1
Известная поточная линия для j производства древесных плит, преимущественно древесновплокнистых, включающая гвдравлический пресс горячего прессовашщ, разгрузочное устройство, станки для обрезки кромок шшт и транспортные средства, не обеспечивает возмолшости получения плит с использованием тепла, аккумулированного плитами в прессе горячего прессования. Цель изобретения - получение отделочных плит с использованием тепла, аккумулированного плитами в прессе горячего прессования. Достигается это тем что за станкаш обрезки кромок размещены участки, снятия пыли с плит, нанесения на них окрасочных водоразбавленных пожаро- и взрывобезопасных составов и термопроката, а также тем, что транспортные средст.ства участков нанесения окрасочных составов и термопроката выполнены . несущтт органами в виде игл-шипов. На чертеже изобпажена схема пред-
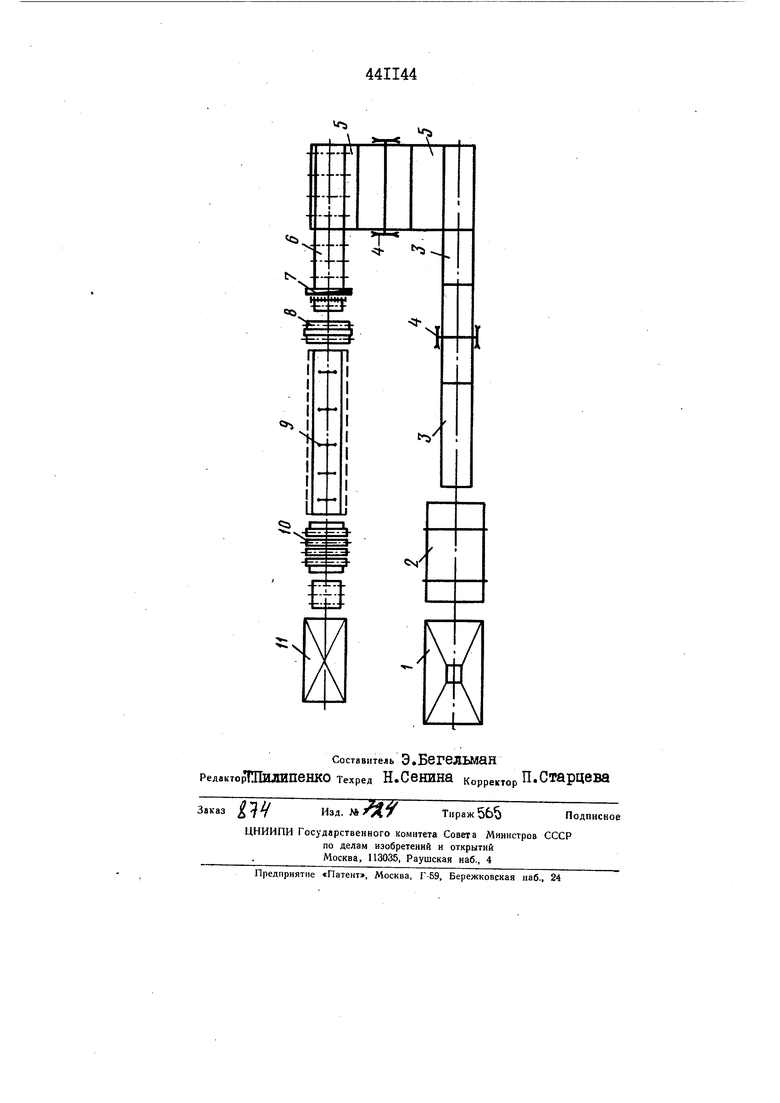
лагаемой поточной линии.
Поточная линия для производства древесных шшт включает в себя гидравлический пресс горячего прессования I, разгрузочное устройство 2 пресса, транспортеры 3 для подачи плит к обрезным станкам, станки 4 для обрезки кромок шшт, транспортеры-перекладчики 5, рольганг 6 для подачи uJUiiT на участок 7 снятия пыли, который выполнен в виде вра щающихся щеток с устройствами для отсоса пыльного воздуха, участок 8 нанесения окрасочных составов /вальцовый станок/, транспотер 9 с несущими органами, выполненными в виде игл-шипов. Транспортер является одновременно участком сушки покрыт11й теплом, аккумулированным плитами в прессе горячего прессования и оборудован устройством для отсоса ..преимущественно водяных паров. Поточная лишш содержит также термопрокатный участок 10 и участок II укладки плит в стопы. Поточная линия работает следующшл образом. После прессования дре весные ПЖ1ТЫ подают ИЗ- горячего пресса в разгрузочное устройство, которое укладывает их по одной на транспортер 3. Далее плиты поступа ют к станку продольной резки и, обрезанные по ширине, направляются транспортерами на станок поперечной резки. После обрезки плиты направляют рольгангом 6 на участок 7, где с их поверхностей удаляют опижи и пыль. Очищенные от пыли и опилок плиты подают на участок 8 нанесения окрасочных составов, Эти составы могут быть нанесены на одну или-на обе стороны плиты. При двухсторонней отделке в качест ве устройств для нанесения окрасоч ных составов используют вальцовые станки, при нанесении составов на одну сторону могут быть использоварш такгле лаконаливные и другие устройства. При нанесении на горячие древесные плиты отделочных составов непосредственно в цехе производства плит используют мате. риалы, не содер;кащие органических растворителей, напршлер пожаро- и взрывобезопасные водоэмульсионные краски, шпатлевки на их основе, грунты на основе водоразбавленных смол и другиеотделочные материалы Эти материалы дроме того, что являются пожаро- и взрывобезопасными, как привило, слабо впитываются поверхностью древесных плит, что приводит к сокращению расхода отделочных материалов. Плиты с нанесенным на них слоем окрасочного со става перемещаются далее на транс ортере 9, который служи одновреенно и участком- сушки отделочных окрытий. Сушка покрытий происхо- . ит за счет тепла, аккумулированого плитами в прессе го|5ячего прессова1шя7 поётому дополнительного подогрева отделочного покрытия на этом участке не требуется. Выделяющиеся при сушке водоразбавляеьщх окрасочных составов пары/ воды удаляются устройством отсоса, которым оборудован этот участок. Сушка водоразбавляемых окрасочных составов происходит за 1-2 мин. ПРЕДМЕТ ИЗОБРЕТЕНИЯ I. Поточная лишш для производства древесных плит, преимущественно древесноволокнистых, включающая гидравлический пресс горячего прессования, разгрузочное устройство, станки для обрезки кромок плит и транспортные средства, связывающие оборудование, отличащаяся тем, что,с целью получения отделочных плит с использованием тепла, аккумулированного плитами в прессе горячего прессования, за станками обрезки кромок размещены участки снятия пыли с плит, нанесения на них окрасочных водоразбавляемых пожаро- и взрывобезопасных составов и термопроката. 2, Поточная линия по п.1, отличающаяся тем, что транспортные средства участков нанесения окрасочных составов и термопроката выполнены с несущими органами в виде игл-шипов.
1-Ч
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления древесного слоистого материала (и ее варианты) | 1982 |
|
SU1021608A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУРНО-ОРИЕНТИРОВАННОЙ ДРЕВЕСНО-СТРУЖЕЧНОЙ ПЛИТЫ | 2017 |
|
RU2728666C2 |
| Установка для изготовления панелей из слоистых пакетов | 1984 |
|
SU1199641A1 |
| Линия для производства многослойных древесностружечных плит | 1976 |
|
SU648439A1 |
| Линия для изготовления древесностружечных плит | 1983 |
|
SU1106670A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНЫХ ВЕРМИКУЛИТОВЫХ ПЛИТ | 1995 |
|
RU2079406C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ БЕЗ ДОБАВЛЕНИЯ СВЯЗУЮЩЕГО И ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2005596C1 |
| Линия непрерывного изготовления древесных плит | 1988 |
|
SU1634502A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОМОГЕННОГО ЛИНОЛЕУМА | 2008 |
|
RU2361025C1 |
| Заполняющая паста для укрытия дефектов шпона и способ производства фанеры с использованием заполняющей пасты | 2019 |
|
RU2708582C1 |