Изобретение относится к способам уку- поривания запыленных продуктом горловин пакетов из термопластичных пленочных материалов, например из полиэтиленовой пленки, и может быть эффективно использовано в упаковочных операциях в различных отраслях промышленности.
Целью изобретения является повышение качества запечатывания путем обеспечения сварки кромок горловины пакета по незапыленным сторонам.
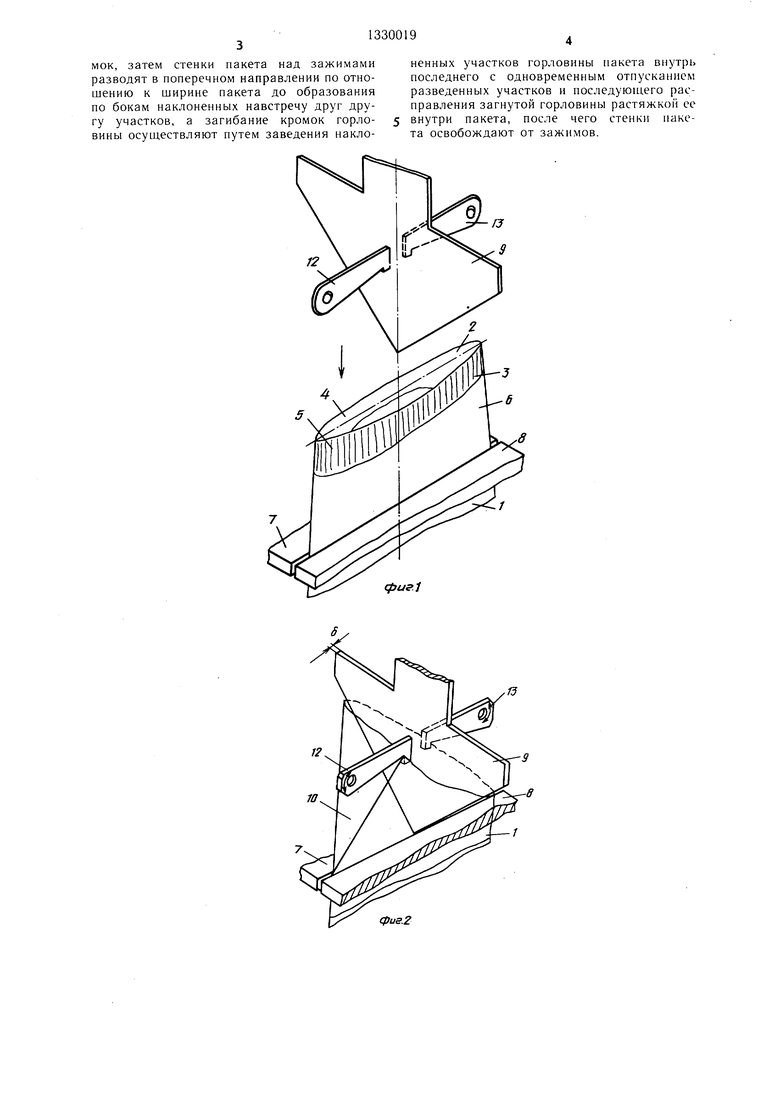
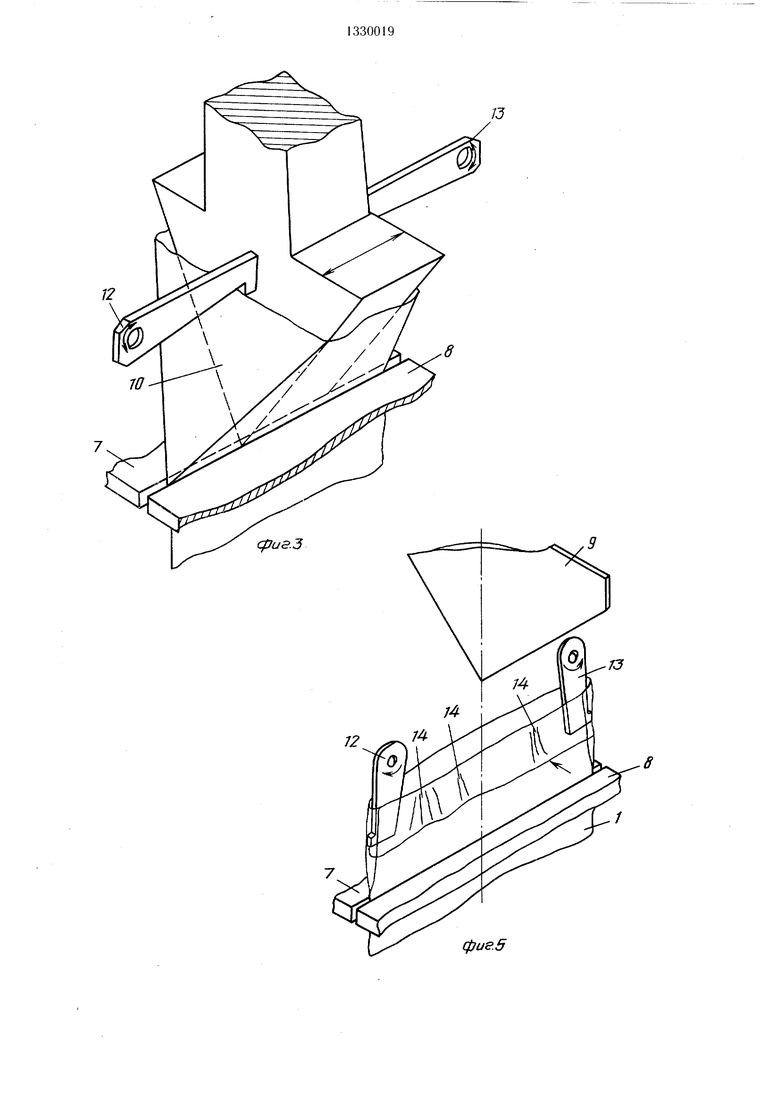
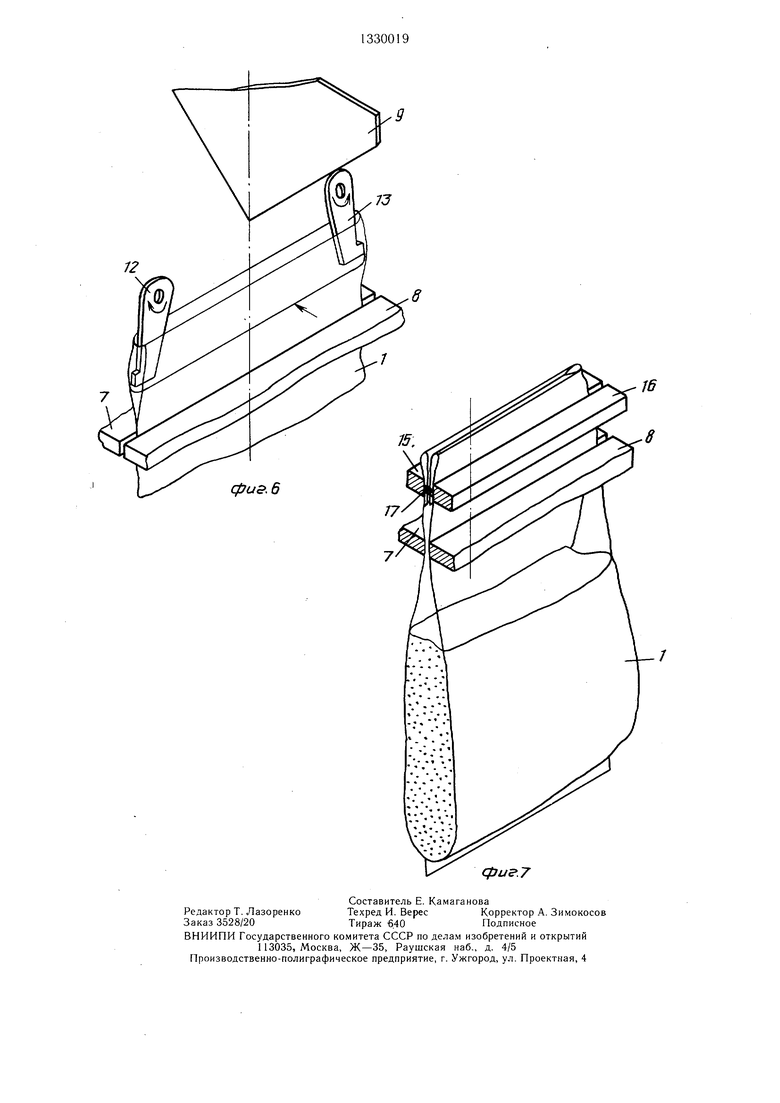
На фиг. I изображен зажим стенок пакета перед загибанием кромок горловины; на фиг. 2 - разведение стенок пакета над зажимами в поперечном направлении по отношению к ншрине пакета до образования по бокам наклоненных навстречу друг другу участков плоским клином; на (|эиг. 3 - то же, с помощью призматического клина; на фиг. 4 и 5 - заведение наклоненных участков пакета внутрь него с одновременным отпусканием разведенных участков стенок; на фиг. 6 - расправление, загнутой горловины растяжкой ее внутри пакета по его ширине; на фиг. 7 - сварка.
Способ запечатывания термопластичных пакетов осуш,ествляют следуюпхим образом.
После заполнения пакета 1 пыляшим продуктом стенки 2 и 3 пакета смыкают на уровне ниже кромок 4 и 5 горловины 6 зажимами 7 и 8 и фиксируют в данном положении в процессе выполнения всех последующих операций. Затем стенки 2 и 3 разводят относительно друг друга поперек ширины пакета путем введения в полураскрытую от предшествующей онерации заполнения продуктом горловину 6 плоского клина 9 (или призматического клина 9 при уку- поривании крупногабаритных термопластичных мешков) до линии соединения зажимов 7 и 8. При этом по бокам пакета относительно клина 9 образуются наклоненные навстречу друг другу участки 10 и 11. Далее осуществляют загибание кромок горловины путем заведения наклоненных участков 10 и 1 пакета внутрь последнего с помощью, например, поворотных рычагов 12 и 13 с одновременным отпусканием разведенных участков стенок 2 и 3 за счет отведения клина 9 вверх в исходное положение и последующего расправления кромок 4 и 5 загнутой горловины 6, на которых образуются гофры 14 за счет равенства периметров исходной и заведенной внутрь пакета частей горловины, растяжкой их внутри пакета по его щирине путем, например, дополнительного разведения рычагов 12 и 13, которые затем поворачиваются в исходное положение, после чего осуществляется сварка пакетов в.зоне загнутых внутрь кромок горловины, например, сварочными губками 15 и 16 до образования сварного шва 17 между наружными незапыленными сторонами гор ловины пакета. После этого стенки 2 и 3 пакета освобождают от зажимов 7 и 8.
0
Пример. Для укупоривания были взяты пакеты шириной 100 мм, изготовленные из полиэтиленовой пленки толщиной 0,1 мм и запыленные с внутренних сторон порошком CMC типа «Дотос.
Смыкание стенок пакетов на уровне ниже кромок горловин осуществлялось с помощью двух прижимов на уровне 60 мм от краев пакетов, а разведение стенок пакетов относительно друг друга со стороны их горловин поперек ширины пакетов до образования по бокам наклоненных навстречу друг другу участков - с помопхью клина, угол которого составил .
5 Загибание кромок горловин во внутренние части пакетов осуществлялось с помощью двух металлических стержней, которыми вначале заводили наклоненные участки горловин пакетов внутрь последних при одновременном отпускании разведенных отно0 сительно друг друга участков стенок путем извлечения из пакетов клина, а затем расправляли образовавшиеся гофры на загнутых горловинах растяжкой последних внутри пакетов по их ширине. Усилие растяжки с ;. помощью стержней 10 кГс. Высота горловин до их загибания 60 мм, а после загибания 35 мм.
Сварка осуществлялась сварочными губками при удельном давлении 2 кг/см в течение 1--2 с при 180°С, а охлаждение - в течение 1 -2 с.
Перед загибанием кромок горловины внутрь пакета стенки его смыкают на уровне ниже кромок горловины, благодаря чему создается базовая поверхность для выполнения всех последующих операций, в частс ностк при последующем разведении стенок относительно друг друга со стороны горло- винЕ) поперек ширины пакета смыкание стенок на уровне ниже кромок способствует образованию по бокам пакета наклоненных навстречу друг другу участков, которые облег0 чают последующее загибание кромок горловины во внутреннюю часть пакета. Растяжка загнутой внутрь пакета горловины по его щирине способствует расправлению гофров, исключает образование морщин и складок при последующей сварке, повышает ее качество. Кроме того, смыкание стенок пакета на уровне ниже кромок исключает пылеобразова- ние и порчу продукта в процессе выполнения всех последующих операций, так как исключается возможность сообщения полосQ ти пакета с атмосферным воздухом.
Формула изобретения
Способ запечатывания термопластичных пакетов, включающий загибание кромок гор- 5 ловины внутрь пакета и последующую сварку, отличающийся тем, что, с целью повышения качества, перед загибанием кромок горловины стенки пакета зажимают ниже кро0
мок, затем стенки пакета над зажимами разводят в поперечном направлении по отношению к ширине пакета до образования по бокам наклоненных навстречу друг другу участков, а загибание кромок горловины осуществляют путем заведения наклоненных участков горловины пакета внутрь последнего с одновременным отпусканием разведенных участков и последующего расправления загнутой горловины растяжкой ее внутри пакета, после чего стенки пакета освобождают от зажимов.
фиг1
13
фиг.2
фие.5
12
ф 11.7
Составитель Е. Камаганова
Техред И. ВересКорректор А. Знмокосов
Тираж -640Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Редактор Т. Лазоренко Заказ 3528/20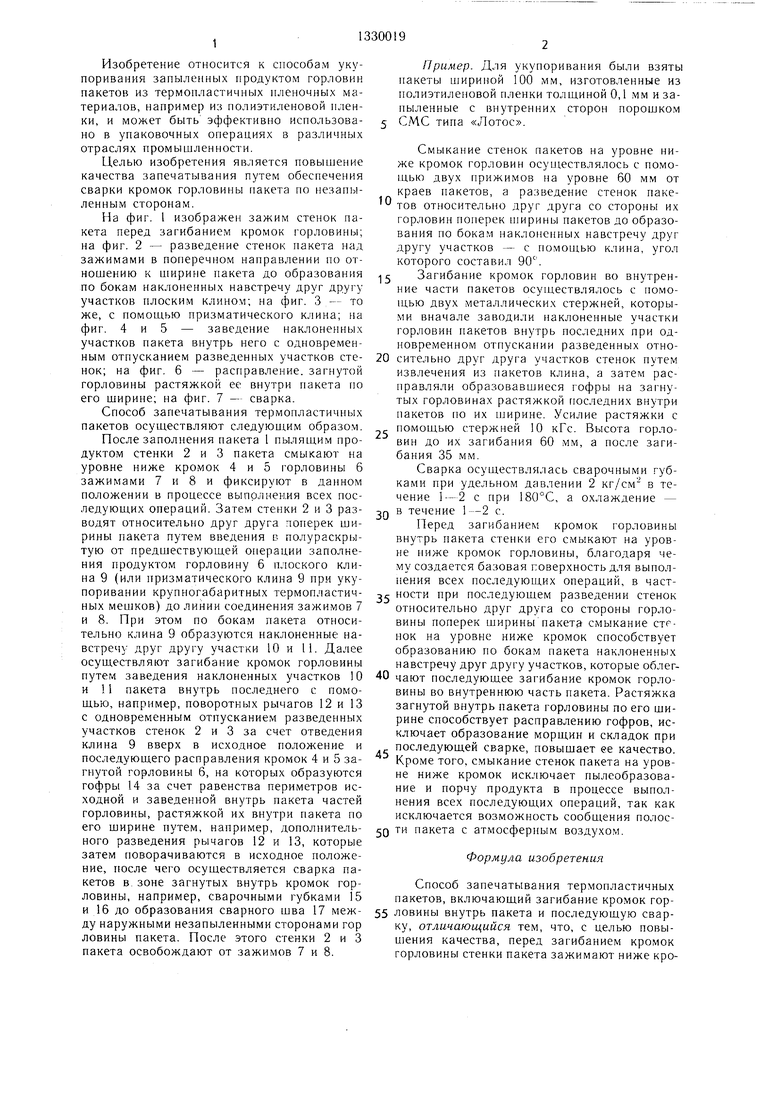
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для запечатывания термопластичных пакетов | 1985 |
|
SU1316919A1 |
| Способ упаковывания пылящих продуктов в пакеты | 1989 |
|
SU1640017A1 |
| Способ изготовления пакета из рукавного термопластичного материала с боковыми складками,имеющего плоское дно прямоугольной формы,и заполнения его продуктом | 1985 |
|
SU1359202A1 |
| Устройство для запечатывания термопластичного пакета | 1979 |
|
SU856900A1 |
| Способ сварки горловин пакетов из полимерных пленочных материалов | 1984 |
|
SU1219398A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ МЕШКОВ ИЗ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
SU1697370A1 |
| Устройство для наполнения и запечатывания пакетов из термопластичной пленки порошкообразным продуктом | 1986 |
|
SU1391989A1 |
| Устройство для упаковывания продуктов | 1988 |
|
SU1729917A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВОЧНОГО ПАКЕТА, УПАКОВОЧНЫЙ ПАКЕТ, А ТАКЖЕ ПРИМЕНЕНИЕ УПАКОВОЧНОГО ПАКЕТА | 2021 |
|
RU2828308C2 |
| Способ автоматического изготовления, наполнения продуктом и запечатывания мешков из рукавной полимерной пленки | 1989 |
|
SU1792877A1 |
Изобретение относится к упаковочной технике, может быть использовано при упаковывании пылящих продуктов в термопластичные пакеты и направлено на по- вьниение качества запечатывания. Перед загибанием кромок горловины внутрь пакета 1 стенки его сжимают ниже кромок, вследствие чего создается базовая поверхность для выполнения всех последующих операций. Затем стенки пакета 1 над зажимами 7 и 8 разводят в поперечном направлении по отношению к ширине пакета 1. Это способствует образованию по бокам пакета наклоненных навстречу друг другу участков 10 и И, которые облегчают последующее загибание кромок горловины внутрь пакета. Растяжка загнутой горловины способствует расправлению гофров, исключает образование морщин и складок при последующей сварке, повышает качество сварки и запечатывания в целом. 7 ил. 1 (Л со .4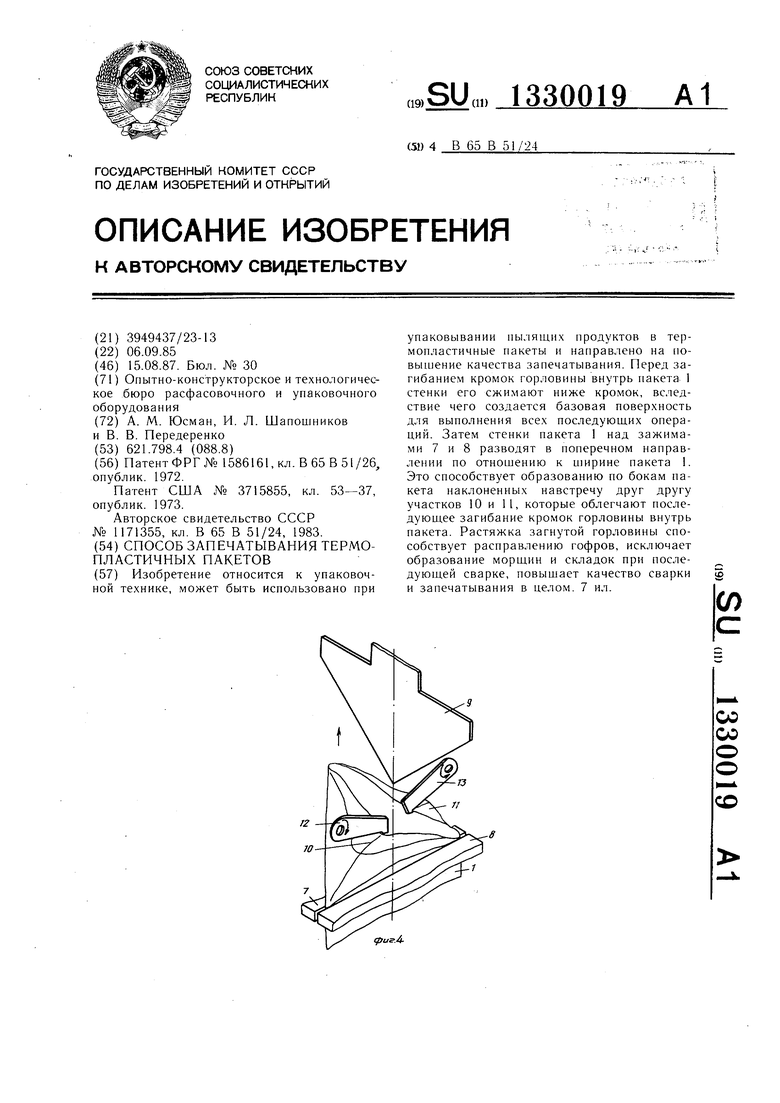
| Патент ФРГ № 1586161, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| Патент США № 3715855, кл | |||
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Авторское свидетельство СССР № 1171355, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
