i
Изобретение относится к области сварки пластмасс, а именно к способам укупоривания запыленных продуктом, например синтетическим моющим средством, горловин пакетов из термопластичных пленок, и может быть использовано в химической, пищевой, фармацевтической и других отраслях промьшшенности при упаковке пылящих продуктов в пленочные материалы.
Целью изобретения является повышение герметичности пакета.
На фиг. 1-5 изображена последовательность технологических операций укупоривания горловины пакета; на фиг. 6 - укупоренный пакет, вид спереди; на фиг. 7 - разрез А-А на фиг. 6.
Способ сварки горловин пакетов из полимерных пленочных материалов заключается в следующем.
Пакет I из полимерного пленочного материала заполняют пылящим сыпучим продуктом, например синтетическим моющим средством.
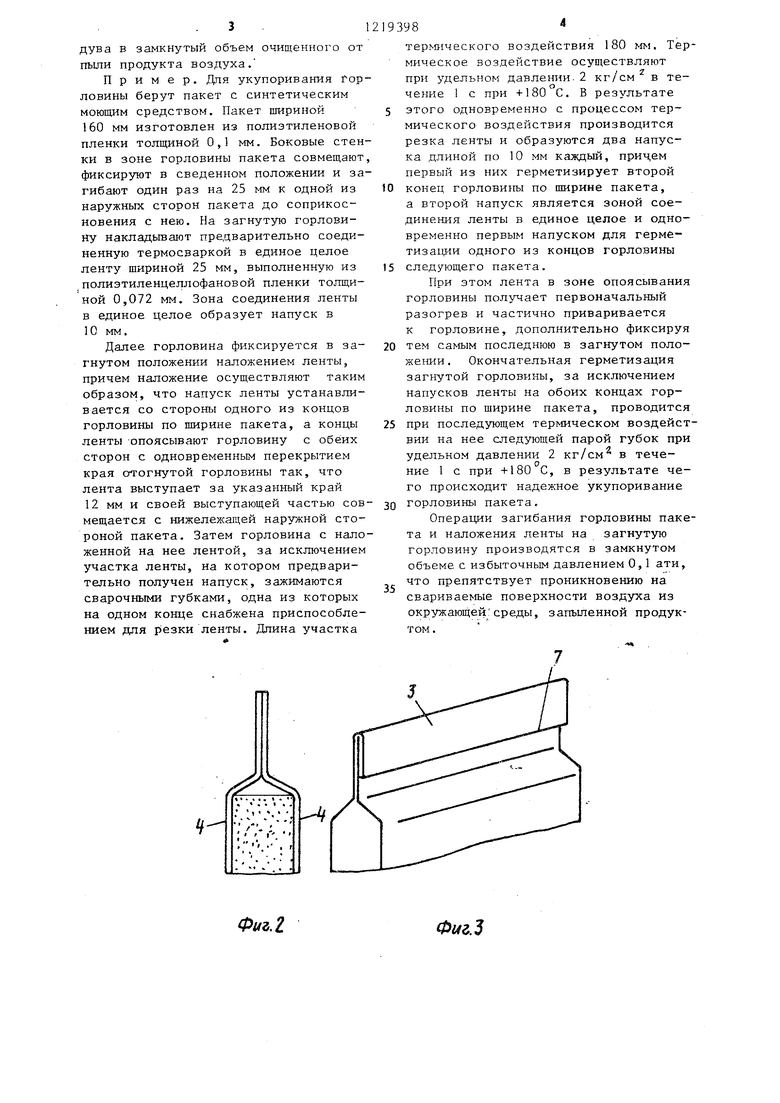
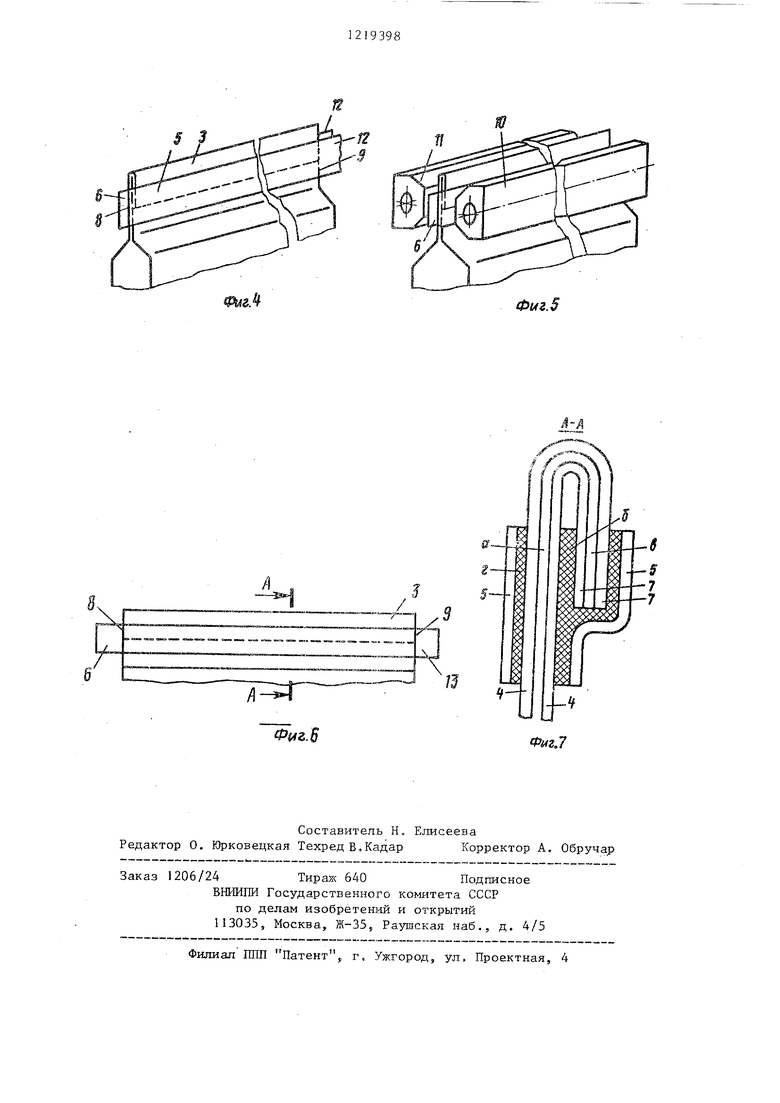
Боковые стенки 2 в зоне горловины 3 пакета 1 (фиг. 1) совмеш;аются -И фиксируются относительно друг друга в сведенном положении (фиг. 2). Далее совмещенные боковые стенки 2 в зоне горловины загибаются по меньшей мере один раз к одной из наружных сторон 4 пакета до соприкосновения с нею (фиг. 3), а затеь фиксируются в загнутом положении наложением ленты 5 из полимерного материала, которая предварительно соединена термосваркой в единое целое. Зона соединения ленты 5 в единое целое образует напуск 6. Лента 5 накладывается путем опоясывания ею загнутых в зоне горловины 3 стенок 2 с одновременным перекрытием края 7, т.е. своей выступающей частью лента совмещается с нижелехсащей наружной стороной 4 пакета, при этом напуск 6 устанавливается со стороШ) одного из концов 8 или 9 горловины по ширине i пакета (фиг. 4).
Затем при смыкании губок 10 и И, одна из которых снабжена на.конце приспособлением для резки ленты (не показано), осуществляют нагрев ленты 5 в зоне опоясывания ею загнутой горловины (за исключением напуска 6) и за пределами горловины, т.е. в зоне 12, где одновременно с термическим воздействием на ленту осзществ2193982
« ляют резку последней. В результате
этого в зоне 12 после резки ленты образуются одновременно два напуска, т.е. второй напуск 13 (фиг, 5 и 6) - 5 с противоположного конца 9 горловины по ширине пакета
а также напуск для следующего пакета (не показан) . Этот напуск одновременно является зоной соединения ленты 5 в единое целое, т.е. фактически является напуском 6 для следующего пакета (не показан). В процессе такого термического воздействия на ленту 5 последняя получает первоначальный
разогрев, частично сваривается с горловиной и дополнительно фиксирует горловину в загнутом положении, т.е. практически обеспечивает первичное укупоривание. Окончательное укупоривание с обеспечением полной гермети- зац1-1и загнутой горловины с образованием сварных швов меледу лентой 5 и наружными поверхностями загнутой горловины происходит при последующем
термическом воздействии на ленту в зоне опоясывания ею горловины (за р-1сключением напусков 6 и 13.
Таким образом, в результате термического воздействия на ленту 5 в зо30
не опоясывания ею загнутой горловины.
за, исключением напусков 6 и 13, из-за запыленности внутренней поверхности горловины 3 пакета в зонах а и Ь сварных швов не образуется. Сварные
швы образуются только в зонах 5 и г, так как наружнь;е стороны 4 пакета не загрязнены пыляп1им продуктом, т.е. лента 5 своей верхней частью приваривается к краю 7 загнутой горловины,
а своей выступающей частью перекрывает край 7 и приваривается к нижележаей наружной стороне 4, одновременно ента приваривается к противоположной стороне 4 пакета (на фиг. 7, слева)
с образованием шва в зоне 2 . Образовавшиеся напуски 6 и 13 прочно герметизируют горловину пакета с обоих ее концов 8 и 9 по ширине пакета (фиг.6).
Для исключения возможности попадания пыли продукта из окружающей среды в зону свариваемых поверхностей загибание горловины пакета и наложение ленты на загнутую горловину осуществляют в замкнутом объеме, в котором поддерживается давление, превышающее давление окружающей среды, например, путем принудительного поддува в замкнутый объем очищенного от пыли продукта воздуха.
Пример, Для укупоривания Горловины берут пакет с синтетическим моющим средством. Пакет шириной 160 мм изготовлен из полиэтиленовой пленки толщиной 0,1 мм. Боковые стенки в зоне горловины пакета совмещают фиксируют в сведенном положении и загибают один раз на 25 мм к одной из наружных сторон пакета до соприкосновения с нею. На загнутую горловину накладьшают предварительно соединенную термосваркой в единое делое ленту шириной 25 мм, выполненную из полиэтиленцеллофановой пленки толщиной 0,072 мм. Зона соединения ленты в единое целое образует напуск в 10 мм.
Далее горловина фиксируется в загнутом положении наложением ленты, причем наложение осуществляют таким образом, что напуск ленты устанавливается со стороны одного из кондов горловины по ширине пакета, а конды ленты -опоясывают горловину с обеих сторон с одновременным перекрытием края отогнутой горловины так, что лента выступает за указанный край 12 мм и своей выступающей частью совмещается с нижележагдей наружной стороной пакета. Затем горловина с наложенной на нее лентой, за исключением участка ленты, на котором предварительно получен напуск, зажимаются сварочными губками, одна из которых на одном конце снабжена приспособлением для резки ленты. Дпина участка
10
15
19398
термического воздействия 180 мм. Термическое воздействие осуществляют при удельном давлении. 2 кг/см в течение 1 с при +180 С. В результате этого одновременно с процессом термического воздействия производится резка ленты и образуются два напуска длиной по 10 мм каждый, прич,ем первый из них герметизирует второй конед горловины по ширине пакета, а второй напуск является зоной соединения ленты в единое целое и одновременно первым напуском для герметизации одного из концов горловины следующего пакета.
При этом лента в зоне опоясывания горловины получает первоначальный разогрев и частично приваривается к горловине, дополнительно фиксируя тем самым последнюю в загнутом положении. Окончательная герметизация запгутой горловины, за исключением напусков ленты на обоих концах горловины по ширине пакета, проводится 25 при последующем тер шческом воздействии на нее следующей парой губок при удельном давлении 2 кг/см в течение 1 с при +180 С, в результате чего происходит надежное укупоривание горловины пакета.
Операции загибания горловины пакета и наложения ленты на загнутую горловину производятся в замкнутом объеме с избыточным давлением 0,1 ати, что препятствует проникновению на свариваемые поверхности воздуха из окружающей среды, запыленной продуктом.
20
30
35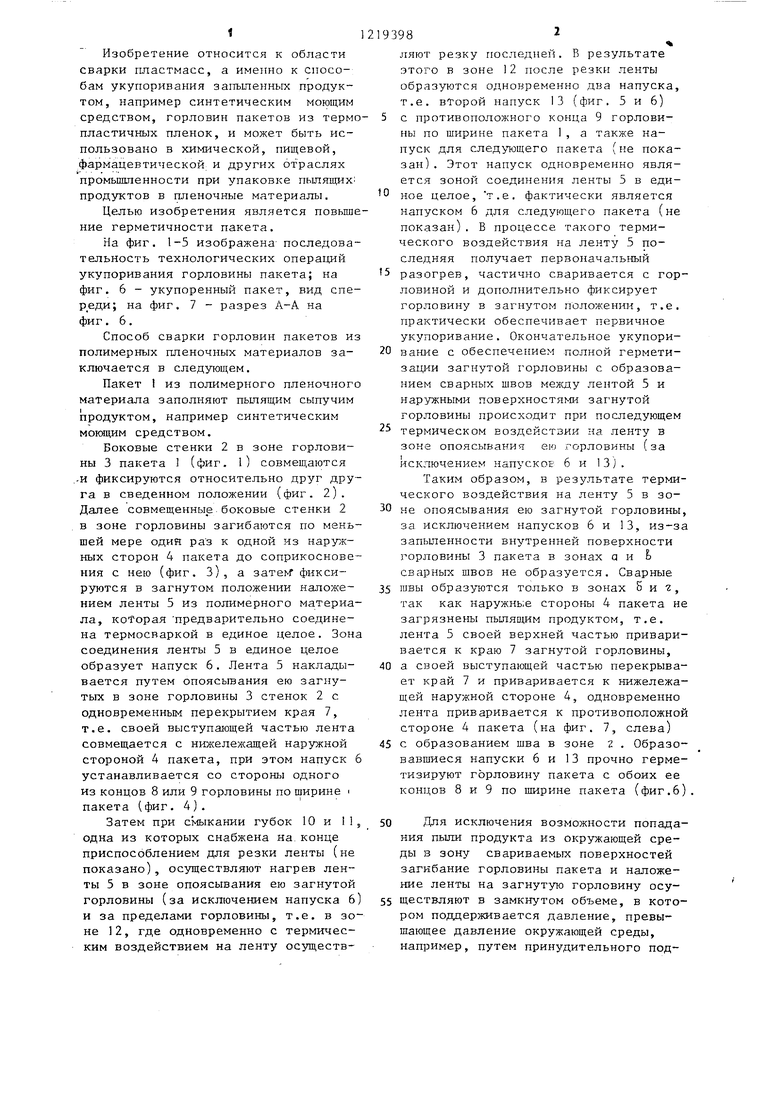
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки пакетов из термопластичной пленки | 1983 |
|
SU1141007A1 |
| Способ упаковывания пылящих продуктов в пакеты | 1989 |
|
SU1640017A1 |
| Способ запечатывания термопластичных пакетов | 1985 |
|
SU1330019A1 |
| Устройство для сварки термопластичных пленок | 1982 |
|
SU1073113A1 |
| Устройство для запечатывания термопластичных пакетов | 1985 |
|
SU1316919A1 |
| Устройство для сварки пакетов из термопластичной пленки | 1982 |
|
SU1060485A1 |
| Устройство для сварки пакетов из термопластичных пленочных материалов | 1988 |
|
SU1599237A1 |
| Способ упаковывания пылящих продуктов в пакеты из термопластичного пленочного материала | 1985 |
|
SU1333614A1 |
| Способ упаковки сыпучих продуктов в эластичные материалы | 1980 |
|
SU863457A1 |
| Устройство для упаковывания сыпучих продуктов в пакеты из термопластичного материала | 1991 |
|
SU1824351A1 |
.
/
Фиг.2.
Фиг.З
i
Фиг.З
.6
Составитель Н, Е шсеева Редактор О. Юрковецкая Техред В.КадарКорректор А. Обручар
Заказ 1206/24Тираж 640Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретен™ и открытий 113035, Москва, Ж-ЗЗ, Раушская наб,, д. 4/5
Филиал ГШП Патент, г. Ужгород, ул. Проектная, 4
Фмг,7
| Устройство для сварки термопластичных пленок | 1982 |
|
SU1073113A1 |
| Солесос | 1922 |
|
SU29A1 |
| Патент ФРГ № 1779206, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
