f
Изобретение относится к медицинской технике, а именно к технологии и оборудованию, применяемым в области протезирования и протезо строения.
Цель изобретения - расширение технологических возможностей уст- ройства и унификация использования.
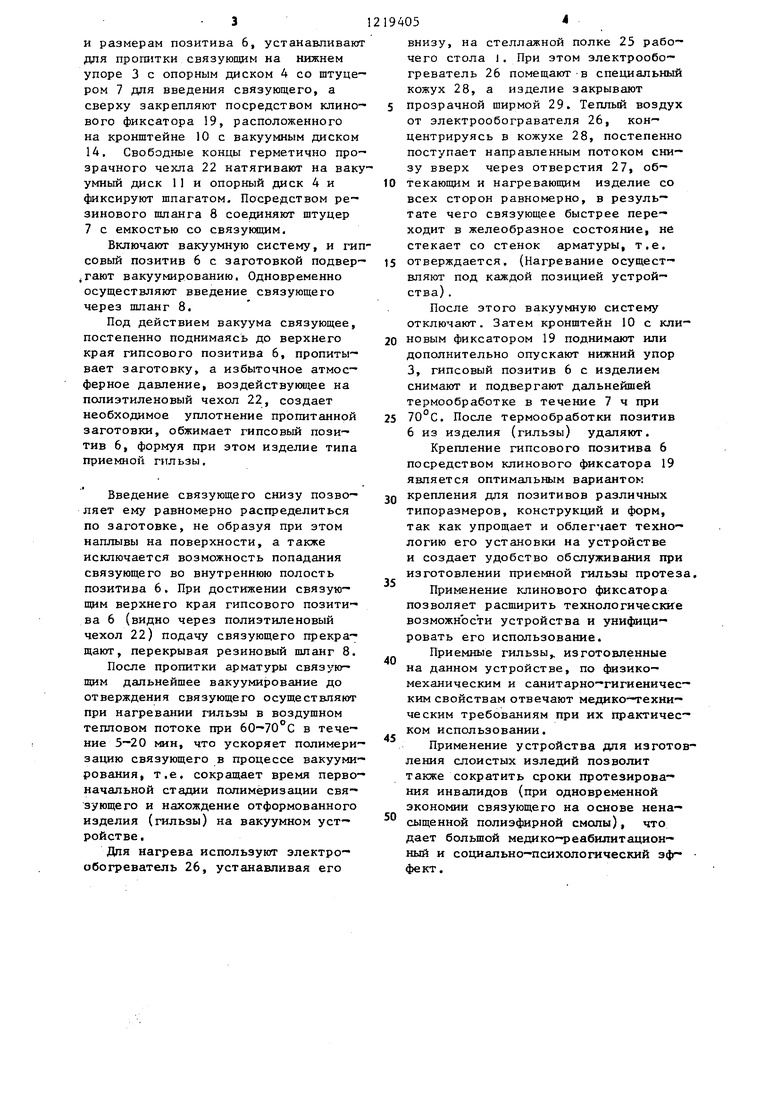
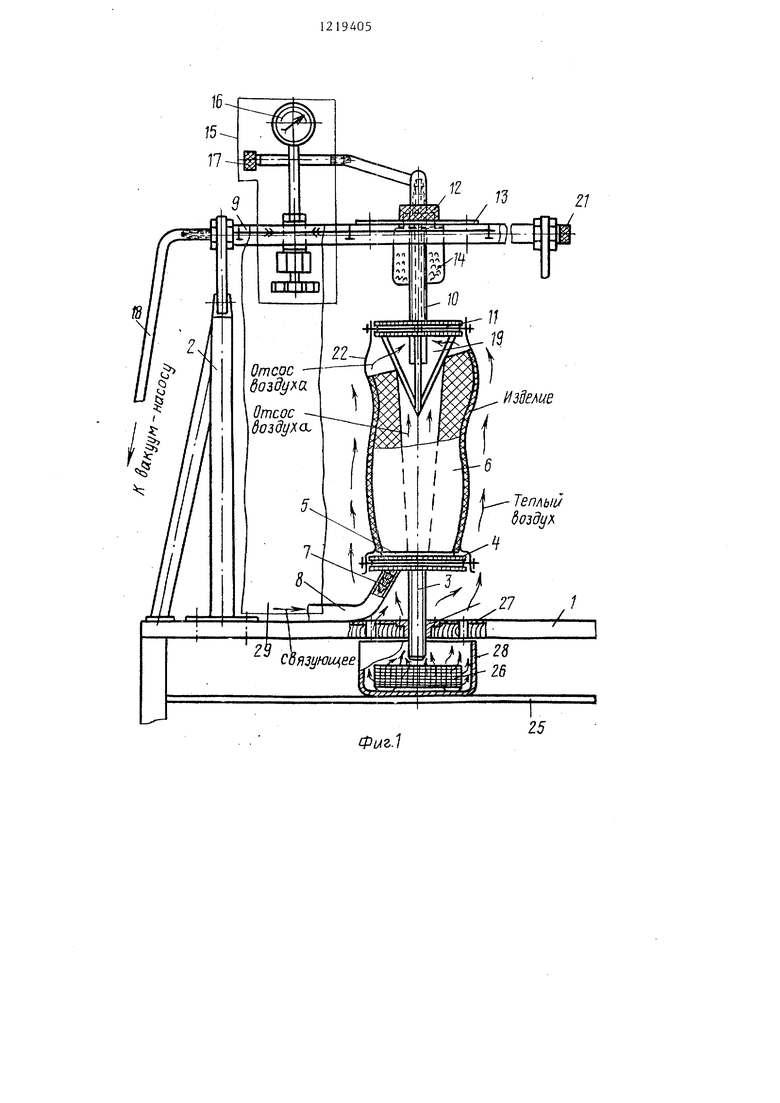
На фиг.1 изображено устройство, общий вид; на фиг.2 - клиновый фик сатор; на фиг.З разрез А-А на фиг.2.
Устройство для изготовления слоитых изделий содержит рабочий стол 1 на котором смонтирован каркас 2 и подвижно установлен нижний упор 3, шолненный в виде стержня с наружной резьбой трапецеидального профиля с крупным шагом для быстрого вертикального перемещения, снабженного опорным диском 4, изготовленным из неметаллического материала. Например полиэтилена, имеющим выступы 5 на наружной опорной поверхности для установки на них позитива 6 и штуцер 7 со шлангом 8 для соединения с системой подвода жидкого связующего. На верхней части 9 каркаса 2 установлен соосно с нижним упором 3 кронште йн 10 с вакуумным диском 11, выполненный в виде металлической трубки, обеспечивающей отсос воздуха (вакуум) и имеющей на наружной поверхности резьбу крупного шага для быстрого вертикального перемещения соединенного с ним вакуумного диска 11.
Кронштейн 10 снабжен стопором, регулирующим его положение по высоте, например подвесной гайкой 12, установленной в пазу опорной пластины 13, которя расположена на верхней части 9 каркаса 2 с возможностью горизонтального перемещения.
В другом пазу опорной пластины 13 помещена стеклянная ловушка 14 с фильтром для сбора избытка связующего и воздуха, применяемая как предохранительный элемент с целью предотвращения проникнования связующего из одной части вакуумной системы-в другую.
Горизонтальная часть 9 каркаса 2 выполнена в виде элемента вакуумной системы (служит для отсоса воздуха) и снабжена распределительными узлами 15 общего вакуума с вакуумметрами 16.
5
Регулировочные вентили 17 выполнены с возможностью соединения вакуумной системы с атмосферой и изменения вакуумного режима в системе.
Позитив 6, ловушка 14, распределительный узел 15, верхняя часть 9 каркаса 2 и вакуумный насос входят в общую вакуумную систему и соединены соответственно резиновыми
шл ан г ами 1 8 ,
Для крепления позитива 6 кронштейн 10 снабжен клиновым фиксатором 19, выполненным в виде сварного узла, в котором три клиновых ребра
20, входяших до упора в полость позитива 6, расположены под углом (Л 120 относительно друг друга, острые кромки ребер выполнены скругленными или дополнительно снабжены
резиновыми прокладками 21, предохраняющими полиэтиленовый чехол 22 в случае его соприкосновения с клиновым фиксатором 19 от разрыва в процессе вакуумирования. Вилка 23
клинового фиксатора 19 снабжена отверстиями 24 для прохода воздуха (обеспечения вакуума),
Кроме того, устройство снабжено средствами нагревания изделия в
воздушном тепловом потоке, для чего на стеллажной полке 25 рабочего стола 1 установлен электрообогреватель 26 (бытовой типа Ветерок). В рабочем столе 1 предусмотрены
сквозные отверстия 27, расположенные равномерно по окружности под позитивом 6 и предназначенные для прохода воздушных тепловых потоков. С целью концентрации тепла для
электрообогревателя 26 предусмотрен специальный кожух 28, а для изделия - раздвигаемая ширма 29, укрепленная на каркасе 2 и изготовленная из прозрачного оргстекла или полизти-
леновой пленки.
Устройство содержит три однотипные позиции, каждая из которых входит в обшую вакуумную систему и имеет самостоятельное назначение.
Устройство для изготовления слоистых изделий работает следующим образом.
Гипсовый позитив 6 с натянутой на Него трикотажной арматурой (заготовкой изделия - приемной гильзы) и герметичным прозрачным полиэтиленовым чехлом 22, подобранным по форме
50
55
3
и размерам позитива 6, устанавливают для пропитки связующим на нижнем упоре 3 с опорным диском 4 со штуцером 7 для введения связующего, а сверху закрепляют посредством клинового фиксатора 19, расположенного на кронштейне 10 с вакуумным диском 14, Свободные концы герметично прозрачного чехла 22 натягивают на вакуумный диск 11 и опорный диск 4 и фиксируют шпагатом. Посредством резинового шланга 8 соединяют штуцер 7 с емкостью со связующим.
Включают вакуумную систему, и гипсовый позитив 6 с заготовкой подвер- гают вакуумированию. Одновременно осуществляют введение связующего через шланг 8.
Под действием вакуума связующее, постепенно поднимаясь до верхнего края гипсового позитива 6, пропитывает заготовку, а избыточное атмосферное давление, воздействуницее на полиэтиленовый чехол 22, создает необходимое уплотнение пропитанной заготовки, обжимает гипсовый позитив 6, формуя при этом изделие типа приемной гильзы.
Введение связующего снизу позволяет ему равномерно распределиться по заготовке, не образуя при этом наплывы на поверхности, а также исключается возможность попадания связующего во внутреннюю полость позитива 6. При достижении связующим верхнего края гипсового позитива 6 (видно через полиэтиленовый чехол 22) подачу связующего прекращают, перекрывая резиновый шланг 8.
После пропитки арматуры связующим дальнейшее вакуумирование до отверждения связующего осуществляют при нагревании гильзы в воздушном тепловом потоке при 60-70°С в течение 5-20 мин, что ускоряет полимеризацию связующего в процессе вакууми- рования, т.е. сокращает время первоначальной стадии полимеризации связующего и нахождение отформованного изделия (гильзы) на вакуумном устройстве ,
Дпя нагрева используют электрообогреватель 26, устанавливая его
05
внизу, на стеллажной полке 25 рабочего стола 1. При этом электрообогреватель 26 помещают-в специальный кожух 28, а изделие закрывают
прозрачной ширмой 29. Теплый воздух от электрообогравателя 26, концентрируясь в кожухе 28, постепенно поступает направленным потоком снизу вверх через отверстия 27, обтекаюшим и нагревающим изделие со всех сторон равномерно, в результате чего связующее быстрее переходит в желеобразное состояние, не стекает со стенок арматуры, т.е.
отверждается. (Нагревание осуществляют под каждой позицией устройства) .
После этого вакуумную систему отключают. Затем кронштейн 10 с клиновым фиксатором 19 поднимают или дополнительно опускают нижний упор 3, гипсовый позитив 6 с изделием снимают и подвергают дальнейшей термообработке в течение 7 ч при
70°С. После термообработки позитив 6 из изделия (гильзы) удаляют.
Крепление гипсового позитива 6 посредством клинового фиксатора 19 является оптимальным вариантом
крепления для позитивов различных типоразмеров, конструкций и форм, так как упрощает и облегчает технологию его установки на устройстве и создает удобство обслуживания при изготовлении приемной гильзы протеза.
Применение клинового фиксатора позволяет расширить технологические возможности устройства и унифицировать его использование.
Приемные гильзы,, изготовленные на данном устройстве, по физико- механическим и санитарно-гигиеническим свойствам отвечают медико- -техни- ческим требованиям при их практическом использовании.
Применение устройства для изготовления слоистых изледий позволит также сократить сроки протезирования инвалидов (при одновременной экономии связующего на основе ненасыщенной полиэфирной снопы), что дает большой медико-реабилитационный и социально-психологический эффект.
f/
Фиг.1
AL
Отсос озЗцм
ф{4г,.2.
A f(
гч
Ф1иг.З
Составитель М.Осипова Редактор И.Ииколайчук Техред.В.Кадар Корректор А.Тяско
Заказ 1206/24Тираж 640Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, , Раушская наб., д, 4/5
Филиал ШШ Патент, г Ужгород, ул. Проектная, 4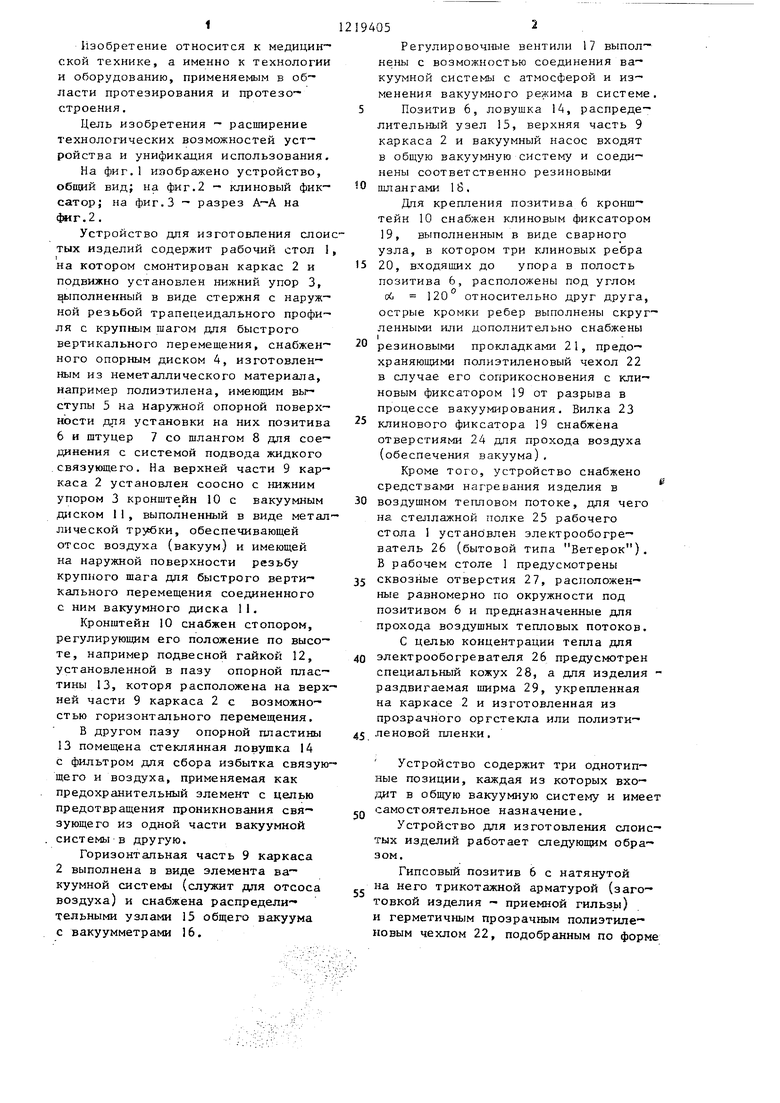
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО ПЛАСТИКА ДЛЯ ПРИЕМНЫХ ГИЛЬЗ ПРОТЕЗОВ И ОРТЕЗОВ | 2006 |
|
RU2320297C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ГИЛЬЗЫ ДЛЯ ПРОТЕЗНО-ОРТОПЕДИЧЕСКОГО ИЗДЕЛИЯ (ДЛЯ ОРТЕЗА ИЛИ ПРОТЕЗА) | 1997 |
|
RU2122381C1 |
| Способ изготовления слепков культей | 1988 |
|
SU1577783A1 |
| Способ изготовления гильз протезно-ортопедических изделий из композиционного материала | 2019 |
|
RU2725082C1 |
| Способ изготовления гильз протезов и ортезов | 1980 |
|
SU1026799A1 |
| СПОСОБ ПОЛУЧЕНИЯ АНАТОМИЧЕСКИХ МОДЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2189201C2 |
| Способ изготовления приемной гильзы протеза конечности | 1986 |
|
SU1437019A1 |
| Способ изготовления протеза | 1984 |
|
SU1277961A1 |
| ОРТЕЗ (АППАРАТ) НА ВСЮ НОГУ С ГИЛЬЗАМИ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО СБОРКИ (ИЗГОТОВЛЕНИЯ) | 1997 |
|
RU2127569C1 |
| Приемная гильза протеза верхней конечности | 1990 |
|
SU1771722A1 |
| Кисилев Б,А | |||
| Стеклопластики.- М.: Госхимиздат, 1961, с | |||
| Схема обмотки ротора для пуска в ход индукционного двигателя без помощи реостата, с применением принципа противосоединения обмоток при трогании двигателя с места | 1922 |
|
SU122A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Солесос | 1922 |
|
SU29A1 |
