Изобретение относится к обработке материалов резанием и может быть использовано для закрепления сплошных деталей типа пластин из магнитных материалов на металлорежущих станках.
Известна магнитная плита [1], содержащая основание, на котором расположен корпус с пазами на рабочей поверхности, сердечники с электромагнитными катушками, размещенными в корпусе, и систему подачи смазочно-охлаждающей жидкости. С целью повышения точности базирования деталей на плите за счет выравнивания температур рабочей поверхности и основания, в нее введен резервуар, крышкой которого является основание, а в сердечниках и основании выполнены сообщающиеся с пазами и резервуаром сквозные отверстия, предназначенные для подачи отработанной СОЖ в резервуар.
Недостатком данной плиты является то, что подача смазочно-охлаждающей жидкости сверху поливом создает небольшой эффект охлаждения установочной поверхности обрабатываемой детали, т.к. СОЖ проходит через разогретую рабочую поверхность детали, в результате чего температура в зоне резания практически не изменяются. Все это может привести к деформации детали под действием температурных источников, особенно если деталь имеет небольшую толщину. Кроме того, наличие резервуара в нижней части усложняет конструкцию магнитной плиты, а наличие отверстий в основании уменьшает ее жесткость, что снижает точность обработки особенно при интенсивных режимах шлифования.
Наиболее близкой по технической сущности является магнитная плита [2], содержащая основание, корпус и сердечники с электромагнитными катушками. С целью повышения точности обработки за счет устранения температурных деформаций в плиту введены трубки, в которых выполнены отверстия, предназначенные для распыления смазочно-охлаждающей жидкости, а трубки расположены в пазах, выполненных на наружной поверхности корпуса.
Недостатком данной плиты является то, что подача смазочно-охлаждающей жидкости, циркулирующая в системе трубок, не позволяет одновременно охлаждать деталь и саму плиту, в виду того, что площадь контакта охлаждающих трубок с установочной поверхностью детали и пазами корпуса не велика. А также обрабатываемая деталь, контактирующая с корпусом, нагревает его и всю магнитную плиту. В результате чего снижается эффективность обработки плоских поверхностей детали. Применение смазочно-охлаждающей жидкости внутри магнитной плиты для устранения температурных деформаций детали не позволяет резко снижать температуру в зоне резания. Кроме того, отсутствие устройства для слива смазочно-охлаждающей жидкости в плите вызывает коррозию ее несущих поверхностей при длительной работе.
Задача, решаемая данным изобретением, - повышение эффективности обработки плоских поверхностей изделий за счет увеличения теплоотвода от обрабатываемого изделия.
Согласно данному изобретению решение поставленной задачи достигается тем, что магнитное приспособление снабжено опорной магнитной плитой с окнами для размещения сердечников, которая установлена на корпусе. На рабочей поверхности опорной магнитной плиты между окнами выполнена канавка в виде плоской спирали, в которой расположен змеевик прямоугольного сечения, а между корпусом и опорной магнитной плитой установлена теплоизоляционная прокладка.
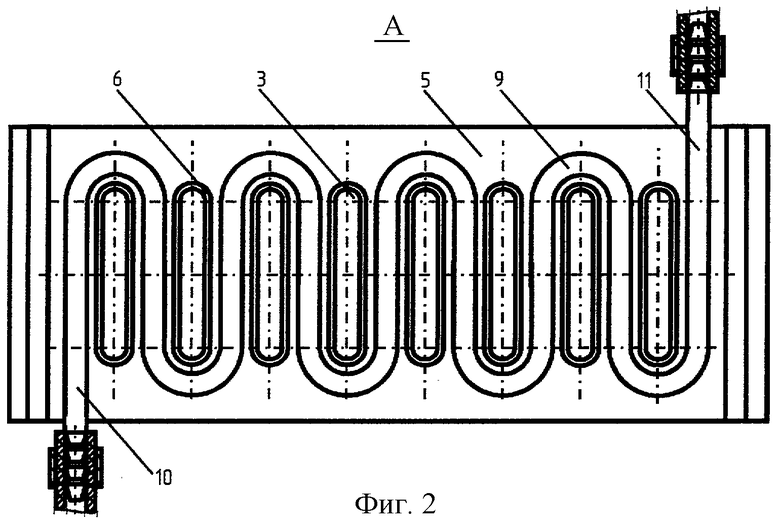
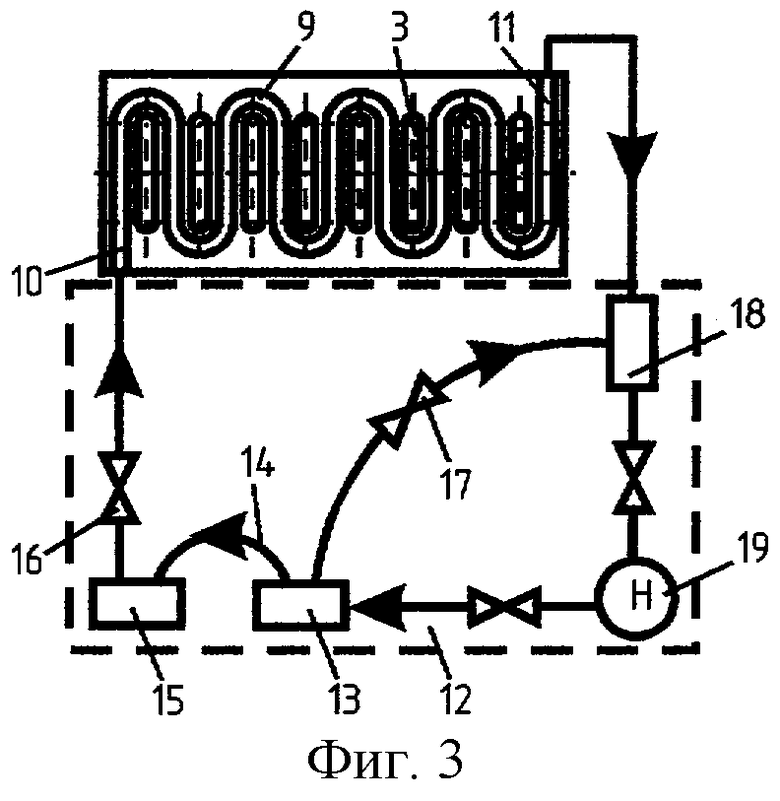
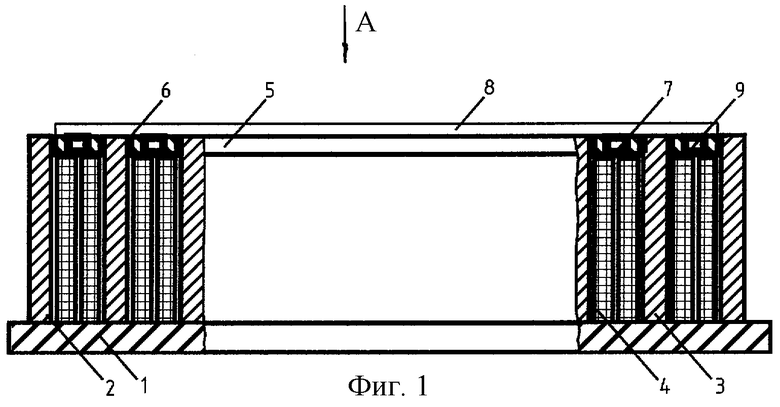
Сущность заявляемого объекта поясняется чертежами, где изображено магнитное приспособление: на фиг.1 - общий вид, на фиг.2 - вид А фиг.1; на фиг.3 - система охлаждения.
Магнитное приспособление имеет основание 1, к которому винтами крепится корпус 2 с окнами, в которые вставлены сердечники 3. На каждом сердечнике 3 смонтирована электромагнитная катушка 4. На корпус 2 установлена опорная магнитная плита 5 с окнами, в которые вставлены сердечники 3, отделенные от опорной магнитной плиты 5 заливкой 6 из немагнитного сплава для их изолирования. Между плитой 5 и корпусом 2 установлена прокладка 7 с низким коэффициентом теплопроводности для теплоизоляции и уменьшения охлаждающего эффекта на корпус 2 и катушки 4, что позволяет увеличить теплоотвод от обрабатываемой детали 8 и корпуса 2.
На рабочей поверхности опорной магнитной плиты 5 между окнами выполнена в виде плоской спирали канавка, в которой установлен змеевик 9 прямоугольного сечения. Сверху змеевик 9 и сердечники 3 прошлифовываются вместе с опорной магнитной плитой 5 для получения ровной зеркальной плоскости, повышающей точность базирования обрабатываемой детали 8. Причем рабочая площадь опорной плиты 5 и площадь змеевика 9 по зеркальной плоскости выбираются из условия надежного крепления детали. По змеевику 9 протекает хладагент, поступающий из патрубка 10 и вытекающий из патрубка 11. Концы патрубков 10, 11 соединены с холодильной камерой 12. Охлаждение обрабатываемой детали 8 с установочной стороны осуществляется посредством подачи хладагента по змеевику 9 из герметичной холодильной камеры 12, расположенной в нижней части станины шлифовального станка и работающей от сети переменного тока. Холодильная камера 12 состоит из генератора с электрическим нагревательным элементом 13, нагнетательной трубки 14, конденсатора 15, регулирующих вентилей 16, 17, накопителя 18, насоса 19. Наличие замкнутой циркуляции хладагента создает условия для отсутствия его потерь и уменьшения расхода, и позволяет резко снизить температуру в зоне резания.
Работает приспособление следующим образом.
После установки обрабатываемой детали 8 на зеркальную плоскость опорной магнитной плиты 5, сердечников 3 и змеевика 9 на корпус 2 подается напряжение в электромагнитные катушки 4. Подключение электромагнитных катушек к источнику питания осуществлено таким образом, что все сердечники 3 с катушками 4 имеют одинаковую полярность. Магнитные силовые линии замыкаются через обрабатываемую деталь 8, притягивая ее к опорной магнитной плите 5, для дальнейшей обработки. При обработке деталь нагревается. Поэтому одновременно с подачей напряжения включается холодильная камера 12, за счет которой хладагент, протекающий по змеевику 9, охлаждается. В генераторе 13, в котором смонтирован электрический нагревательный элемент, кипит обогащенный хладагент. В результате кипения давление паров хладагента повышается до давления конденсации. Пары хладагента из генератора 13 холодильной камеры 12 по нагнетательной трубке 14 поступают в конденсатор 15, где охлаждаются и конденсируются при высоком давлении. В регулирующем вентиле 16 хладагент дросселируется, т.е. понижается его давление и температура, и он поступает по патрубку 10 в змеевик 9 опорной магнитной плиты 5. В змеевике 9 хладагент расширяется, кипит и постепенно превращается в пар, поглощая при этом тепло от стенок змеевика 9 и плиты 5, на которой расположена обрабатываемая деталь 8. Образующиеся при этом пары хладагента через всасывающий патрубок 11 поступают в накопитель-абсорбер 18 со слабым раствором хладагента, поступающим из генератора 13 через регулирующий вентиль 17. Слабый раствор хладагента в накопителе-абсорбере 18 поглощает пары хладагента, при этом образуется его концентрированный раствор, который насосом 19 подается в генератор 13. Далее холодильный цикл повторяется. После отключения напряжения в электромагнитных катушках 4 одновременно отключается холодильная камера 12, и обработанная деталь 8 снимается с магнитного приспособления. Благодаря тому, что змеевик 9, имеющий форму прямоугольного сечения и контактирующий с установочной поверхностью детали 8 и пазами корпуса 2 большей площадью, позволяет увеличить эффект охлаждения и равномерность охлаждения по всей установочной поверхности детали 8. Теплоизоляционная прокладка 7, установленная между корпусом 2 и опорной магнитной плитой 5, позволяет повысить теплоотвод от обрабатываемой детали 8 и предотвратить нагрев корпуса 2 и приспособления в целом. Для лучшего охлаждения обрабатываемой поверхности детали 8 на нее может дополнительно подаваться поливом смазочно-охлаждающая жидкость из системы станка.
Применение данного магнитного приспособления позволяет повысить надежность автоматического крепления детали, снизить величину тепловой деформации детали типа пластин за счет интенсификации теплоотвода от обрабатываемой детали через установочную поверхность, в результате повышается точность обработки и улучшается качество обрабатываемых деталей.
Источники информации
1. № 1220712, В 23 Q 3/15. Магнитная плита. 1986 г.
2. № 867598, В 23 Q 3/15. Магнитная плита. 1981 г. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитная плита | 1979 |
|
SU867598A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕГО ШЛИФОВАНИЯ АБРАЗИВНОЙ БЕСКОНЕЧНОЙ ЛЕНТОЙ | 1995 |
|
RU2108224C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ПЛОСКОГО ШЛИФОВАНИЯ | 1996 |
|
RU2095227C1 |
| БЫТОВОЙ ХОЛОДИЛЬНЫЙ ПРИБОР С ПОДВИЖНЫМ КОНДЕНСАТОРОМ | 2016 |
|
RU2626944C1 |
| Способ магнитно-абразивной обработки кромок деталей | 1984 |
|
SU1284799A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 1972 |
|
SU429925A1 |
| СИСТЕМА МИШЕНЕЙ УСТРОЙСТВА ДЛЯ ГЕНЕРАЦИИ РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ ЭЛЕКТРОННО-ЛУЧЕВОГО КОМПЬЮТЕРНОГО ТОМОГРАФА С ДВОЙНЫМ ИСТОЧНИКОМ ИЗЛУЧЕНИЯ, УСТРОЙСТВО ДЛЯ ГЕНЕРАЦИИ РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ И ЭЛЕКТРОННО-ЛУЧЕВОЙ СКАНЕР НА ЕГО ОСНОВЕ | 2023 |
|
RU2811066C1 |
| Электромагнитная плита | 1977 |
|
SU727398A1 |
| Электромагнитная плита | 1977 |
|
SU973294A1 |
| Способ шлифования плоских поверхностей | 1988 |
|
SU1579730A1 |
Изобретение относится к обработке материалов резанием и может быть использовано для закрепления сплошных деталей типа пластин из магнитных материалов на металлорежущих станках. Магнитное приспособление содержит основание с расположенным на нем корпусом с окнами, сердечники с электромагнитными катушками, размещенные в окнах корпуса, и систему охлаждения. При этом на корпусе установлена опорная магнитная плита с окнами для размещения сердечников, на рабочей поверхности которой между окнами выполнена канавка в виде плоской спирали. В последней расположен змеевик прямоугольно сечения, а между корпусом и опорной магнитной плитой установлена теплоизоляционная прокладка. Использование изобретения повышает эффективность обработки плоских поверхностей изделий за счет увеличения теплоотвода от обрабатываемого изделия. 3 ил.
Магнитное приспособление, содержащее основание, на котором расположен корпус с окнами, сердечники с электромагнитными катушками, размещенные в окнах корпуса, и систему охлаждения, отличающееся тем, что оно снабжено установленной на корпусе опорной магнитной плитой с окнами для размещения сердечников, на рабочей поверхности которой между окнами выполнена канавка в виде плоской спирали, в которой расположен змеевик прямоугольно сечения, а между корпусом и опорной магнитной плитой установлена теплоизоляционная прокладка.
| Магнитная плита | 1979 |
|
SU867598A1 |
| Магнитная плита | 1982 |
|
SU1042948A1 |
| Магнитная плита | 1990 |
|
SU1798107A1 |
| Электромагнитная плита | 1976 |
|
SU593892A1 |
| WO 8605429 А, 25.09.1986 | |||
| Шестеренная реверсивная гидромашина | 1988 |
|
SU1576725A1 |

