Изобретение относится-к сварке запыленных пакетов из термопластичной пленки.
Известно устройство для сварки изделий из термопластичной пленки, содержащее транспортер для подачи пакетов, нагреватель и фильеру для подачи и наложения ленты на горловины пакетов ij .
Недостаток известного устройства состоит в том, что при сварке запы: ленных пакетов из термопластичной пленкинакладываемая лента ничем не крепится от момента ее наложения до момента нагрева и последующего обжатия роликами в зоне шва и поэтому уходит сбивается) из зонй шва,.
Целью изобретения является повыпение качества свариваемых пакетов
Указанная цель достигается тем,, что устройство для сварки пакетов из термопластичной пленки, содержащее транспортер для подачи пакетов, .нагреватель и фйльеру дляподачи и наложения ленты на горловины пакетов, снабжено расположенными между фильерой и нагревателем двумя валками с иглами на боковой поверхности для прокалывания горловин пакетов с наложенной на них лентой и механизмом перемещения фильеры, выполненным в виде ползуна, кинематически связа.нного с щупом, взаимодействующим с пакетами.
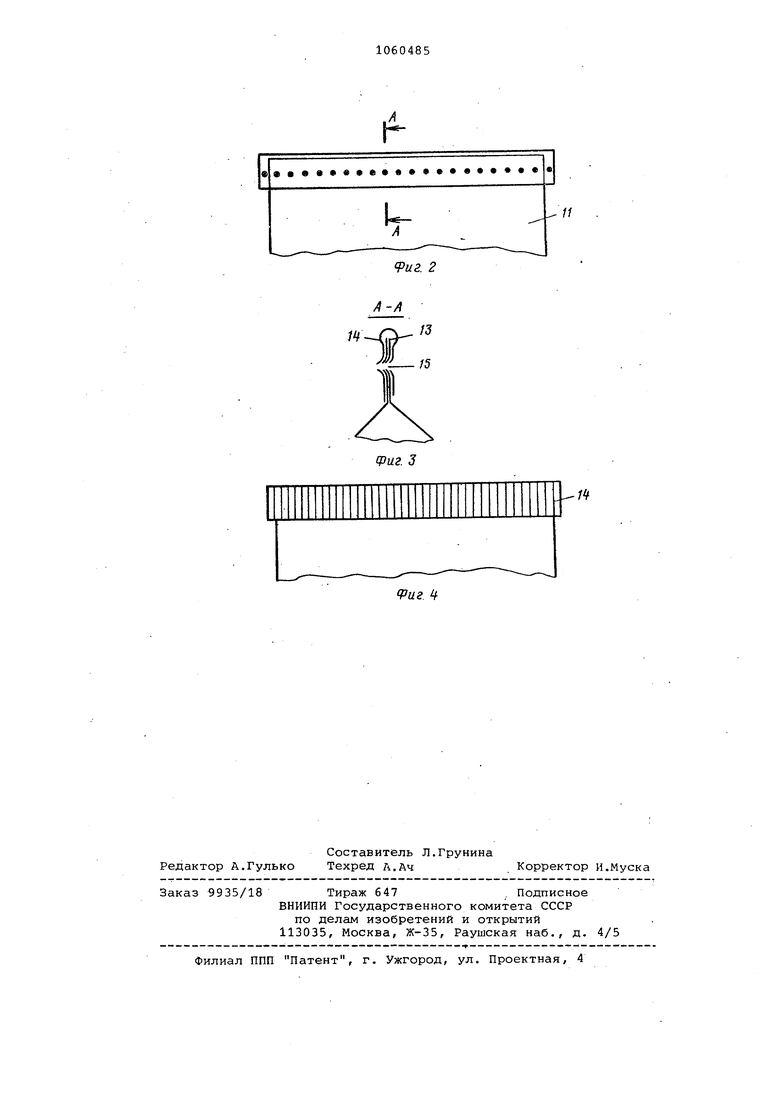
На фиг, 1 представлена принципиально-кинематическая схема предлагаемого устройства/ на фиг. 2 - фро тальная проекция горловины пакета с наложенной на нее лентой; иа фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - пленка, сваренная по кромке с лентой.
Устройство содержит транспортер для пода-чи пакетов, вьшолненный в вде двух бесконечных замкнутых лент над которыми установлены щелевой воздушный нагреватель 2 и приспособление для подачи v-образной ленты, выполненное в виде Фильеры 3, которая закреплена яа ползуне 4 с возможностью движения в направлении подачи пленки и кинематически связана со щупом.5, вз.аимодёйствующим с пакетами. Устройство оснащено валками б с иглами 7 для прокалыва| ия ленты, накладываемой на кромки горловин пакетов. Щуп 5 с фильерой связан через рычаг S. Кроме того, устройство оснащено ножом 9. и наковальней 10 для отрезки от ленты отдельных заготовок., равнЕлх длине
свариваемых пленок. Валки, нож и транспортер для синхронной работы кинематически связаны-между собой.
Устройство работает следующим образом.
Пакеты. 11, зажатые за го мювину 12, свободную 6т продукта, транспортерными лентами 1 подают в зону щелевого сварочного нагревателя 2. По пути движения пакетов в зону нагревателя на кромки 13 горловин накладыва.ют ленту 14, которую для придания ей V-образной формы пропускают через щель фильеры 3. По из фильеры лента облегает с B-BWней стороны чистую поверхность кромок 13 горловин пакетов. Подачу ленты осуществляют валками 6, при этом иглы 7 прокальшают отверстия 15 в ленте и в кромке горловины диаметром 0,5-1 1M (фиг. 1 и 2) . Таким образом V-образная лента закрепляется на кромке в зоне будущего 1чва. Горловины пакетов, охваченные лентой, подают в щелъ нагревателя. Под дейст;вием горячего воздуха (газа) лента и кромка горловины нагреваются до пластичного состояния. Прижатие ленты к кромкам осуществляется под давлением газа.
В случае необходимости раздельного получения запечатанных пакетов подключают в работе щуп 5, нож 9 и наковальню 10, Щуп 5, взаимодействуя с каждым пакето через рычаг 8, подает ползун 4 и закрепленную на нем фильеруЗ по ходу движения пленки пакета. Лента за счет трения в фигурной щели фильеры подается в валки б только при взаимодействии щупа 5 с пакетом.
После подачи заданного количеств ленты нож 9, взаимодействуя с наковальней, по сигналу датчика (датчик и привод ножа не показаны) отрубает отрезок ленты по длине кромки пакета.Далее пакет, с закрепленным за счет накалывания.отрезком присадочного материала, поступает в щель сварочного нагревателя.
Сварка кромок пленочного материала (не пакетов) производится аналогично при отключенном щупе 5. . Пленка, сваренная по кромке с наложенным присадочным материалом, показана на фиг. 4.
Предлагаемое устройство повычает качество сварки пакетов, содержащих пылящие продукты, такие как синтетический моющий порошок.
1
//
9 и г. 2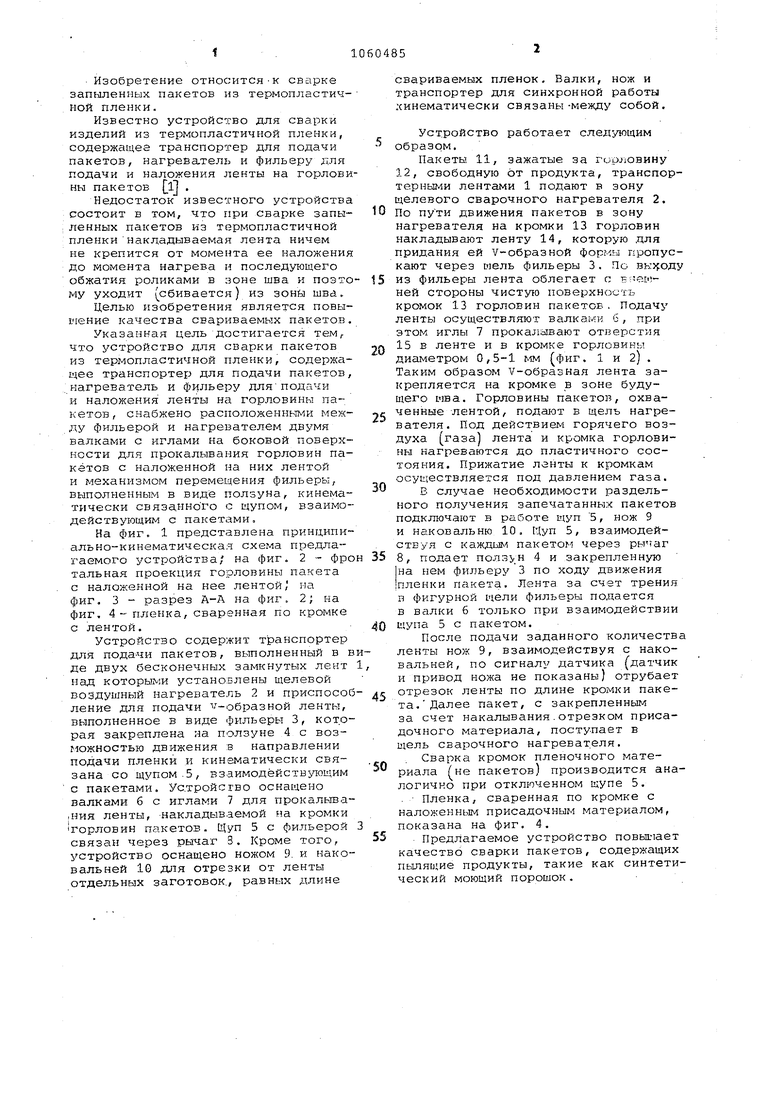
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки пакетов из термопластичной пленки | 1983 |
|
SU1141007A1 |
| Устройство для сварки термопластичных пленок | 1982 |
|
SU1073113A1 |
| Устройство для сварки пакетов из термопластичной пленки | 1988 |
|
SU1525017A1 |
| Устройство для сварки пакетов из термопластичных пленочных материалов | 1988 |
|
SU1599237A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ И ЗАНОЛНЕНИЯ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОЙ ПЛЕНКИ | 1971 |
|
SU297162A1 |
| Установка для изготовления изделий из термопластичных материалов | 1983 |
|
SU1151481A1 |
| Устройство для упаковывания в термопластичный материал | 1986 |
|
SU1414716A1 |
| Устройство для изготовления пакетов с прямоугольным дном из термопластичного материала | 1981 |
|
SU1076305A1 |
| Устройство для упаковывания предметов в термопластичную пленку | 1986 |
|
SU1344685A1 |
| Устройство для изготовления, наполнения продуктом и запечатывания контейнеров из рукавного термопластичного материала | 1973 |
|
SU473644A1 |
УСТРОЙСТВО ДЛЯ СВАРКИ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОЙ ПЛЕНКИ, содержащее транспортер для подачи пакетов, нагреватель и фильеру для подачи и наложения ленты на горловины пакетов, отличающееся тем, что с целью повышения качества свариваемых пакетов, уст ройство снабжено расположенными между фильерой и нагревателем двумя валками с иглами на боковой поверхности для прокалывания горловин пакетов с наложенной на них лентой и механизмом перемещения фильеры, выполненным в виде ползуна, кинематически связанного с щупом, взаимодействующим с пакетами.
(риг
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Солесос | 1922 |
|
SU29A1 |
| (прототип). | |||
