Изобретение относится к сварке термопластичных пленок и может быть использовано при фасовке пылящих продуктов, например синтетических моющих средств в пленочные материалы.
Известно устройство для сварки термопластичных материалов, содержащее транспортер, выполненный в виде двух бесконечных полос, служащих устройствами зажима горловин пакетов. Над ними по ходу установлены воздущные щелевые нагреватели (и охладители) 1.
Недостатком известного устройства является невозможность его использования для заварки горловин термопластичных пакетов при фасовке пылящих продуктов. В этом случае качественную сварку получить невозможно, так как горловины пакетов имеют загрязненную (запыленную) поверхность в зоне сварки ввиду наличия в указанной зоне инородных включений (пыли, грязи). Получаются непровары сварочного шва, что приводит к нарушению целостности упаковки.
Известно также устройство для сварки термопластичных пленок, содержащее транспортер, нагреватель и механизм для подачи термопластичной присадочной ленты 2.
Недостатком известного устройства является то, что оно не обеспечивает качественную сварку термопластичных пленок при фасовке пылящих продуктов.
Целью изобретения является повышение качества сварного шва при фасовке пылящих продуктов.
Поставленная цель достигается тем, что устройство для сварки термопластичных пленок, содержащее транспортер, нагреватель и механизм для подачи термопластичной присадочной ленты, снабжено парными захватами, расположенными по обе стороны транспортера, дополнительными нагревателями, расположенными под углом к оси разъема захватов, .и копиром, установленным параллельно дополнительным нагревателям и взаимодействующим с захватами, а механизм для подачи термопластичной присадочной ленты выполнен в виде штырей, закрепленных по краям захватов, и желоба с вильчатым пазом на конце для прохода штырей.
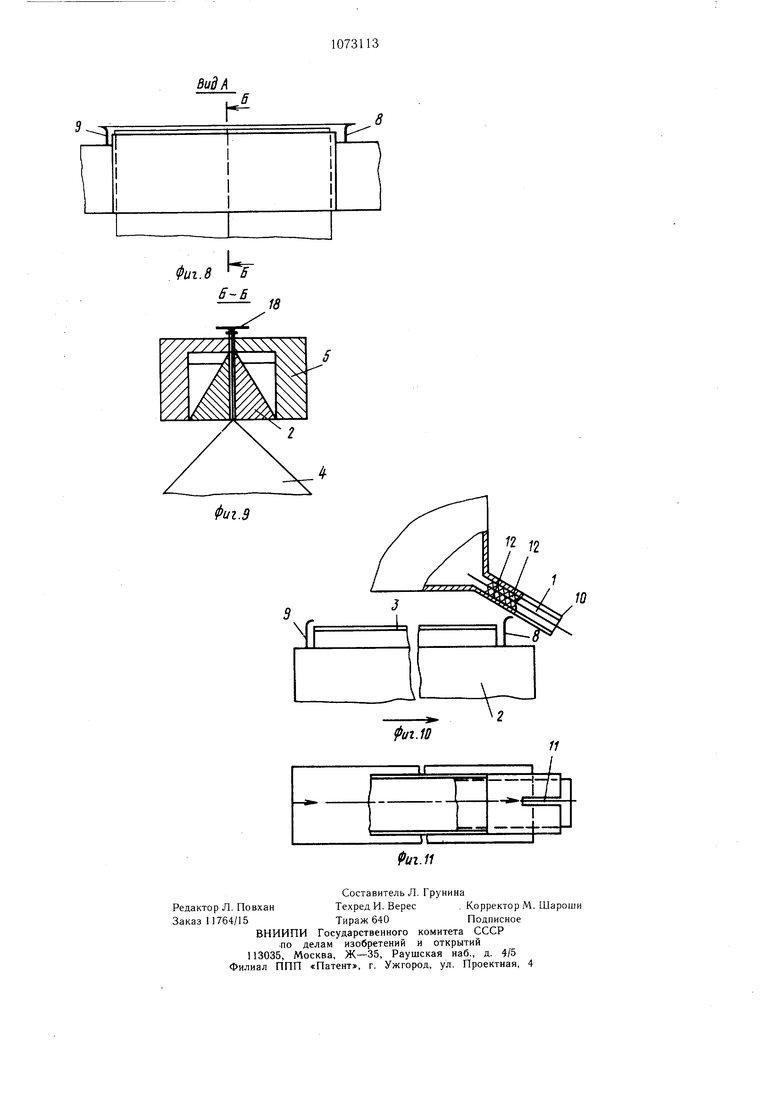
На фиг. 1 приведено схематично устройство, общий вид в аксонометрии; на фиг. 2-6 поперечные сечения парных захватов в позициях 1-V; на фиг. 7 - поперечное сечение парных захватов в позиции VI на выходе с транспортера (освобождение пакетов); на фиг. 8 - вид А на фиг. 1 (увеличено), один из парных захватов; на фиг. 9 сечение Б-Б на фиг. 8, сечение одного из парных захватов; на фиг. 10 - механизм для подачи термопластичной присадочной ленты; на фиг. 11 - то же, вид сверху.
Устройство для сварки термопластичных пленок содержит транспортер 1 с парными захватами 2 для горловин 3 пакетов 4. Парные захваты 2 выполнены с подпружиненными губками 5. Над линией разъема губок 5 расположен щелевой нагреватель 6. Далее по ходу транспортера 1 над линией разъема губок 5 установлен механизм 7 для подачи термопластичной присадочной ленты, выполненный в виде щтырей 8 и 9, закрепленных по краям захватов и желоб 10 с вильчатым пазом 11 на конце для прохода штырей. Внутри желоба 10 установлены удерживающие элементы 12, изготовленные из мягкого материала (например,
поролона) и служащие для удерживания ленты во время ее захвата штырями 8 и 9. Губки 5 захватов связаны через кронштейны 13 с копиром 14, управляющим зажимом и разжимом губок 5. В зоне копира 14 над парными захватами 2 расположены парал0 лельно им дополнительные нагреватели 15 и 16, расположенные на выходе из устройства, установленные под углом 30-60° к вертикальной оси разъема парных захватов 2. После механизма для подачи термопластичной присадочной ленты по ходу транспортера 1 над линией разъема губок 5 расположен щелевой воздухонагреватель 17.
Устройство работает следующим образом.
0 В начале транспортера 1 губки 5 парного захвата 2 зажимают горловину 3 пакета 4. Верх зажатой горловины 3 оплавляется под действием нагревателя 6. Из желоба 10 лента 18 цепляется и вытягивается штырем 8 и накладывается на плавлен5 ный верх горловины 3 пакета 4 с фиксацией конца ленты 18 штырем 9. После фиксации лента 18 отрезается. Далее парный захват 2 подается на следующую позицию - под воздухонагреватель 17. Воздухонагреватель
17 прогревает наложенный отрезок ленты 18 так, что разогретый отрезок ленты 18 облегчает оплавленную горловину пакета по внешнему контуру. Далее разогретый отрезок ленты 18 на горловине 3 пакета 4 поступает под дополнительные нагрева5 тели 15 и 16, которые окончательно разогревают ленту 18. При этом под углом направленные струи загибают концы отрезка ленты 18 до позиции IV. Далее губки 5 под действием копира 14 поджимают концы ленты 18 в позицию V. При этом лента 18
0 окончательно сваривается с горловиной 3 пакета 4 и охлаждается. На выходе с транспортера разжимаются губки 5 и парные захваты 2, освобождая готовый упакованный пакет 4 (позиция VI).
Конструкция предлагаемого устройства позволяет получать полноценное сварное соединение термопластичных кромок горловин пакетов, что позволяет надежно упаковывать сильно пылящие продукты. Кроме того, устройство осуществляет надежную сварку загрязненных продуктом внутренних
поверхностей пленки, что позволяет значительно повысить эффективность фасовочного оборудования при упаковке пылящих продуктов.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки пакетов из термопластичной пленки | 1983 |
|
SU1141007A1 |
| Устройство для сварки пакетов из термопластичной пленки | 1982 |
|
SU1060485A1 |
| Устройство для сварки пакетов из термопластичных пленочных материалов | 1988 |
|
SU1599237A1 |
| Автомат для расфасовки и упаковки сыпучих продуктов в пакеты с М-образными боковыми складками из рукавных термопластичных пленочных материалов | 1986 |
|
SU1369989A1 |
| Устройство для сварки пакетов из термопластичной пленки | 1988 |
|
SU1525017A1 |
| Устройство для запечатывания термопластичного пакета | 1979 |
|
SU856900A1 |
| Линия для пайки | 1986 |
|
SU1360928A1 |
| Устройство для укупоривания горловин пакетов | 1984 |
|
SU1235752A1 |
| Упаковочная машина | 1983 |
|
SU1395546A1 |
| Устройство для пакетирования кольцеобразных изделий | 1983 |
|
SU1141052A1 |
УСТРОЙСТВО ДЛЯ СВАРКИ ТЕРМОПЛАСТИЧНЫХ ПЛЕНОК, содержащее транспортер, нагреватель и механизм для подачи термопластичной присадочной ленты, отличающееся тем, что, с целью повышения качества сварного шва при фасовке пылящих продуктов, устройство снабжено парными захватами, расположенными по обе стороны транспортера, дополнительными нагревателями, расположенными под углом к оси разъема захватов, и копиром, установленным параллельно дополнительным нагревателям и взаимодействующим с захватами, а механизм для подачи термопластичной присадочной ленты вынолпен в виде штырей, закрепленных по краям захватов. и желоба с вильчатым пазом на конце для прохода штырей. (О
П03.1
/703.Д1
Лоз.Е
fl
У/ТА
I
игЛ Под.1
Ti
ui.5 ПозЖ
иг.
фиг. 7
Фиг.9
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3488244, кл | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для сварки полимерныхМАТЕРиАлОВ | 1979 |
|
SU810507A1 |
| Солесос | 1922 |
|
SU29A1 |
