Иэобретемио касается порошковой металлургии и может быть .использовано при обработке давлением в частности ;у)я прессования полуфабрикатов И5 грянул алмминиеиых сплавов,
Целью изобретения является повы- шсиие механических свойсть и их стабильности по iB.d ему сечению за ГОТОв ки, , V, ;,,, ,.-;.-. : .,;.....
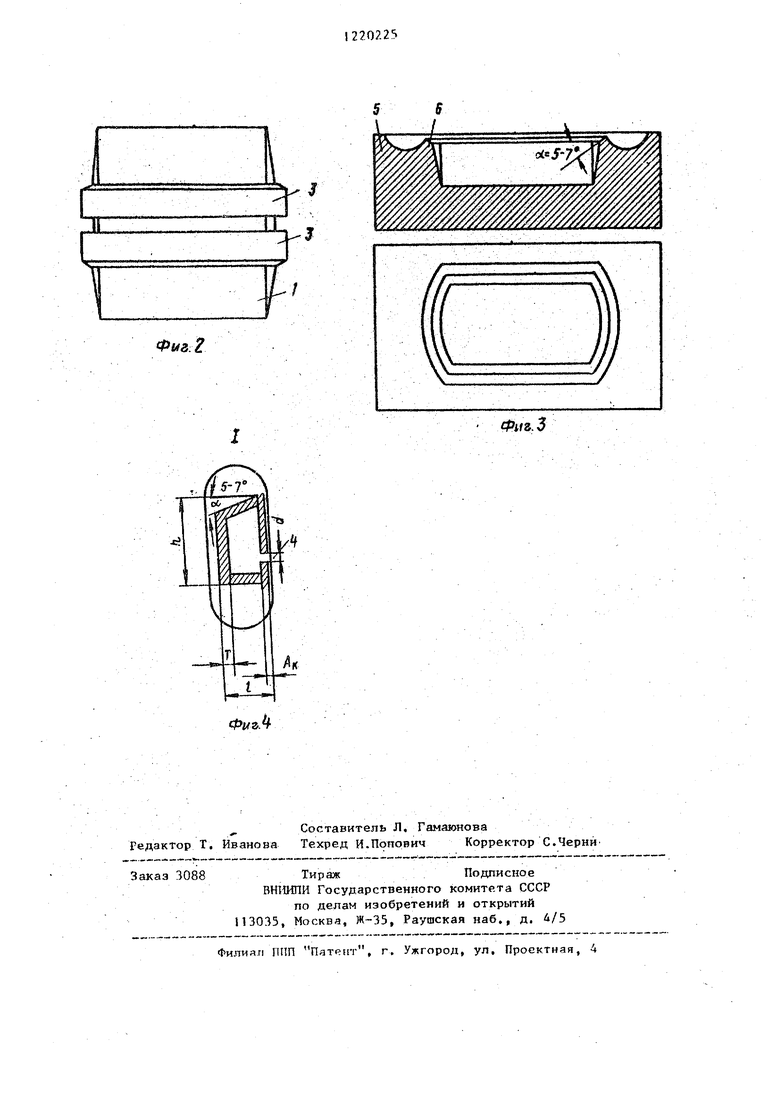
На фиг. Г представлен предложен- Ю иый инструмент, вид сбоку; на фиг. 2- то же, вид спереди; на фиг. .3 - мтамп, две проекции; на фиг. 4 - узся I ма фиг, 1.
.- ; ., : .: ; Инструмент состоит 1йз капсулы, инеющей герметичный корпус 1 с приваренными к нему крышками 2. На поверхности корпуса и крышек в два ря дй приварены П-образные эле1ченты 3, в которых по всей поверхности корпуса и крышек выполнена отверстия , , Капсула размещена в штампе 5 (фиг. 3) вертикальйого пресса. На рабочей яо- верхности ттлмпа выполнен карман 6 с наклоном et к плоскости разъема 5-7 где h - высота Н рбразньгх элементов, h расстоя(ше между П-образ- ,ными элементами, Н - Высота капсулыj, I - ширина П-образмых эпеме тьв, Т - . толщина стенки последних,.А - от-- ношение толщины стенки П-обраэного элемента к толишнестеной капсулы,
В герметичный корпус 1 засыпают гранулы и порошок алюминИ евого сплава 01417, подвергает вакуумной дегазации и герметизируют, Ка11суду размещают в раз1 емяом штампе 5, состоящем из верхней и нижней половин, в каждой из которых имеется Углубление, отвечающее конфигурации капсулы. Наиболее целесообразной конфигурацией является полуцилиндр, так как он обеспечивает дополнительную концентрацию давления к Центру. При сблизкении давящих поперхностей штампа происходит сближение и последующе наложение конусов уплотнения, что обеспечивает зарождение уплотнения в центре капсулы, распространение уплотнения от центра к периферии, нознйкновение сдвиговых деформаций на Границах уплотнения к неуплотненных зон, которые также перемещаются от центра к-периферии, вытеснение непопаншего э зону умлотнения поверхностного объема гранул в торм(зягаую площадку штампа.
) 0
5
0
5
0
5
Приваренные по всему периметру П- ббразные элементы 3 капсулы выполняют двоякую роль. Во-первых, полые П-рбразные элементы через отверстия d в корпусе I и крышках 3 обеспечивают равномерную дегазацию гранул в капсуле.. Уменьшение общей площади отверстий 0,02 от площади сечения капсулы не обеспечивает до- статбчной дегазации гранул за счет увеличения сопротивления откачки. Аналогичным образом оказывает влияние площадь поперечногр сечения самого П-Ь9разногоС ачения капсулы, то сопротивление откачки гранул в капсуле столь высоко , что не произойдет качественной дегазации. Плохая дега- здция гранул приводит к снижению об- щего уровня механических свойств заготовок, -а также уменьшению однородности свойств по длине и высоте заготовки, /Увеличение общей площади се- Чения отверстий в корпусе и крышках ;больше 0,04 от площади капсулы резко снижает жёсткость капсулы и при приложении деформации к капсуле при ком- пактиров ний она разрушается, теряя герметичность, что приводит к снижению механически. свойств и однородности, Во-вторьк, П-образные элементы лри компактиррвании обеспечивают возникновение бокового, прртиводйвле- ния.Боковое противодавление обеспе- ;чивает получение равномерных сиойств пР длине :и сечению,заготонок. Возможность арзникновения противодавления обеспечивается К011струкцией и конфигурацией П-образнРго элемента, П-образные элементы с наружной- сторо- .ны имеют скРсьг под углом 5-7, такой же наклон к гтрскости разъема иМеет- ся на кармане штампа. Это обеспечивает запирание металла в капсуле при компа ктировании. Ксли наклон карма- иа будет менее 5 , при компактирова- нии не происходит эффективного запирания Прессуемого материала в капсу- . ле,.Гфи этом при компактировании не возникнет противодаиления и заготовка получается с неоднородными ме-. ханическйми свойствами по сечению, ПрИ наклоне кармана к плоскости разъема более 7 происходит вдавливание П- образных Злементов в. заготовку, и для удаления их из заготовки необходимо пополнительно ее обточить на 10 - 15 Z, кр.оме того, это не o6ecne4HBaet получения равномерных свойств.
Толщина стенки П образного элемена Т должна обеспечивать жесткость онструкции, поэтому составляет 1,5-2,0 толщины стенки капсулы А. сли толщина стенки П-образного элеента не будет превышать толвщны стенки капсулы больше, чем в 1,5 раза, конструкция не будет жесткая и противодавления при компактировании не возникает. Это приводит к получению на заготовке неоднородных механических свойств по .ее сечению я длинео ЕСЛИ толщина стенки П-образного элемента будет превышать больше, чем н 2 раза толтцину стенки капсулы, при деформации капсула порвется и произойдет ее разгерметизация, В этом случае в пространство между гранулами проникнет воздух, оторый после компактирования захлопнется внутри заготовки. Это приведет к резкому снижению механических свойств и однородности заготовок. Ширина П-образНого элемента должна составлять 0,5-0,6 от его вы- соты h. Если она составляет меньше 0(5, П-образный элемент теряет устойчивость и не э4)4 ективно запирает гранулы, что приводит к преждевременному вьодавливанию гранул или порошка в карман и снижению эффективности всего процесса, так как наблюдается не- однородность механических свойств на заготовке. При превышении отношения ширины П-образного элемента к его высоте более 0,6 происходит преждё - врёменное смь кание П-образного элемента и вдавливание его в капсулу, что вызьгоает появление на готовых заготовках инородных включений, для избавления от которых заготовку необ- хсдимо дополнительно стачивать на Ю- r5%v кроме того, не обеспечивается однородность свойств заготовок.
Высота П-образн 1х элементов h не Должна быть меньше 0,15 высоты Н капсулы, так как в противном случае не произойдет запирания металла и за- готовка не будет однородной по механическим свойствам Если она больше 0,2 высоты капсулы, происходит преждевременное замыкание верхнего и нижнего П-образных элементов и вдавливание их заготовки, что требует ее дополнительной обточки на 10-15%, Расстояние между П- -образ- ными элементами h, , равное 0,35-0,А высоты капсулы Н, выбрано таким об
5
0
5
разом, что в процессе деформаияи капсулы в начальный момент идет под- прессовка гранул. При этом высота капсулы уменьшается на величину 0,35-0,4 от первоначальной высоты. Если расстояние между П-образиыми элементами будет меньше чем 0,35 от первоначальной высоты, не достигается полного лттлотнения гранул в капсуле, а если расстояние между П-образными элементами больше, чем 0,4, в процессе уплотнения гралтул в капсуле происходит выдавливание талла из штампа и снижение механических свойств и однородности заготовок, Выполненньй по всему периметру штампа карман обеспечивает после компактирования выдавливание части металла,Общий объем кармана тавляет 0,01-0,02 от объема капсулы.
Возможность частичного выдавли- - вания гранул из капсулы приводит к возникновению сдвиговых деформаций при компактировании, что резко улучшает механические свойства заготовок и их однородаость. Если объём вьщав- ливаемого металла меньше, чем 0,01 от. объема капсулы, сдвиговой деформации недостаточно н прочностные свойства заготовок не достигают максимума. Если объем выдавливаемого металла больше, чем 0,02 от о&ьема капсулы, это, хотя и обеспечивает получение заготовок с высокими механическими свойствами, но приводит к
5 значительной потере металла. .
Использование инструмента для
осуществления компактирования с техническими параметрами, отвечакицими этим оотношениям, обеспечивает равно мерную дегазацию гранул и порошков и получение плотной однородной заготовки в высокими прочностными свойствами. , ..
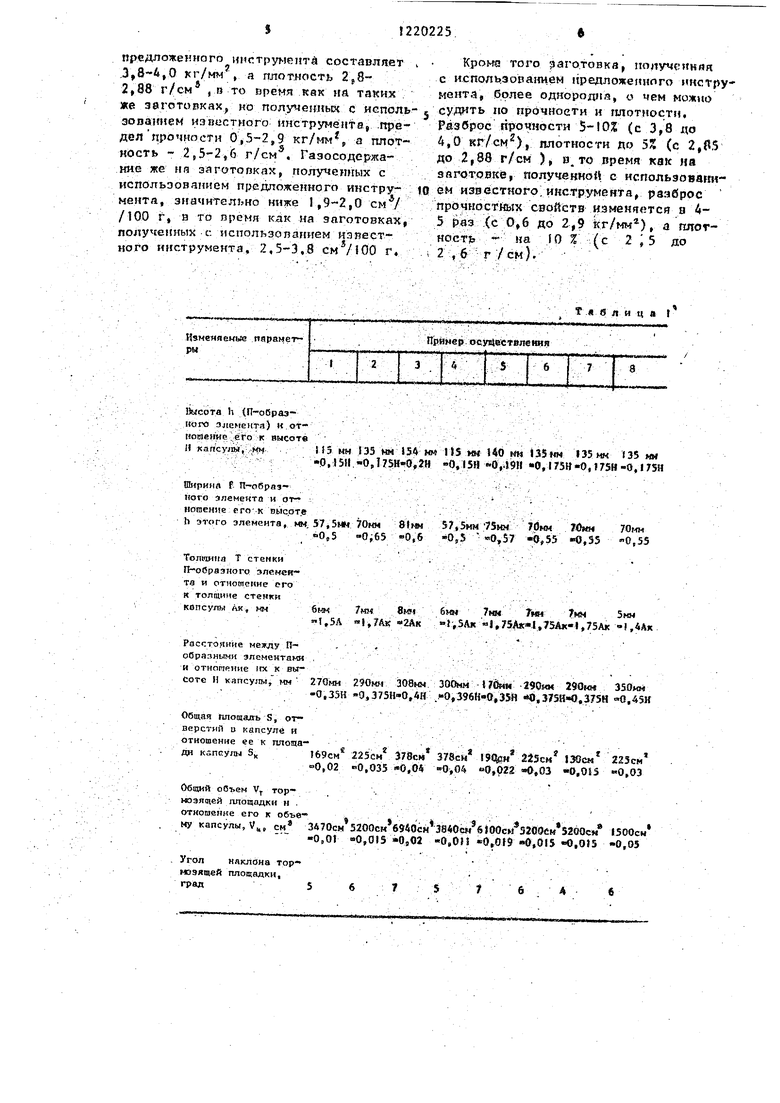
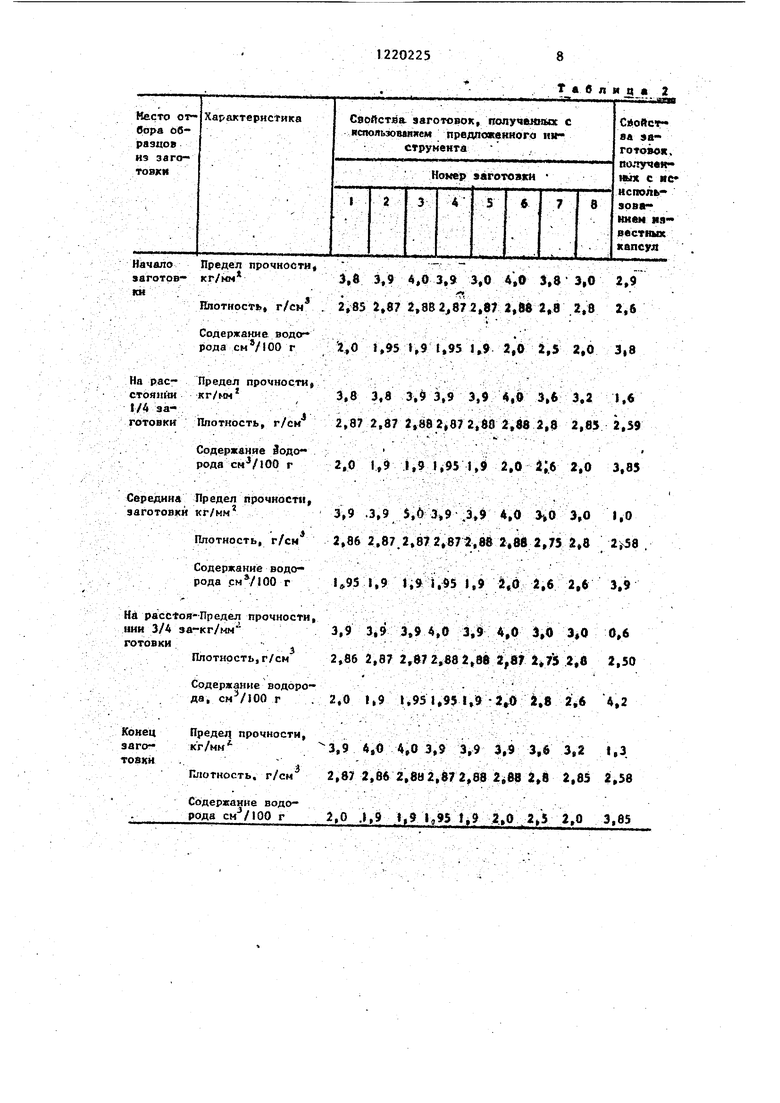
В табл. Г представлены конкретные варианты выполнения инструмента, а в табл, 2 данные физико-мехадаческих свойств заготовок, скомпактированных с его. помощью.
Изготовленные по вариантам 1, 2, 3, 4, 5 и 6 заготовки из гранул и порошка сплава 01417 имеют механичес - кие свойства, в частности предел прочности и плотность, значительно вьште, ; чем на таких же заготовках, но полу5 ченных с использованием изнестного инструмента, а газосодержаиик з 1гото- вок значительно тике. llnt-irc-Ji прочности заготовок с Т спп;и :1о;мииг;м
0
0
5
0
предпожеииого nHCTpyhseur составляет .3,8-6,0 кг/мм , а плотность 2,8™ 2,88 г/см , в то время как на таких же заготовках, но полученных с исполь- эопациеМ иэгшстного ннструмеита, предел тфочноети 0,5-2,9 а плотность - 2,5-2|6 г/см, Газосодержа- ние же но за готопках, полученных с использованнем предложенного инстру- ментд, значительно ниже 1,9-2,0 /100 г, в то время как на заготовках, полученных с. лспользопанием иэпест- ного инструмента, 2,5-3,8 см /100 г.
Высота h (П-обраэ- Кого элемеитя) н отношение .его к высоте
К кяпсупа, мн 133 нн 154 нм ItS мн 140 tttt 135мм 135 мк (35 мм
-0,15Н «OplZSH-O.aH -O.ISf 0,. 0,,Г5И-0,175Н
ПЬФИИЯ f П-образного элемента и
ногаенне его-к высоте
h этого элемента, 57,5мм 70мм 81мм 57,5мм 75мм 7бмм 70мя 70мм 0,5 -Oj65 -0,6 -0,5 «0,57 -0,55 -0,35 -0,55
TortioHtia Т стемки
П-образного элемвя-
та и отиотение pro.
к толщине стенки
копсупы Ак, мм бик 7нм 8мм 6мм 7мм Тми 7км 5мм
1,5А ЬУАк -2АК 1,75А1с«1,75Аж-«,75Ак ,4Ак
Расстояние между ..
образными элементаки
н отношение их к . .
Соте Н капсулы, мм 270ми 290ми 308мм 300мм I бни 290кн 290ки 350им О.ЗЗН «0,3754-0,411 .0,396Н«0,35Н -«О.ЗУЗИ-О.З/ЗН °0,45Н
Общая плоцаль S, от верстий U капсуле и отношение ее к площади капсулы 3 J69см 225см 378сн 378сн l9(few 2i5cM 1Ж}см 223см °0,02 0,035 «0,0 0,04 0,022-0,03 -0,OS5 «0,03
Общий оС ьем УГ тор-.
моэящей лпощадкн н .
откошвнне его к
му капсулы, V, см 3470см 5200см 6940см 3840см 6}ООсМ5200ск 5200си 1500сн -0,0 «0,015 «OjOa «0,01S «0,015 -О,OJ5 0,05
УГОЛ наклона тор-
маэящей площадки, .
град5б 5 646
Крона того заготовка, нолучсиняя с нспользопанием нредложеннпго инструмента, более однород)1а, о чем можно
5 судить по прочности н плотности. Разброс прочности 5-10% (с 3,8 до 4,0 кг/см), плотностн до 5 (с 2,П5 до 2,88 г/см ), в. то время как на зйготс110ке, полученной с нспальзова1ш10 ем известного.инструмента, разброс прочностйых свойств нзменяотся в 4- 5 раз (с 0,6 до 2,9 кг/мм), а гшот- ност& на 10 % (с 2,5 до i 2 ,6 - г Уем).
Тле ли ц в I
Начало Предел прочности ааготов- кг/мм
км
Плотность, г/см
Содержание водо- рода г
3,в 3,9 А,0 3,9 3,0 4,0 3,8 3,02,9
- . - - . . - -- - - . , - :
2v8S г,87 2,,8 2,88 2,8 2,
1,95 U9 2,0 2,5 2,03,8
На рас- Предел прочности, ; . , ,:
стояния кг/hw 3,8 3,8 3,9 3,9 4,0 3,6 3,2 J, 1У4 за-.. : « - - . .- -. ;;. -, , :- . .
готовки Плотность, г/см 2,37 2,87 2,88 ,88 2,88 2,8 2,85 2,59
- ,-,. -,,,.,.
Содержаняе Зодо V;
рода г2,0 1,9 i,9 1,95 1,9 2,0 а;б 2,0 3,85
Середина Предел ntsoMHoCTti, заготовки кг/км
г
3,9 .3,9 $,0 .3,9 4,0 3,0 1,0
Плотность, г/см 2,86 2,87.2,87 2,87 2,88 2,88 2,75 2,8 1,9 1,9 1,95 1,9 2,0 2,6 2,fr 3,9
Содержание водорода г
На pacctoя Пpeдeл прочности,
НИИ 3/4 за-кг/мм- 3,9 3,93,9 4,0 3,9 4,0 3,0 3,0 0,6
готовки ,
Плотность,г/см2,86 2,872,87 2,88 2,88,87 ,2,8 2,50
Содержание водоро ;
да, cMVlOO г2,0 1,9U95 1,9$ 1, 2,8 4,2
Кокец загоТО8ХН
Преде;| прочности, кг/мм
л Плотность, Г/СМ
3,9 4,0 3,9 3,9 3,9 3,6 3,2 1,3 2,87 2,86 2,8U 2,87 2,88 2,85 2,58
Содержание водо-: -.
рода г 2,0 .1,9 ,91,,95 1,9 2.,0 2,0 3,85
Таблиц 2
JL
UL
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК ИЗ БЫСТРОЗАКРИСТАЛЛИЗОВАННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2467830C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКОВОК ИЗ ЖАРОПРОЧНЫХ ГРАНУЛИРОВАННЫХ СПЛАВОВ | 2014 |
|
RU2583564C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛ | 1993 |
|
RU2038194C1 |
| Способ получения прутковых заготовок из интерметаллидных сплавов для центробежного плазменного распыления | 2017 |
|
RU2676126C1 |
| ГРАНУЛИРУЕМЫЙ ВЫСОКОЖАРОПРОЧНЫЙ НИКЕЛЕВЫЙ СПЛАВ И ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ИЗ НЕГО | 2016 |
|
RU2623540C1 |
| БЫСТРОЗАКРИСТАЛЛИЗОВАННЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ | 2011 |
|
RU2468105C1 |
| Способ получения плотного материала из порошка титана | 2023 |
|
RU2822495C1 |
| Гранулируемый свариваемый жаропрочный никелевый сплав и изделие, выполненное из него | 2023 |
|
RU2824504C1 |
| Способ производства поршней двигателей внутреннего сгорания из алюминиевых сплавов | 2018 |
|
RU2674543C1 |
| Способ производства поршней двигателей внутреннего сгорания из алюминиевых сплавов с нирезистовой вставкой | 2020 |
|
RU2773555C2 |
ФиЯ:1
ФАГ а. 3
ФкгЛ
, Составитель Л. Гамаюнова Редактор Т. Иванова Техред И.Попович Корректор С.Черни
Заказ 3088ТиражПодписное
ВШШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. Д/5
Филияп ППП , г, Ужгород, ул. Проектная, 4
