Изобретение относится к способам упаковывания пылящих продуктов в пакеты из комбинированных упаковочных материалов и может быть эффективно использовано в упаковочных операциях в различных отраслях промышленности.
Целью изобретения является ускорение процесса упаковывания.
Способ заключается в следующем.
Раскрывают горловину пакета, загибают кромку горловины наружу пакета на 180°, заполняют пакет продуктом, сводят кромки горловины и запечатывают ее поперечным швом. Кромку горловины пакета перед ее загибанием наружу надрезают по длине в двух местах, расположенных одно против другого, а загибание осуществляют на длину, равную глубине надрезов.
В процессе осуществления этого способа за счет того, что перед загибанием кромки горловины на 180° наружу пакета, на ней выполняют два надреза, расположенных
напротив друг друга по длине горловины, облегчается процесс загибания кромки особенно для пакетов из комбинированных материалов, так как в этом случае происходит компенсация разных физико-механических свойств компонентов, входящих в состав комбинированных материалов, в частности, жесткости, например, бумаги и полиэтилена, а также обеспечивается компенсация равенства периметров исходной и загибаемой наружу частей пакета (последнее исключает образование.морщин и складок на загнутой и исходной частях).
Так как загибание кромки горловины на 180° наружу пакета осуществляется на длину, равную глубине надрезов, в процессе запечатывания исключается образование свищей с боковых сторон горловины, что повышает качество запечатывания и улучшает товарный вид пакета.
В целом облегчается осуществление операции загибания кромок горловины на(Л
С
о
N О О
«&
1
ружу пакета, не требуя при этом больших усилий и усложнений конструкции устройства для осуидесл влення предлагаемого способа.
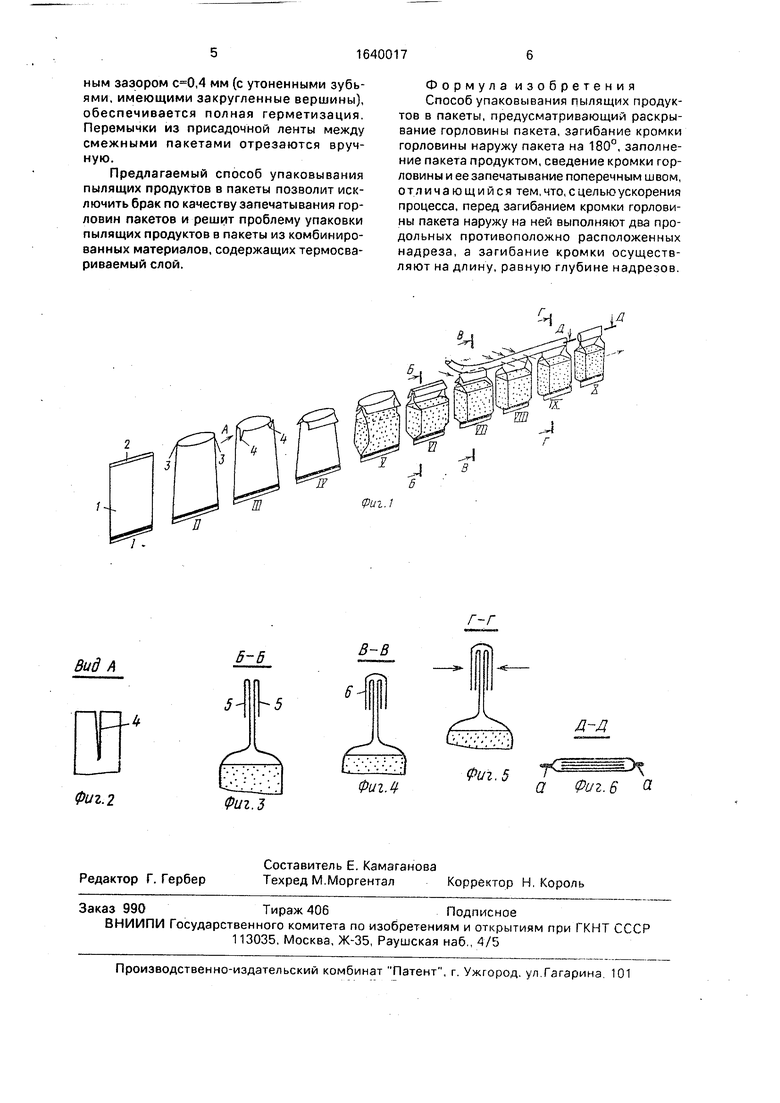
На фмг, i изображена последовательность пылолняемых операций: I - подача пакета. I - раслсрыванме горловины пакета, III - надрезание горловины пакета с противоположных боковых сторон с последующим образованием двух частей, (V- загибание кромок надрезанной горловины на наружную поверхность пакета на 180°, V - заполнение пакета пылящим продуктом, VI - сведение боковых сторон горловины пакета до сопр /кпсноьслШ1 друг с другом, VIS - подача u.c-r;, под фильеру зкструдерз. VII -ззпечэтьпакме горловины путем наложения зксг .r/ди роемой полиэтиленовой присадки па ssru j п с кромки горловины пакета, Х-прижат ил :; кс груди рус мо и присадки к загнутым кромкам горловины пакета, X - перерезйк ть персмичя между горловинами na :OiO: ,- на фиг. 2 -- вид А на Фиг. 1 (ill); на фиг. 3 - сечение Б-Б на фиг. 1 (VI); на фиг. 4 - сечение В--В на фиг. 1 на фиг. 5 -- селение Г-Г на фиг. 1 (IX); на фиг. 6 - сечение Д-Д на фиг. 1 (X),
Способ упакопнзания пылящих продуктов в пакеты осуществляют следующим об- разоги.
Каждый пакет 1, изготовленный из ком- бин5/ рОБ.-н ного упаковочного материала, содержащего слой из тормосвзриваемого пленочного материала на внутренней по- верхьоети пакетов, раскрывают в зоне горловины 2 и надрезают по длине горловины с противоположных боковых сторон 3 в двух местах, расположенных напротив друг друга, гак, что надрезы 4 делят кромку 5 горловины на две части {фиг, 1, НИ) и облегчают последующее загибание упомянутых частей на 180° наружу пакета 1.
Далее пакет 1 с .загнутой кромкой заполняют пылящим продуктом (фиг. 1, V), причем за счет загибания кромки 5 на 180° наружу пакета 1 упомянутая кромка своей термосаариваемой стороной (т.е. например, полиэтиленом) не контактирует с упомянутым продуктом. Затем кромку 5 горловины сводят (фиг. 1, VI) и запечатывают пакет 1, т. е,, например, подают под фильеру экстру- дера(фиг. t, VII-VIII) и осуществлят наложение в горячем состоянии экструдируемой присадочной ленты б, имеющей U-образ- ную форму в поперечном сечении, непосредственно на загнутую кромку 5 горловины пакета, т, е. на термосвариваемый пленочный слой пакета (фиг. 1, VII).
Благодаря адгезии между не запыленным продуктом термосвариваемым пленочным слоем горловины пакета 1 и присадочной лентой 6 и последующему прижатию упомянутой присадки к загнутой наружу кромке горловины и соответственно
прижатию упомянутой кромки к наружней поверхности пакета 1 (фиг. 1, VIII-IX) обеспечивается полная герметизация пакета.
Далее осуществляется перерезание перемычек между горловинами запечатанных
0 смежных пакетов 1 (фиг. 1, X). Запечатанный таким образом пакет (фиг. 1, X) имеет герметичное соединение на горловине из экстру- дмруемой присадки, свободные концы а которой герметизируют боковые стороны
5 горловины.
Пример. Пакеты из бумаги, ламинированной полиэтиленом, имеющие ширину 105 мм и длину 120 мм, раскрываются вручную в зоне горловин и надре нотсявручную
0 ножницами в зоне кромок )0рловин в двух местах, расположенных напротив друг друга подлине горловины, так, что полученные надрезы {на глубину 5-8 мм) делят кромки горловины на две части (например, равные,
5 т. е. по 50, 25 мм), которые затем вручную загибают на 180° наружу пакета на длину, равную глубине надрезов.
Далее горловину пакета с загнутой кромкой надевают на оправку, через кото0 рую затем осуществляют подачу пылящего продукта - CMC Лотос (доза - 200 г), так что в результате этого упомянутые загнутые кромки своей термосваривэемой стороной не контактируют с продуктом. Затем загну5 тую кромку горловины сводят, подают под фильеру экструдера (пресса червячного ЧП-20х25) с U-образным щелевым отверстием и осуществляют наложение в горячем состоянии экструдируемой приса0 домной ленты U-образной формы (толщиной ,2 мм и шириной 10-16 мм) для получения которой применен полиэтилен высокого давления в гранулах, нагреваемый с помощью упомянутого пресса до темпера5 туры расплава. Лента накладывается непосредственно на загнутую кромку горловины пакеты, т. е, на термосвариваемый слой материала пакета.
Благодаря адгезии между не запылен0 ным продуктом термосвариваемым пленочным слоем горловины пакета и присадочной лентой и последующему прижатию упомянутой присадки к загнутой наружу кромке горловины и соответственно прижатию
5 кромки к наружней поверхности пакета, осуществляемому путем их двухсторонней пластической деформации при перемещении горловины с присадочной лентой в зазоре между парой приводных цилиндрических колес, установленных с радиальным зазором ,4 мм (с утоненными зубьями, имеющими закругленные вершины), обеспечивается полная герметизация. Перемычки из присадочной ленты между смежными пакетами отрезаются вручную.
Предлагаемый способ упаковывания пылящих продуктов в пакеты позволит исключить брак по качеству запечатывания горловин пакетов и решит проблему упаковки пылящих продуктов в пакеты из комбинированных материалов, содержащих термосва- риваемый слой.
Формула изобретения Способ упаковывания пылящих продуктов в пакеты, предусматривающий раскрывание горловины пакета, загибание кромки горловины наружу пакета на 180°, заполнение пакета продуктом, сведение кромки горловины и ее запечатывание поперечным швом, отличающийся тем,что,сцельюускорения процесса, перед загибанием кромки горловины пакета наружу на ней выполняют два продольных противоположно расположенных надреза, а загибание кромки осуществляют на длину, равную глубине надрезов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ запечатывания термопластичных пакетов | 1985 |
|
SU1330019A1 |
| Способ сварки горловин пакетов из полимерных пленочных материалов | 1984 |
|
SU1219398A1 |
| ПОВТОРНО ЗАПЕЧАТЫВАЕМЫЙ ЛАМИНИРОВАННЫЙ МАТЕРИАЛ ДЛЯ ТЕРМОСВАРИВАЕМОЙ УПАКОВКИ | 2010 |
|
RU2491173C1 |
| Устройство для упаковывания сыпучих продуктов в пакеты из термопластичного материала | 1991 |
|
SU1824351A1 |
| Способ запечатывания пакетов из термопластичного материала | 1987 |
|
SU1495219A1 |
| Устройство для запечатывания термопластичных пакетов | 1985 |
|
SU1316919A1 |
| Способ упаковывания пылящих продуктов в термосвариваемую пленку | 1988 |
|
SU1578031A1 |
| УСТРОЙСТВО ДЛЯ УПАКОВЫВАНИЯ ТЕКУЧЕГО ИЛИ СЫПУЧЕГО ПРОДУКТА | 2006 |
|
RU2395209C2 |
| УПАКОВКА В ВИДЕ ПАКЕТА ИЗ РУКАВНОГО МАТЕРИАЛА И СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ В ВИДЕ ПАКЕТА ИЗ РУКАВНОГО МАТЕРИАЛА | 2011 |
|
RU2564971C2 |
| Устройство для сварки термопластичных пленок | 1982 |
|
SU1073113A1 |
Изобретение относится к способам упаковывания сыпучих продуктов, в частности пылящих, в пакеты и может быть использовано в упаковочных операциях в различных отраслях промышленности. Целью изобретения является ускорение процесса упаковывания. Способ предусматривает раскрывание горловины пакета, загибание кромки горловины на 180° наружу пакета, заполнение последнего продуктом, сведение кромки горловины пакета и ее запечатывание поперечным швом, Загибание кромки горловины пакета осуществляют на длину, равную глубине надрезов, которые предварительно выполняют на ней вдоль кромки в двух противоположных местах. 6 ил.
/Вид л
тг
6-6
V
фиг. 2
Фиг.З
Л
л
А . в
Фиг,1
Фиг. 4
Риг. 5
а Фиг. В а
| Способ запечатывания пакетов из термопластичного материала | 1987 |
|
SU1495219A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
