TV
Изобретение относится к деревообрабатывающей промышленности, в частности к производству древесностружечных плит.
Цель изобретения - повышение качества плит за счет уменьшения их покоробленности.
На чертеже представлена структурная схема устройства.
Устройство управления температурным режимом обогреваемого пресса содержит линию подачи теплоносителя в виде трубопроводов верхних 1 и нижних 2 нагревательных частей прессующих плит, между которыми расположена теплоизоляционная часть 3, гибкие патрубки А, вентили 5 и 6 управления подачей теплоносителя, установленные на трубопроводах подачи теплоносителя соответственно в верхней 1 и нижней 2 частях прессующих плит, датчики 7 измерения толщины плиты, установленные на участке обрезки, и блок управления, который выполнен в виде установленного на участке обрезки конечного выключателя 8, блока 9 Формирования сигнала, счетчика 10 импульсов, блока 11 коммутации и усилителя 12.
Устройство работает следующим образом.
Счетчик 10 импульсов устанавливают в положение, при котором из всех входных импульсов на его выходе появляется каждый п-й импульс (п - количество этажей пресса). Вентили 5 и 6 настраивают так, что при отсутствии напряжения на их регулирующих входах их проходные сечения открыты наполовину. Стружечные пакеты загружают в пресс, последний смыкают. Теплоноситель подают через вентили 5 и 6 в верхнюю 1 и нижнюю 2 части прессующих плит, осуществляют процесс прессования. На участке обрезки древесностружечных плит измеряют их покоробленность. Механические перемещения датчиков 7 измерения толщины плиты преобразуются блоком 9 формирования сигнала в электрический сигнал с амлитудой, пропорциональной стреле прогиба, и полярностью, пропорциональной направлению прогиба плит. При касании передней кромки каждой обрезанной плиты конечного выключателя 8 счетчик 10 импульсов генерирует электрические импульсы, каждый п-й из которых, т.е. один импульс за цикл прессования, поступает m вход блока 11 коммутации, где формируется импульс длительностью 1-5 с. На это время вход усилителя 12 подключается к выходу блока 9 формирования сигнала, выходное напряжение усилителя 12 изменяет проходное сечение вентиля 3 управления подачей
теплоносителя, причем величина этого изменения пропорциональна величине покоробленности, а направление - направлению покоробленности плит. Количество теплоносителя, поступающего
в следующий цикл прессования в верхние части 1 прессующих плит, изменяется, температура верхних 1 и нижних 2 частей прессующих плит становится различной, связующее в верхних и нижних слоях плит отверждается в разное время, что. приводит к внутренним напряжениям в готовых плитах и их покоробленности, которая компенсирует покоробленность плит, вызванную несимметрией структуры стружечных пакетов, погрешностью нагрева прессующих плит и другими причинами.
При очередном цикле прессования процесс регулирования проходного сёчения вентиля 5 управления подачей теплоносителя повторяется.
5
0
5
0
5
Формула изобретения
Устройство управления температур- нь1м режимом обогреваемого пресса, включающее линию подачи теплоносителя и связан ные с ней трубопроводы подачи теплоносителя в верхние и нижние части прессующих плит, а также вентили управления подачей теплоносителя, регулирующие входы которых связаны с выходом блока управления, отличающееся тем, что, с целью повышения качества плит за счет уменьшения их покоробленности, оно снабжено датчиками измерения тол щины средней и крайней частей плиты для установки на участке обрезки, а блок управления выполнен в виде блока формирования сигнала , усилителя и последовательно включенных конечного выключателя для установки на участке обрезки, счетчика импульсов и блока коммутации, причем выходы датчиков измерения толщины средней и крайней частей плиты для установки на участке обрезки подключены посредством блока формирования сигнала к входу
515216006
усилителя, выход которого связан с носителя в верхние части прессующих регулирующим входом вентиля управле- плит, а коммутирующие клеммы блока ния подачей теплоносителя, установ- коммутации подключены к входу усили- ленного на трубопроводе подачи тепло- теля и общей точке питания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для формирования стружечного ковра в производстве древесно-стружечных плит | 1984 |
|
SU1186480A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2012 |
|
RU2508193C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2011 |
|
RU2453428C1 |
| Способ изготовления древесностружечных плит | 2018 |
|
RU2708323C1 |
| Машина для формирования стружечного ковра | 1985 |
|
SU1289689A1 |
| Пресс для непрерывного изготовления древесностружечных плит | 1985 |
|
SU1299799A1 |
| Пресс для изготовления древесностружечных плит | 1988 |
|
SU1544569A1 |
| Пресс для изготовления древесно-стружечных плит | 1990 |
|
SU1743874A1 |
| Способ производства мебельных деталей из стружечной массы и линия для его осуществления | 1991 |
|
SU1831424A3 |
| Способ изготовления древесностружечных плит | 1989 |
|
SU1653960A1 |
Изобретение относится к деревообрабатывающей промышленности и может быть использовано в производстве древесностружечных плит. Целью изобретения является повышение качества изготовляемых плит за счет исключения их покоробленности. Плита прессуется прессующими плитами, содержащими верхнюю 1 и нижнюю 2 нагревательные части с каналами для подвода обогревательной среды, поступающей через вентили 5 и 6. Покоробленность одной из плит, полученных за цикл прессования, преобразуется на участке обрезки в электрический сигнал, полярность которого пропорциональна направлению, амплитуда - величине покоробленности. Этот сигнал измеряет проходное сечение вентиля, через который обогреваемая среда подается в верхние части прессующих плит, температура верхних и нижних частей прессующих плит становится различной. Связующее в верхних и нижних слоях плит отверждается в разное время, что приводит к внутренним напряжениям в плитах и их покоробленности, которая компенсирует покоробленность плит, вызванную несимметрией структуры пакетов и погрешностью нагрева прессующих плит. 1 ил.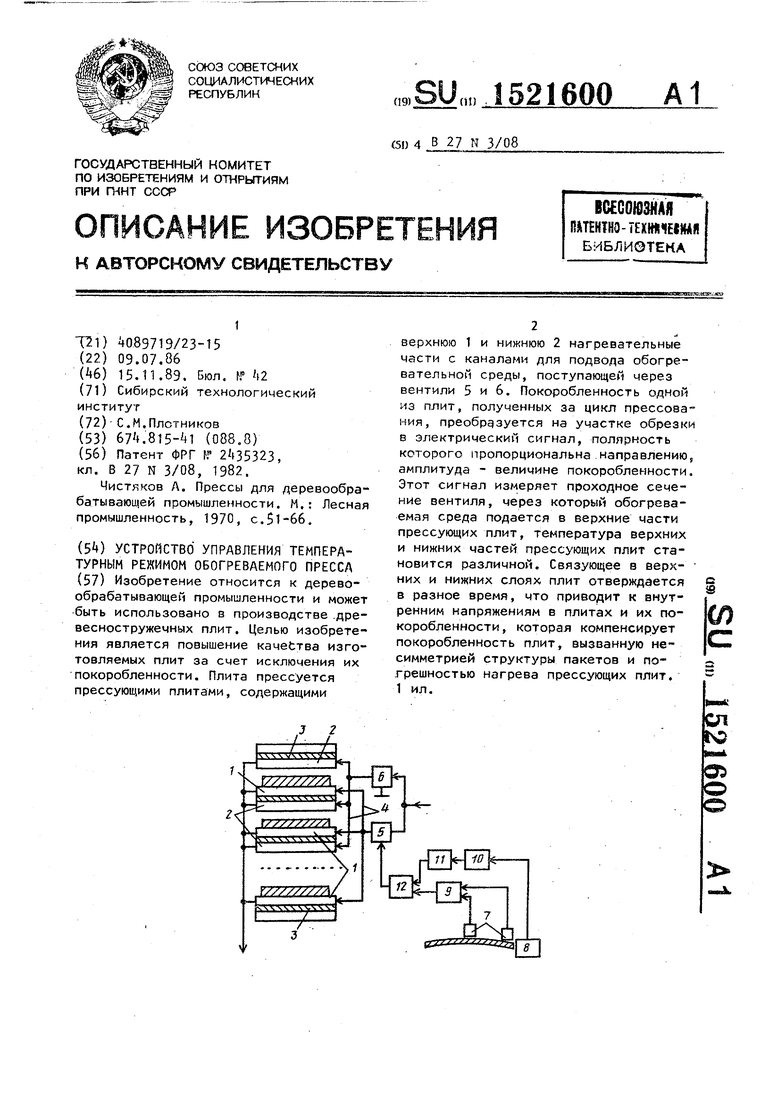
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Чистяков Ло Прессы для деревообрабатывающей промышленности | |||
| М.: Лесная промышленность, 1970, с.51-66. | |||
