Изобретение относится к деревообрабатывающей промышленности, в частности, к производству древесно-стружечных плит.
Известен способ изготовления древесно-стружечных плит, включающий операции размещения древесно-стружечного брикета в межплитном пространстве, смыкания нагревательных плит пресса, горячее прессование и кондиционирование плит, причем кондиционирование готовых плит выполняют прессованием в проходной вакуум-камере из нескольких секций [1].
Известен способ изготовления древесно-стружечных плит, включающий операции размещения древесно-стружечного брикета в межплитном пространстве, горячее прессование и кондиционирование готовых плит в специальной установке прессового типа. Для кондиционирования плиты загружают в решетчатое приспособление в межплитном пространстве холодного пресса. Ведут охлаждение обдувом через ячейки решетки (Патент ФРГ N 1163534, кл. В 29 J, 1961).
Известен также способ изготовления малотоксичных древесно-стружечных плит, включающий операции размещения древесно-стружечного брикета в межплитном пространстве, смыкания нагревательных плит пресса, продувку ковра теплоносителем, горячее прессование, выгрузку плит из пресса и их последующее кондиционирование, причем кондиционирование готовых плит осуществляют в специальной камере кондиционирования [2].
Недостатками всех известных способов являются низкая производительность всего пресса из-за длительности операции кондиционирования, нерациональное использование производственной площади из-за необходимости камер кондиционирования, плохие условия работы из-за выделения формальдегида плитами при перемещении их из горячего пресса в камеры кондиционирования. Кроме того, физико-механические свойства показатели готовых плит не стабильны.
Цель изобретения - повышение производительности, улучшение экологии и повышение стабильности физико-механических показателей плит.
Поставленная цель достигается тем, что в способе изготовления малотоксичных древесно-стружечных плит, включающем операции размещения древесно-стружечного брикета в межплитном пространстве, смыкания нагревательных плит пресса, продувку ковра теплоносителем, горячее прессование, выгрузку плит из пресса и их кондиционирование, операцию кондиционирования плит выполняют перед выгрузкой их из пресса неконтактным вакуумным методом в герметично замкнутом межплитном пространстве горячего пресса через их пласти.
На чертеже изображена схема этажа пресса (кондиционирование бесконтактное вакуумное, через обе пласти брикета).
Устройство для выполнения способа включает пресс с верхней 1 и нижней 2 нагревательными плитами, причем на последней смонтированы дистанционные прокладки 3, а также герметичная рамка 4. Нижняя 2 и верхняя 1 нагревательные плиты образуют межплитное пространство, в котором располагают сформированные стружечные брикеты 5.
Способ осуществляют следующим образом.
П р и м е р. Сформированный древесностружечный брикет 5 размещают в межплитном пространстве между нагретыми до 180-190оС верхней 1 и нижней 2 нагревательными плитами горячего пресса. Сжимают брикет 5 под давлением 3,0 МПа до посадки нагревательных плит 1 и 2 на дистанционные прокладки, т.е. (смыкают нагревательные плиты пресса), прогревают до достижения в среднем слое ковра температуры 102-107оС, выдерживают брикет в течении 60-80 с для отверждения связующего. Затем соединяют систему пресса с вакуум-насосом, создающим разряжение до 0,1 МПа, а через систему каналов в нижней нагревательной плите 2 подают под давлением 0,5-0,6 МПа аммиак. В результате из древесно-стружечного брикета 5 удаляют парогазовую смесь и насыщают его аммиаком, который проходя через систему каналов в нагревательной плите, нагревается до 120-130оС и вступает в химическую реакцию со свободным формальдегидом, образуя нетоксичное соединение гексаметилентетрамин. Обработку аммиаком ведут в течении 10-20 с, после чего подачу аммиака прекращают, а его избыточное количество, не вступившее в реакцию с формальдегидом, удаляют из пакета посредством его продувки атмосферным воздухом. Затем перед выгрузкой плит из пресса операцию кондиционирования плит выполняют неконтактным вакуумным методом в герметично замкнутом межплитном пространстве горячего пресса через пласты плит.
Параметры процесса по примерам и физико-механические показатели полученных плит представлены в таблице. Анализ результатов, проведенных экспериментов показывает, что предложенный способ позволяет повысить производительность в целом на 25-30%, сэкономить производственную площадь примерно на 10% , улучшить экологию и повысить стабильность физико-механических показателей плит на 25-30%, так как отпадает дополнительная обработка отпрессованных плит (кондиционирование) в отдельных установках (камерах) по выравниванию внутренних напряжений, уменьшается разнотолщинность - это позволяет уменьшить на 2-3% припуск на шлифование, снижается содержание свободного формальдегида в воздухе производственных помещений. Выполнение охлаждения плит в горячем прессе позволит повысить степень использования производственных площадей, так как отпадает необходимость в камерах кондиционирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА МАЛОТОКСИЧНЫХ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1990 |
|
RU2026178C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1993 |
|
RU2041813C1 |
| Устройство для изготовления многопустотных древесно-стружечных плит | 1986 |
|
SU1371924A1 |
| ОГНЕСТОЙКАЯ ДРЕВЕСНОСТРУЖЕЧНАЯ КОМПОЗИЦИЯ | 1990 |
|
RU2028338C1 |
| Устройство для изготовления древесно-стружечных плит | 1983 |
|
SU1117224A1 |
| Способ изготовления древесностружечных плит и линия для его осуществления | 1990 |
|
SU1794017A3 |
| Способ изготовления древесностружечных плит и линия для его осуществления | 1990 |
|
SU1794016A3 |
| Способ изготовления древесностружечных плит | 1990 |
|
SU1792370A3 |
| Способ изготовления древесностружечных плит | 1982 |
|
SU1027051A1 |
| ГЛЯНЦЕВЫЙ ЛИСТ К ПРЕССУ ДЛЯ ПРОИЗВОДСТВА ДРЕВЕСНЫХ ПЛИТ | 1992 |
|
RU2067639C1 |

Использование: деревообработка, производство древесностружечных плит. Сущность изобретения: сформированный древесностружечный брикет 5 размещают в межплитном пространстве между нагретыми до 180 - 190°С верхней 1 и нижней 2 нагревательными плитами горячего пресса. Сжимают брикет 5 под давлением 3,0 МПа, прогревают до достижения в среднем слое ковра температуры 102 - 107°С, выдерживают брикет 5 в течении 60 - 80 с для отверждения связующего. Затем соединяют систему пресса с вакуум-насосом, создающим разряжение до 0,1 МПа, а через систему каналов в нижней нагревательной плите 2 подают под давлением 0,5 - 0,6 МПа аммиак. В результате из древесно-струженного брикета 5 удаляют парогазовую смесь и насыщают его аммиаком. Обработку аммиаком ведут в течении 10 -20 с, после чего подачу аммиака прекращают, а его избыточное количество удаляют из пакета посредством его продувки атмосферным воздухом. Затем перед выгрузкой плит из пресса выполняют операцию кондиционирования отпресованных образцов неконтакным, т. е. без контакта верхней нагревательной плиты с поверхностью образца, вакуумным методом. При этом величину разряжения 0,2 - 0,6 МПа поддерживают в течение 24 - 144 с в герметично замкнутом межплитном пространстве горячего пресса, причем разряжение создают с верхней и нижней сторон прессуемого образца. 1 табл. 1 ил.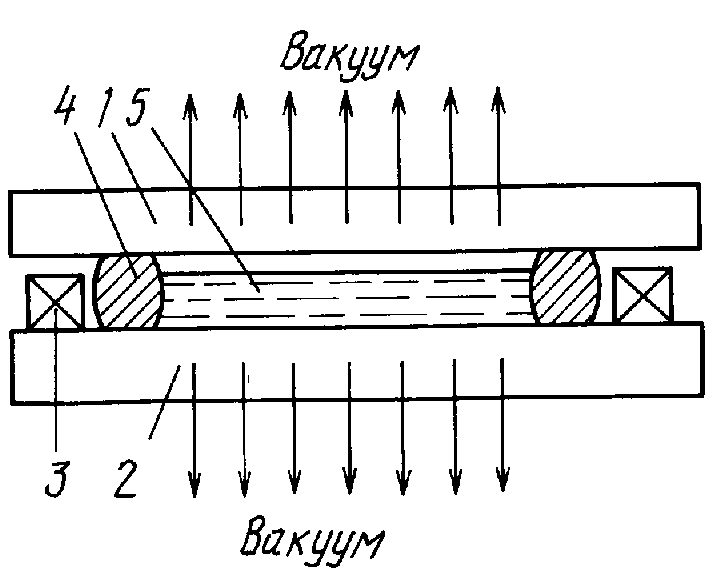
СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОТОКСИЧНЫХ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ, включающий размещение древесностружечного брикета в межплитном пространстве, смыкание нагревательных плит пресса, продувку ковра теплоносителем, горячее прессование, выгрузку плит из пресса и кондиционирование плит, отличающийся тем, что, с целью повышения производительности, улучшения экологии и повышения стабильности физико-механических показателей плит, кондиционирование плит выполняют после прессования перед выгрузкой плит из пресса неконтактным вакуумным методом в замкнутом межплитном пространстве горячего пресса через пласти плит.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления древесностружечных плит с одновременной отделкой | 1979 |
|
SU1034924A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
