Изобретение относится к области чистовой ма гнитно-абразив:ной обработки .плоских деталей типа диафрагм, дисков трения и может быть использовано на финишных операциях в механообрабатывающем произ1В ОДСтве отрасли или других отраслях народного хозяйства.
Известный плоскополировальный магнитно-абразивный станок имеет стол, помещенный между вращающимися сердеччиками .магнитной системы, и направляющие.
Этот стадак имеет низкую производительность из-за отсутствия конструктивной взаимосвязи между отдельными узлами. Кроме того, о:н не (позволяет одновременно Обрабатывать несколько деталей и интенсифицировать процесс .резания частица ми магнитно-абразввного порощка.
Цель изобретения - повышение производительности.
Цель достигается тем, что в известном плоскополировальном .магнитно-а-бразивном станке, содержащем стол, помещенный между вращающимися сердечниками магнитной системы, и направляющие, стол установлен с возможностью вращения и размещен на плите, причем плита соединена с приводом ооцилля.ции и установлена на подвижных в осевом напра;влении горизонтальных ;направляющих, на которых жестко закреплена магнитная система.
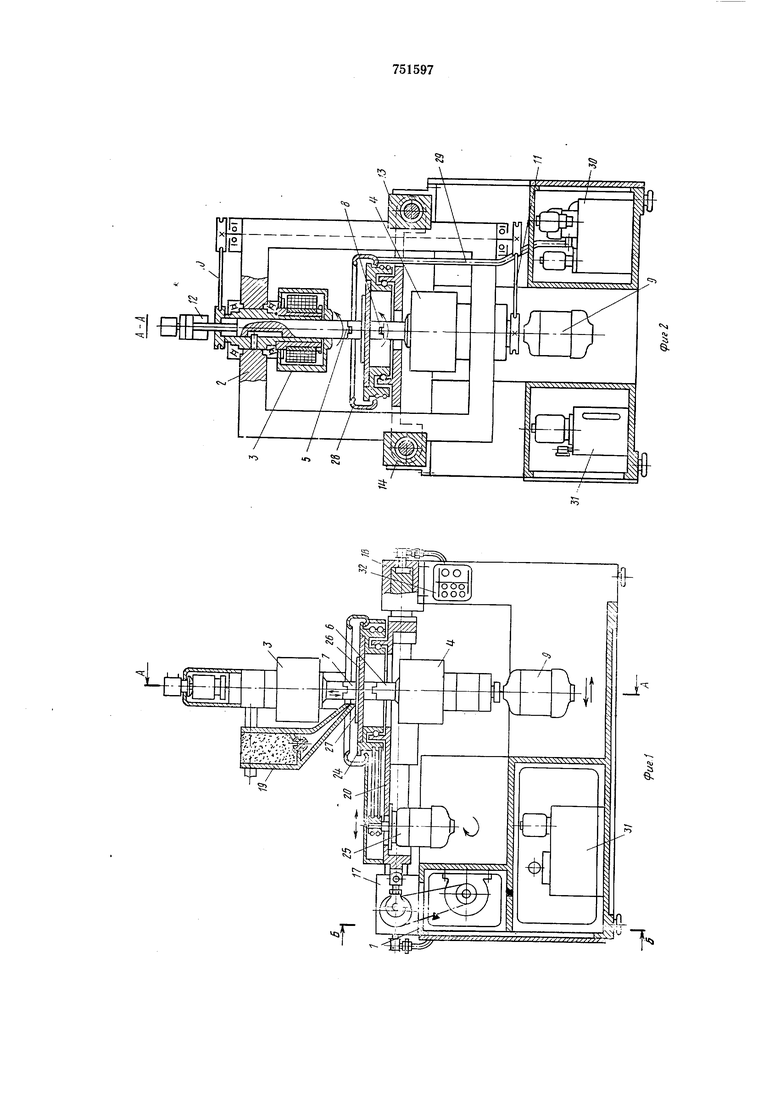
На фиг. 1, 2, 3, и 4 изображена .конструкция предлагаемого станка-полуавтомата.
Станок состоит из станины V, -на которой смонтированы магнитная система, основным элементо.м которой является магнитопровод 2 с двумя неподвижно закрепленными на нем внутри электромагнитными катушками 5, 4 и их сердечниками 5, 6, на которых
10 (крепятся Полюсные наконечники 7, 8. Сердечники 5 и 6 с полюсными наконечниками 7, 8 имеют возможность синхронно вращаться вокруг своих осей от электродвигателя 9 посредством клиноременных передач 10, Л, а сердечник 5 имеет (возможность вертикально перемещаться от вращающегося гидроцилиндра 12.
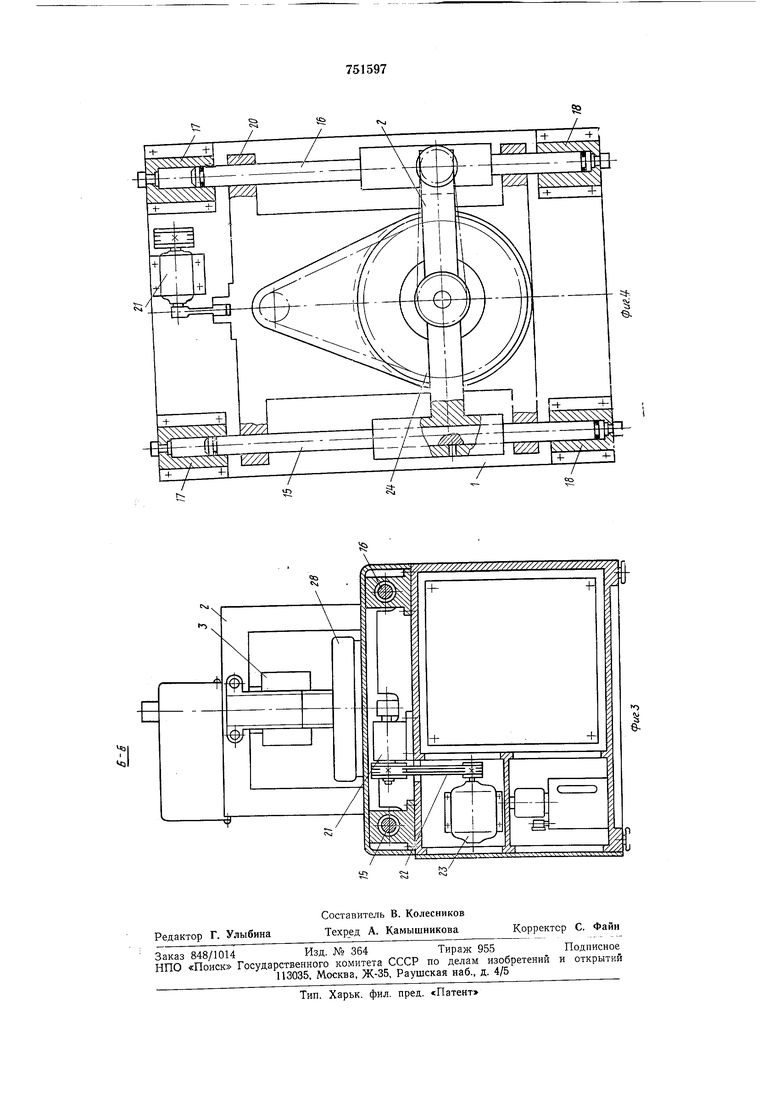
Вся магнитная система имеет возмож20ность продольного перемещения, поскольку жестко скреплена посредствоМ колодок 13, 14 с двумя цилиндрическими направляющими 15 и 16, являющимися одновременно и поршнями 4-х гидрондалиндров 17, 18, попарно укрепленных на станине 1.
На магнитопроводе 2 укреплен бункердозатор 19 для Магнитно-абразивного порощка.
На направляющих 15 и 16 смонтирована 30 тяга осцилляции 20, выполненная в виде
плиты и осциллирующая ло ним ют узла осцилляции 2.1, который приводится в движение через клннорбменную ле/редачу 22 от электро-привода 23, укрепленного на станине /.
На тя.ге осцилляции (плите) 20 смонтирован стол 24, имеющий возможность вращаться от электропривода 25, закрепленного на плите 20.
Средняя часть ютола 24 полая, сверху закрыта проставкой 26, изготовленной из нем.аглитвого .материала. Нижней своей частью иростакка 26 ка-сается полюсного наконечника 5, а .между ее верхней плоскостью и полюсным НИКОИечни1ком 7 имеется воздушный зазор для закрепления обрабатываемых деталей 27 и заполнения обрабатываемым порошком. Вращающийся стол 24 огражден кольцевым кожухом 28, укрепленным неподвижно ,на плите 20 и являющимся одновременно емкостью для сброса в нее отработанного порошка и СОЖ- Указанная емкость соединена шлангом 29 с магнитным сепараторам насосной установки 30.
Внутри станка помещена гидростанция 31 для прИ1аода поршней 15 и il6 и сердечника 5.
Вся контрольно-регулирующая гидро- и электроаппаратура (не показана) .размещена iBO .внутренних отсеках станка. Управление станкам осуществляется посредством стульта управления 32, закрепленного на станине i/.
СтаноК может работать как в наладочном, так и в автсиматическом режиме.
Работа станка в ашто-матическом режиме происходит в следующем порядке.
Перед пуском стайка все элементы рабочих механизмов должны быть IB исходном положении.
Обрабатываемые детали 27 устанавливаются на поверхности простааки 26.
-На пульте упр-авления 32 нажимается кнопка «Пуск, после чего включается гидростанция ,/ и гидроцилиндр 12, Который опускает полюсный наконечник 7 вниз, оставляя между его нижним торцом и обрабатываемыми иоверхностями деталей 27 определенный зазор; подается ток в электромагнитные Катушки 3, -4. После включения -последних, IB рабочем зазоре возникает
мапнитный поток и определенная порция порошка из бункер.а-дозатора 19 подается в рабочий зазор и заполняет его; включаются одновременно электроприводы 9, 23, 25 и
насосной установки 30, а также иопеременно включаются гидроцилиндры J7, 18. При этом обрабатываемые детали начинают вращаться и осциллировать, полюсные наконечники 7 и 5 синхронно вращаться и
смещаться от центра рабочего стола, где закреплены обрабатыВаемые детал:и 27, к периферии стола и обратно, увлекая за собой обрабатывающий порошок, смачиваемый ООЖ, котО)рая затем сливается в емкость
кожуха 23 и далее по шлангу 29 в ба,к насосной установки 30, т. е. происходит обработка верхних поверхностей детали 27.
По истечении времени обработки включаются одновременно электроприводы 9, 23,
25 и насосной установки 30, электромагнитные катушки 3 и 4, гидроцилиндры 17, 18; включается гидроцилиндр 12, вследствие чего прекращается вращение и осцнллирование деталей 27 ,и подача ООЖ, прекращается вращение и горизонтальное перемещение .полюсных .наконечников 7 и 5; уменьшается и затем прекращается магнитный noToiK в рабочем заз10ре и полюсный наконечник 7 поднимается в.верх.
Обрабатываемые детали 27 открепляются и снимаются. Затем детали снова загружаются и ЦИ1КЛ обработки л«втаряется.
Формула изобретения
Плоскополировальный Магнитно-абразивный станок, содержащий стол, помещенный между вращающимися сердечниками магнитной системы, и направляющие, отл и ч а ю щ и и с я тем, что, с целью повышения производительности, стол у становлен с возможностью вращения и размещен на .плите, причем плита соединена с приводом осцилляции и установлена на подвижных в осевом направлении горизонтальных направляющих, на которых жестко закреплена магнитная система.
Источник .информации, принятый во внимание при экспертизе:
1. Коновалов Е. Г. Основы электро-феррома.гнитной обработки. Минск, 1974, с. 119-121 (црототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки деталей магнито-абразивным порошком | 1977 |
|
SU776889A1 |
| Станок для магнитно-абразивной обра-ботки | 1974 |
|
SU509412A1 |
| Устройство для магнитно-абразивной обработки | 1984 |
|
SU1234167A1 |
| Устройство для магнитно-абразивной обработки | 1983 |
|
SU1143578A1 |
| Способ магнитно-абразивной обработки | 1988 |
|
SU1585124A1 |
| Вертикальный многошпиндельный станок | 1983 |
|
SU1135615A1 |
| Установка для нанесения покрытий ферромагнитными порошками | 1978 |
|
SU742119A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1973 |
|
SU396254A1 |
| Роторный станок для магнитно-абразивной обработки | 1991 |
|
SU1813613A1 |
| Устройство для магнитно-абразивной обработки | 1990 |
|
SU1815185A1 |