Изобретение относится к области машиностроения и приборостроения и может быть использовано для образования на деталях машин и приборов регулярного микрорельефа.
Цео;1ью изобретения является расширение технологических возможностей устройства путем обработки цилиндрических и торцевых поверхностей.
На чертеже изображено устройство для нанесения регулярного микрорельефа.
Устройство состоит из выглгживаю- щей головку I со штоком 2, перемещающимся в подшипниках 3 и 4, нагружающего устройства 5 с втулкой 6, соединенной регулируемой тягой 7 с эксцентриком 8, электродвигателя 9. Подшипники 3 и 4 закреплены во втулке 10, соеданенной с установочной пластиной 11 с базовыми поверхностями для закрепления в резцедержателе станка и У-образнрй станиной 12. Электродвигатель снабжен фланцем для закрепления на станине и устаирвлен перпендикулярно к базовым поверхностям установочной пластины.
Для образования регулярного микрорельефа устройство с помощью пластины 1 1 закрепляется в резцедержателе, прсле чего производится его настройка на заданные режимы. Величина амплитуды осцилляции виброголовки устанавливается сменными эксцентриками 8.Величина усилия давления вибрационной головки на обрабатываемую
0
5
поверхность устанавливается с помощью тарированной пружины нагружающего устройства 5.
Техн 1ко-экономическим преимуществом предлагаемого устройства является упрощение устройства в эксплуатации. С помощью предлагаемого устрой ства мржно обрабатывать не только цилиндрические, но и торцевые поверхности детали без переналадки станка.
, В качестве базы сравнения рассмотрим процесс обточки валов диаметром 50 мм и длиной 200 мм. Технологический процесс изготовления таких деталей с использованием предлагаемого устройства включает в себя установку и выверку детали в патроне токарного станка (3 мин), токарную обработку (5 мин), виброобработку (3 мин) и снятие со станка ( мин). При использовании известных устройств пРсле токарной обработки детали требуется снятие р,&- тали со станка (1 мин) и последующая транспортировка,.установка и выверка ее (5 мин) на другом станке для нанесения регулярного микро- 0 рельефа.
Использование предлагаемого устройства позволяет производить операции обработки цилиндрической и тор- с девой поверхностей на одном станке без снятия, повторной установки и выверки детали.
0
5
СЗ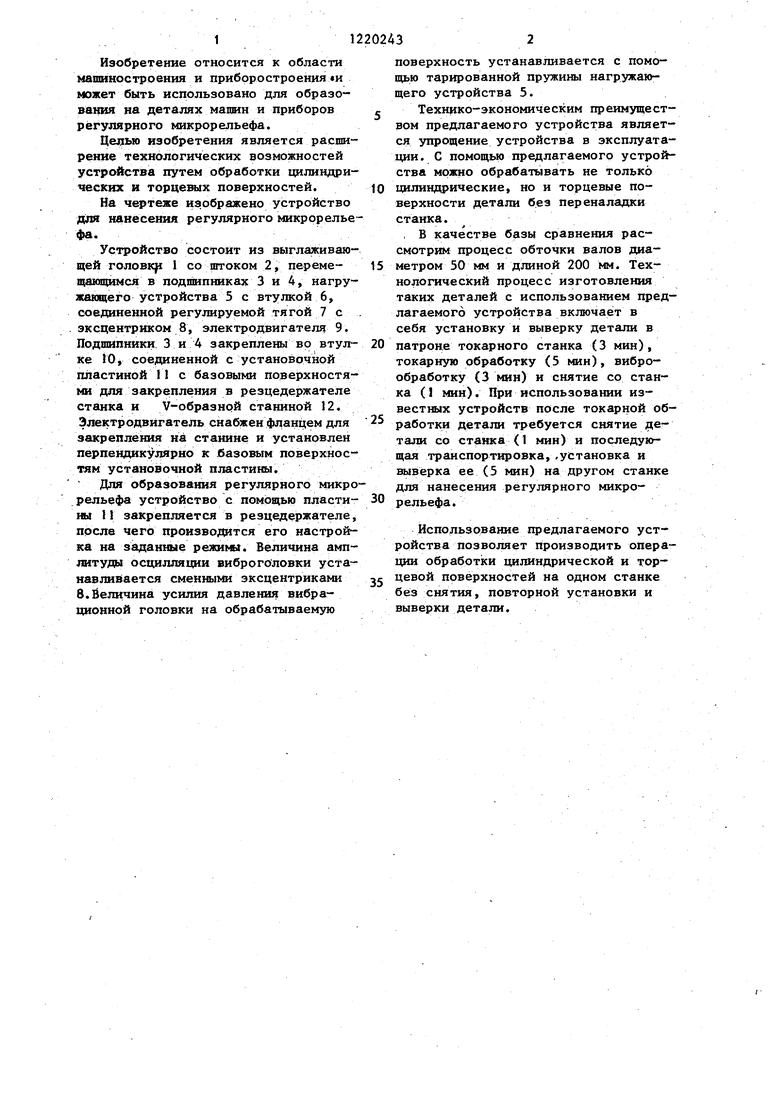
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ НАПРАВЛЯЮЩИХ СТАНИНЫ ТОКАРНОГО СТАНКА | 2011 |
|
RU2475342C2 |
| Способ фрезерования шлицевых и шпоночных пазов на внутренней поверхности втулки с использованием токарного станка | 2018 |
|
RU2677451C1 |
| Способ отрезания прутка многорезцовой головкой и устройство для его осуществления | 1991 |
|
SU1834749A3 |
| Устройство для автоматической компенсации погрешностей обработки на токарных станках | 1978 |
|
SU791510A1 |
| СПОСОБ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТ ЦАПФ МЕЛЬНИЦ | 2022 |
|
RU2788040C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СИНУСОИДАЛЬНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2280539C1 |
| Токарно-карусельный станок | 1979 |
|
SU880635A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ | 1995 |
|
RU2083332C1 |
| КОМБИНИРОВАННЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПРОСВЕРЛЕННОГО ОТВЕРСТИЯ И ЕГО ПОВЕРХНОСТИ, А ТАКЖЕ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ПОДОБНОГО КОМБИНИРОВАННОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2007 |
|
RU2424087C2 |
| НАСТОЛЬНЫЙ УНИВЕРСАЛЬНЫЙ СТАНОК КОСТРОВА | 1992 |
|
RU2008163C1 |
Составитель В. Кузнецов Редактор А. Купрякова Техред М.Дидык Корректор С. Черни
Заказ 775Тираж 677Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4.
| Шнейдер Ю.Г | |||
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| I | |||
