- I
Изобретение относится к машиностроению и может быть использовано для крепления деталей при обработке на плоскопшифовальных станках.
Целью изобретения является повышение точности обработки за счет выравнивания температур рабочей поверхности и основания.
На фиг, 1 представлено устройств общий вид; на фиг. 2 - разрез А-А ,на фиг. 1.
Устройство имеет основание 1, к которому винтами крепится корпус 2 с окнами и продольными пазами на рабочей поверхности, в которые вставлены плоские сердечники 3. со сквозными отверстиями. На сердечниках имеются электромагнитные катушки 4. С основанием соединены поперечные 5 и продольные 6 планки, об- разуняцие замкнутое пространство под основанием плиты, закрытое снизу крепящейся к планкам крьшкой 7. Планки расположены на столе 8 станка. Устройство имеет также обрабатываемые детали 9. В основании имеются отверстия, совпадающие с отверстиями в сердечниках. Отверстия имеются также в поперечных планках.
Редактор М.Горват
сриг. 2
Составитель М.Кл;имовская
Техред М.Ходанич: Корректор М.Шароши
Заказ 1511/7Тираж 826Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал Ш1П Патент, г. Ужгород, ул. Проектная, 4
207122
Устройство работает следующим образ ом .
После установки очередной партии обрабатываемых деталей 9 на плите
5 подается напряжение на электромагнитные катушки А. Силовые магнитные линии замыкаются через деталь, притягивая их к середчникам 3 и корпусу 2. Одновременно с подачей напряжения
10 на рабочую поверхность плиты подается СОЖ, которая попадает в пазы, имеющиеся на поверхности плиты. Протекая по пазам, СОЖ приобретает температуру, близкую к температуре
)5 рабочей поверхности плиты, разогретой от тепла, образующегося в процессе резания, и затем чйрез отверстия в сердечниках и основании 1 поступает Б резервуар, образованньй продоль20 ными 6, поперечными 5 планками и крышкой 7. Резервуар открыт сверху, что обеспечивает омывание СОЖ основания плиты и его разогрев до температуры, близкой к температуре рабо25 чей поверхности плиты. Происходит выра.внивание температур по сечению плиты и деформаций формы рабочей поверхности не происходит. Из резервуара под плитой СОЖ вытекает непо- на стол 8 станка через поперечных планках.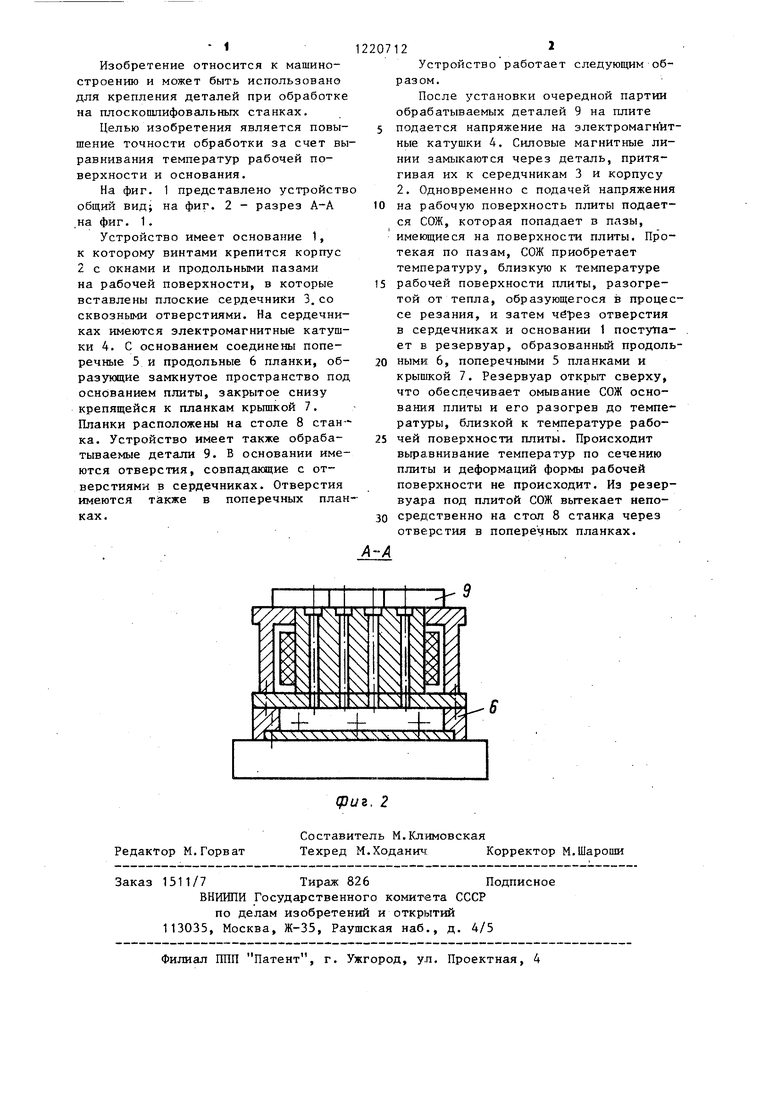
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования плоских поверхностей | 1988 |
|
SU1579730A1 |
| МАГНИТНОЕ ПРИСПОСОБЛЕНИЕ | 2003 |
|
RU2240217C2 |
| ЭЛЕКТРОМАГНИТНОЕ УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ ЭКСПЛУАТАЦИОННЫХ ДИСБАЛАНСОВ ТОРЦОВЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2009 |
|
RU2417149C1 |
| Устройство микроподачи заготовок при шлифовании | 1991 |
|
SU1797564A3 |
| Плоскополировальный магнитно- абразивный станок | 1975 |
|
SU751597A1 |
| Магнитная плита | 1979 |
|
SU867598A1 |
| Устройство для обработки поверхностей магнитно-абразивным порошком | 1977 |
|
SU621553A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1996 |
|
RU2111837C1 |
| Станок бесцентрово-доводочный | 1985 |
|
SU1311910A1 |

| Магнитная плита | 1979 |
|
SU867598A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
