Изобретение относится к обработке материалов резанием и может быть использовано при обработке некруглых валов и отверстий.
Известно приспособление для обработки трехгранных валов (см. в кн. С.Г.Лакирев. Математическое моделирование и новые принципы формообразования некруглых поверхностей. - Челябинск: ЧГТУ, с.89. 1994. - Ч.II.). Устройство состоит из корпуса, в котором установлено основание с возможностью возвратно-поступательного движения. На основании сбазирован резцедержатель с инструментом, причем резцедержатель установлен с возможностью возвратно-поступательного движения в плоскости, параллельной плоскости движения основания, а направление движения резцедержателя перпендикулярно направлению движения основания. Инструмент установлен в резцедержателе под углом к направлению его движения. Устройство содержит пустотелый вал, в котором установлен с возможностью поворота вал, в котором закреплен копир. Копир контактирует с внутренними обоймами подшипников, установленных в резцедержателе. При вращении копира резцедержатель и основание совершают движения во взаимно перпендикулярных направлениях, что заставляет режущую кромку инструмента совершать сложное движение, образуя на детали требуемую поверхность. Недостатком данного устройства является невозможность получения синусоидальных цилиндрических поверхностей, сложность копира, низкая жесткость технологической системы и, как следствие, снижение точности.
Известно устройство для обработки некруглых цилиндрических поверхностей (патент RU №2245224, В 23 В 5/44, опубликовано 27.01.2005, Бюл. №3), принятое за прототип, включающее корпус, расположенный на корпусе резцедержатель с возможностью возвратно-поступательного движения по направляющим, копир, зажимное приспособление, установленное в корпусе копира, и инструмент, расположенный в резцедержателе под углом к оси копира. На резцедержателе жестко закреплен щуп, плоская рабочая поверхность которого перпендикулярна направляющим и который имеет контакт с наружной поверхностью подшипника, установленного на копире, выполненном в виде эксцентрика. Шпинделю станка, с которым жестко связаны копир и зажимное приспособление, придается вращательное движение резания, а продольному суппорту, на котором установлен резцедержатель, движение подач. При вращении копира контактирующий с ним щуп в радиальном направлении перемещается по закону f(t)=e·cos(ω·t), где (ω - угловая скорость вращения копира, е - эксцентриситет). Так как щуп жестко связан с резцедержателем, в который установлен инструмент, то и последний будет перемещаться по тому же закону. За счет этого и происходит обработка некруглой цилиндрической поверхности.
Недостатком устройства являются ограниченные технологические возможности. Так как копир и зажимное приспособление жестко связаны между собой, то радиальное перемещение инструмента всегда осуществляется по одному и тому же закону, т.е. траектория движения инструмента за один оборот копира представляет собой синусоиду с одной осью симметрии.
Технической задачей является расширение технологических возможностей устройства, а именно возможность получения синусоидальных поверхностей с n-осями симметрии.
Поставленная техническая задача достигается тем, что устройство для обработки синусоидальных цилиндрических поверхностей, включающее корпус, расположенный на корпусе резцедержатель с возможностью возвратно-поступательного движения по направляющим, копир, выполненный в виде эксцентрика, на который установлен подшипник, зажимное приспособление для установки заготовки, закрепленные в резцедержателе инструмент под углом к оси копира и щуп, плоская рабочая поверхность которого перпендикулярна направляющим и контактна с наружной поверхностью подшипника копира, согласно изобретению снабжено редуктором, выходной вал которого связан с копиром, а входной - с зажимным приспособлением, установленным в корпусе копира с возможностью вращения, при этом передаточное отношение редуктора равно  , где n - количество выступов синусоиды.
, где n - количество выступов синусоиды.
Сравнение заявленного устройства с известными позволяет сделать вывод о достижении нового эффекта, выразившегося в возможности обработки синусоидальных цилиндрических поверхностей с n-осями симметрии, так как копир в виде эксцентрика посредством редуктора получает возможность осуществлять вращательное движение в n раз быстрее установочно-зажимного приспособления, благодаря чему вершина инструмента, расположенного в резцедержателе, за один оборот установочно-зажимного приспособления будет располагаться n раз на максимальном расстоянии от оси установочно-зажимного приспособления и n раз на минимальном расстоянии.
Сущность изобретения поясняется чертежом, на котором изображен общий вид устройства для обработки синусоидальных цилиндрических поверхностей.
Устройство для обработки синусоидальных цилиндрических поверхностей состоит из корпуса 1, неподвижно установленного на поперечном суппорте токарного станка, резцедержателя 2, установленного в корпусе 1 с возможностью возвратно-поступательного перемещения по направляющим качения 3. В резцедержателе 2 установлен с возможностью настройки инструмент 4, ось которого расположена под углом β к оси копира 5. На резцедержателе 2 жестко закреплен щуп 6, плоская рабочая поверхность А которого перпендикулярна направляющим 3 и который имеет контакт с наружной поверхностью подшипника 7, установленного на поверхность В копира 5. Между корпусом 1 и резцедержателем 2 заневолены прижимные пружины 8 для обеспечения постоянного контакта между копиром 5 и щупом 6. Копир 5 представляет собой эксцентриковую втулку и жестко связан с выходным валом 9 редуктора 10. Выходной вал 9 установлен с возможностью вращения на входной вал 11. На входном валу 11 редуктора 10 располагается зажимное приспособление 12 для установки и закрепления заготовки.
Устройство работает следующим образом.
Входной вал 11 редуктора 10 устанавливают в шпиндель токарного станка. Заготовку закрепляют в зажимное приспособление 12, например в цанговый патрон, расположенное на выходном конце входного вала 11. Инструмент 4 устанавливают в резцедержатель 2, настраивают на требуемый размер и фиксируют. Перемещением поперечного суппорта устанавливают щуп 6, заневоленный на резцедержателе 2 на наружную поверхность подшипника 7. Постоянный контакт между щупом 6 и поверхностью подшипника 7 обеспечивается с помощью пружин 8, суммарная сила упругости которых компенсирует результирующую силы инерции и радиальной силы резания. Шпинделю станка придается вращательное движение резания, а продольному суппорту - движение подач. В результате касания щупа 6 резцедержателя 2 рабочей поверхности подшипника 7, установленного на поверхность В копира 5, который получает вращательное движение от шпинделя станка через редуктор 10, причем угловая скорость копира в n раз больше угловой скорости шпинделя, происходит радиальное движение резцедержателя 2 с инструментом 4 в корпусе 1 по направляющим 3 по закону f(t)=е·cos(n·ω·t) (ω - угловая скорость вращения зажимного приспособления, е - эксцентриситет, - передаточное отношение редуктора), за счет чего и происходит обработка синусоидальной цилиндрической поверхности с n выступами.
Использование предлагаемого устройства позволит получать различные синусоидальные цилиндрические поверхности при использовании простых копиров, например, в виде окружностей.
Изобретение может быть использовано в технологических системах, применяемых для обработки некруглых цилиндрических поверхностей, профилированных синусоидой, например, для изготовления рабочих поверхностей деталей роторно-поршневых машин, а также деталей профильных соединений.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НЕКРУГЛЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2245224C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НЕКРУГЛЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2005 |
|
RU2294262C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НЕКРУГЛЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2004 |
|
RU2254964C1 |
| Способ обработки деталей и устройство для его осуществления | 1989 |
|
SU1683868A1 |
| Способ обработки некруглых поверхностей и устройство для его осуществления | 1990 |
|
SU1782696A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Металлорежущий станок | 1985 |
|
SU1278108A1 |
| Способ расточки внутренней фасонной поверхности детали и устройство для его осуществления | 1989 |
|
SU1779473A1 |
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
Устройство включает корпус, расположенный на корпусе резцедержатель с возможностью возвратно-поступательного движения по направляющим, копир, выполненный в виде эксцентрика, на который установлен подшипник, зажимное приспособление для установки заготовки, закрепленные в резцедержателе инструмент под углом к оси копира и щуп, плоская рабочая поверхность которого перпендикулярна направляющим и контактна с наружной поверхностью подшипника копира. Для расширения технологических возможностей оно снабжено редуктором, выходной вал которого связан с копиром, а входной - с зажимным приспособлением, установленным в корпусе копира с возможностью вращения, при этом передаточное отношение редуктора равно 1/n, где n - количество выступов синусоиды. 1 ил.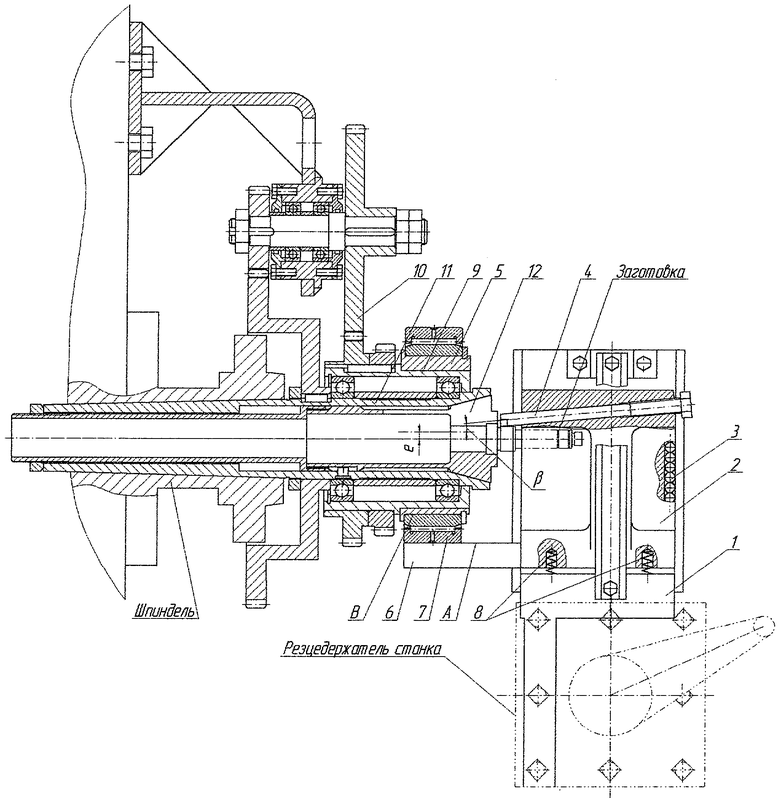
Устройство для обработки синусоидальных цилиндрических поверхностей, включающее корпус, расположенный на корпусе резцедержатель с возможностью возвратно-поступательного движения по направляющим, копир, выполненный в виде эксцентрика, на который установлен подшипник, зажимное приспособление для установки заготовки, закрепленные в резцедержателе инструмент под углом к оси копира и щуп, плоская рабочая поверхность которого перпендикулярна направляющим и контактна с наружной поверхностью подшипника копира, отличающееся тем, что оно снабжено редуктором, выходной вал которого связан с копиром, а входной - с зажимным приспособлением, установленным в корпусе копира с возможностью вращения, при этом передаточное отношение редуктора равно 1/n, где n - количество выступов синусоиды.
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НЕКРУГЛЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2245224C1 |
| Способ бескопирной обработки многократных синусоидальных поверхностей | 1967 |
|
SU460943A1 |
| Способ обработки некруглых валов | 1988 |
|
SU1579636A1 |
| Коляска-ванна | 1925 |
|
SU2096A1 |
| GB 1434600 А, 05.05.1976. | |||

