазы возвращается самотеком к месту повторного испарения. При этом в верхнем наборе валиков 13 лсидкая фаза 14 испаряется, из лужи, находящейся в нижней час ти парового канала, В нижнем наборе валиков 18 жидкая фаза испаряется из капиллярной нарезки 21, удерживающей жидкую фазу в верхней части парового канала. Если нарезка выполнена в виде продольных канавок, то возврат осуществляется по этим канавкам. Канавки должны соединяться между собой кольцевыми проточками, вьшолненными возле торцевых заглушек пустотелых валиков, Если же нарезка выполнена в виде резьбы, то
возврат скидкой фазы от участка, где происходит конденсация паровой фазы, происходит в такой последовательности: сначала по впадинам резьбы
31
жидкость опускается в нижнюю часть парового канала, а затем по луже - вдоль валиков 18, затем снова по впадинам резьбы вверх к месту испарения. Такой путь жидкости в нижнем наборе валиков в чистом виде происходит только при достаточно медленной скорости вращения валиков.Вращение валиков способствует перетоку жидкости по впадинам резьбы.
Привод служит для перемещения древесностружечных плит и включает вал 22, Который через шестерни 23 и 24 вращает валики 18 нижнего набора валиков. Пружины 16 обеспечивают поджим плиты валикам верхнего и нижнего наборов. После прохода через механизм выравнивания температуры древесностружечные плиты поступают в клеенамазы- вающий узел 4, в котором осуществляется промазывание клеем обеих поверхностей плиты 4Затем плиты поступают на участок прессования и выдержки, в котором на проклеенную поверхность древесностружечной плиты накладывают
О
3614
сеточно поверхностью древесноволокнистую плиту по одной с каждой стороны, прессуют и вьщерживают комбинированную плиту. После вьщержки комбинированные плиты отправляют на . . склад.
Линия имеет следующие преимущества. Вследствие изотермичности про клеиваемых поверхностей вьщержка после прессования может быть сведена к минимуму. Цикл изготовления комбинированных плит может быть сокращен, а производительность линии может быть повьшена на 10-15%. При этом используется технологическое тепло и линия является энергосберегающей. Выравнивание температуры происходит не ТОЛЬКО в пределах одной плиты, но и от одной плиты к другой за счет того, что механизм выравнивания- температуры обладает свойством также и аккумулировать тепло путем изменения плотности паровой фазы. Кроме того, повышается качество комбинированных плит.
5
0
/J
А
W19 19 ZO 21 Фиг. 2.
А- А
15 /3
Y x/Л /хх/хУ/ /
1В W ZO Фиг,.
24 18
23
23
Фиг.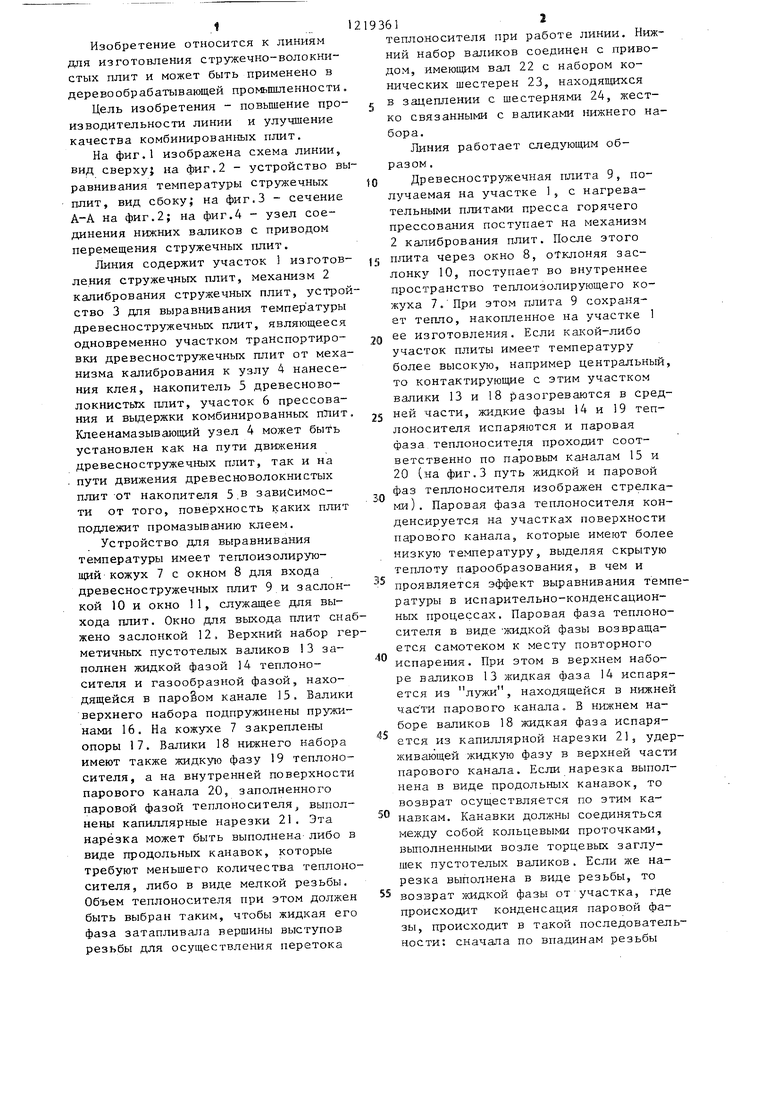
| Поточная линия для производства древесных плит | 1973 |
|
SU441144A1 |
| Солесос | 1922 |
|
SU29A1 |
| Установка для непрерывного изготовления стружечных плит | 1975 |
|
SU537848A1 |
| Солесос | 1922 |
|
SU29A1 |
