Изобретение относится к станкостроению, а именно к устройствам для ограждения зоны резания, преимущественно станков с числовым программным управлением.
Целью изобретения является повышение удобства эксплуатации за счет увеличения степеней свободы подвижного элемента кожуха и улучшения условий обработки за счет возможности подачи СОЖ в рабочую зону.
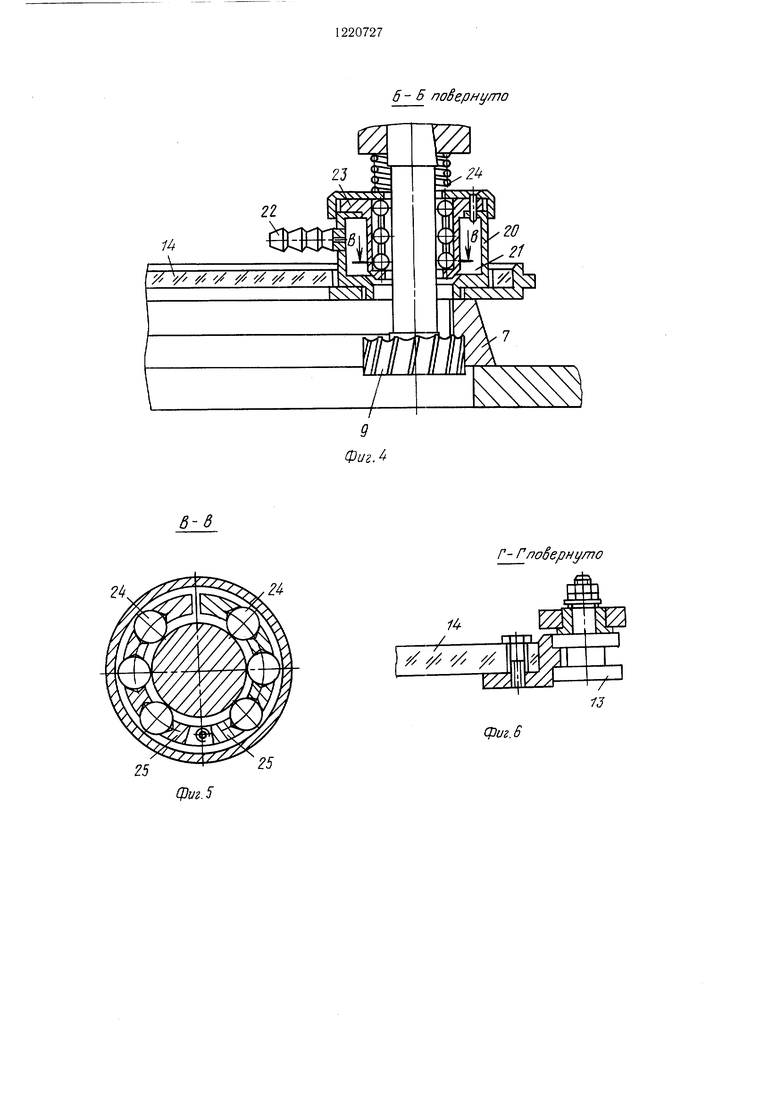
обработки. В крышке 14 размещена втулка 20, внутри которой с образованием полости 21 для подачи СОЖ через щтуцер 22 установлена дополнительная втулка 23. Внутри втулки 23 размещены шарики 24, установленные в сепараторе 25, выполненном из двух частей в виде шарнирно связанных между собой полуцилиндров. Втулки 20 и 23 установлены с зазорами между торцовыми поверхностями, обраНа фиг. 1 изображено в плане за- ю щенными к кожуху для подачи СОЖ из
щитное ограждение для станка с ЧПУ в позиции обработки; на фиг. 2 - то же, в позиции загрузки; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - разрез В--В на фиг. 4; на фиг. 6 - разрез Г-Г 15 на фиг. 1; на фиг. 7 - разрез Д-Д на фиг. 3; на фиг. 8 - разрез Е-Е на фиг. 2; на фиг. 9 - разрез Ж--Ж на фиг. 8; на фиг. 10 - разрез 3-3 на фиг. 9.
Защитное ограждение включает кожух 1, сварной корпус которого имеет проем, образованный отверстием 2 и склизами 3. Корпус кожуха 1 используется для монтажа двущнекового транспортера 4 с приво20
полости 21 в зону обработки. Втулка 23 устанавливается на цилиндрической части оправки фрезы 9, при этом во время монтажа части сепаратора поворачиваются ввиду того, что диаметр цилиндрической части оправки фрезы 9 меньще диаметров фрезы и конической части оправки. Пружина установлена на оправке фрезы 9 и осуществляет постоянный контакт втулки 20 с крыщкой 14.
Устройство работает следующим образом.
В исходном положении обрабатываемое изделие 7 зажимается призмами 6 на кожухе .1, а его отверстие не полностью перекрывается крыщкой 14. При этом центр изделия 7 совмещен с центром
дом 5 для удаления стружки из зоны 25 невращающейся фрезы 9, зубья которой
резания, призмы 6 для зажатия обрабатываемого изделия 7 и механизма, ограждающего проем.
Обрабатываемое изделие 7 имеет отверстие, которое выставляется соосно с отвыставлены относительно обрабатываемой поверхности.
Согласно программе работы станка с ЧПУ включаются приводы вращения фрезы, подачи СОЖ и перемещения стола 10, при
40
верстием 2 при зажатии изделия призмы 6. 30 перемещении которого обрабатываемая по- Кожух 1 выставлен щпонками 8 относи- верхность изделия 7 соприкасается с фрезой 9. тельно оси режущего инструмента, напри- При подходе обрабатываемой поверхности к мер фрезы 9, закреплен на столе 10 станка, который соверщает перемещение по трем координатам: X, У, Z с помощью соответствующих программ.
На кожухе 1 с помощью щарнира 11, имеющего расположенные во временно перпендикулярных плоскостях оси, закреплена скоба 12 с опорными элементами, выполненными в виде роликов 13, расположенными по окружности, в которых установлена с возможностью поворота крышка 14, выполненная в виде диска из прозрачного материала, которая закрывает при обработке отверстие кожуха 1.
Одна из осей щарнира 11, вокруг 45 щарнира 11 обеспечивает гарантированное которой осуществляется подъем крышки 14, закрытие отверстия изделия, что препятству- выполнена в виде подпружиненных конусов 15, расположенных во втулке 16, скосы которых находятся в конических отверстиях подвижной рамки 17 и во втулках проушин вала 18. Движение рамки 17 относительно проушин осуществляется вращением винта 19. При вращении вокруг вала 18 происходит поворот крыщки 14
фрезе 9 и в процессе обработки изделия 7 осуществляется поворот скобы 12 вокруг оси вала 18 и крыщки 14 по ро- 35 ликам 13. Поворот скобы 12 и крыщки 14 - результат соответствующего перемещения вертикальной оси вала 18 со столом 10 относительно нарушенной поверхности втулки 20. Этот поворот обеспечивает закрытие крыщкой 14 отверстия изделия 7 в продолжении всей обработки.
В процессе обработки изделия 7 стол 10 совершает перемещение по двум осям X и У, а соответствующий выбор размеров крышки 14, скобы 12 и координат установки
ет выходу стружки из зоны обработки.
Подводимая через штуцер 22 СОЖ заполняет полость между втулками 20 и 23, а затем выливается наружу через кольце- 50 вой зазор на зубья фрезы 9 и охлаждает нагретый от оправки сепаратор 25.
Стружка скалывания, образующаяся при фрезировании, ударяясь в крышку 14 и о внутреннюю поверхность изделия 7, зависает на склизах 3, откуда СОЖ смывается на вращающиеся от привода 5 щнеки транспортера 4 и удаляется из зоны резания. После окончания фрезерования
в плоскости, параллельной плоскости отверстия в кожухе I. Диаметр крышки 14 выполнен несколько больше размеров обрабатываемого изделия 7, что гарантирует закрытие отверстия изделия в процессе
обработки. В крышке 14 размещена втулка 20, внутри которой с образованием полости 21 для подачи СОЖ через щтуцер 22 установлена дополнительная втулка 23. Внутри втулки 23 размещены шарики 24, установленные в сепараторе 25, выполненном из двух частей в виде шарнирно связанных между собой полуцилиндров. Втулки 20 и 23 установлены с зазорами между торцовыми поверхностями, обращенными к кожуху для подачи СОЖ из
полости 21 в зону обработки. Втулка 23 устанавливается на цилиндрической части оправки фрезы 9, при этом во время монтажа части сепаратора поворачиваются ввиду того, что диаметр цилиндрической части оправки фрезы 9 меньще диаметров фрезы и конической части оправки. Пружина установлена на оправке фрезы 9 и осуществляет постоянный контакт втулки 20 с крыщкой 14.
Устройство работает следующим образом.
В исходном положении обрабатываемое изделие 7 зажимается призмами 6 на кожухе .1, а его отверстие не полностью перекрывается крыщкой 14. При этом центр изделия 7 совмещен с центром
невращающейся фрезы 9, зубья которой
выставлены относительно обрабатываемой поверхности.
Согласно программе работы станка с ЧПУ включаются приводы вращения фрезы, подачи СОЖ и перемещения стола 10, при
перемещении которого обрабатываемая по- верхность изделия 7 соприкасается с фрезой 9. При подходе обрабатываемой поверхности к
перемещении которого обрабатываемая по- верхность изделия 7 соприкасается с фрезой 9. При подходе обрабатываемой поверхности к
щарнира 11 обеспечивает гарантированное закрытие отверстия изделия, что препятству-
фрезе 9 и в процессе обработки изделия 7 осуществляется поворот скобы 12 вокруг оси вала 18 и крыщки 14 по ро- ликам 13. Поворот скобы 12 и крыщки 14 - результат соответствующего перемещения вертикальной оси вала 18 со столом 10 относительно нарушенной поверхности втулки 20. Этот поворот обеспечивает закрытие крыщкой 14 отверстия изделия 7 в продолжении всей обработки.
В процессе обработки изделия 7 стол 10 совершает перемещение по двум осям X и У, а соответствующий выбор размеров крышки 14, скобы 12 и координат установки
5 щарнира 11 обеспечивает гарантированное закрытие отверстия изделия, что препятству-
ет выходу стружки из зоны обработки.
Подводимая через штуцер 22 СОЖ заполняет полость между втулками 20 и 23, а затем выливается наружу через кольце- 0 вой зазор на зубья фрезы 9 и охлаждает нагретый от оправки сепаратор 25.
Стружка скалывания, образующаяся при фрезировании, ударяясь в крышку 14 и о внутреннюю поверхность изделия 7, зависает на склизах 3, откуда СОЖ смывается на вращающиеся от привода 5 щнеки транспортера 4 и удаляется из зоны резания. После окончания фрезерования
обратной последовательности стола 10 устройство возвращается в исходное положение и цикл повторяется.
При перемещении стола 10, когда провыключаются приводы вращения фрезы 9 и подачи СОЖ, при этом вследствие перемещения стола 10 фреза 9 вновь занимает исходное положение, а при опускании стола 10 по оси фреза выходит,.,,,. ....., .c ,и, и.д ири- из отверстия изделия 7. При опускании 5 грамма ЧПУ составлена неправильно (настола 10 фреза 9 упирается в крыщку 14пример, ход стола больще диаметра крыщи поворачивает скобу 12 вокруг конусов 15,ки 14), втулки 16, движущиеся со стоприподнимает крыщку 14 над обработаннымлом 10, упираются в конуса 15, которые,
изделием 7. По следующей команде авто-перемещаясь во втулках 16, сжимают матики стол 10 выводит скобу 12 с крыщ- ю пружину и выходят из взаимоде-йствия с
кой 14 в позицию загрузки, освобождаяпроушинами. Это нарушает взаимосвязь
зону для обслуживания обработанногодвижущегося вала 18 со скобой 12 и
изделия. Затем с помощью перемещения впредотвращает поломку ограждения.
обратной последовательности стола 10 устройство возвращается в исходное положение и цикл повторяется.
При перемещении стола 10, когда про,.,,,. ....., .c ,и, и.д ири- грамма ЧПУ составлена неправильно (на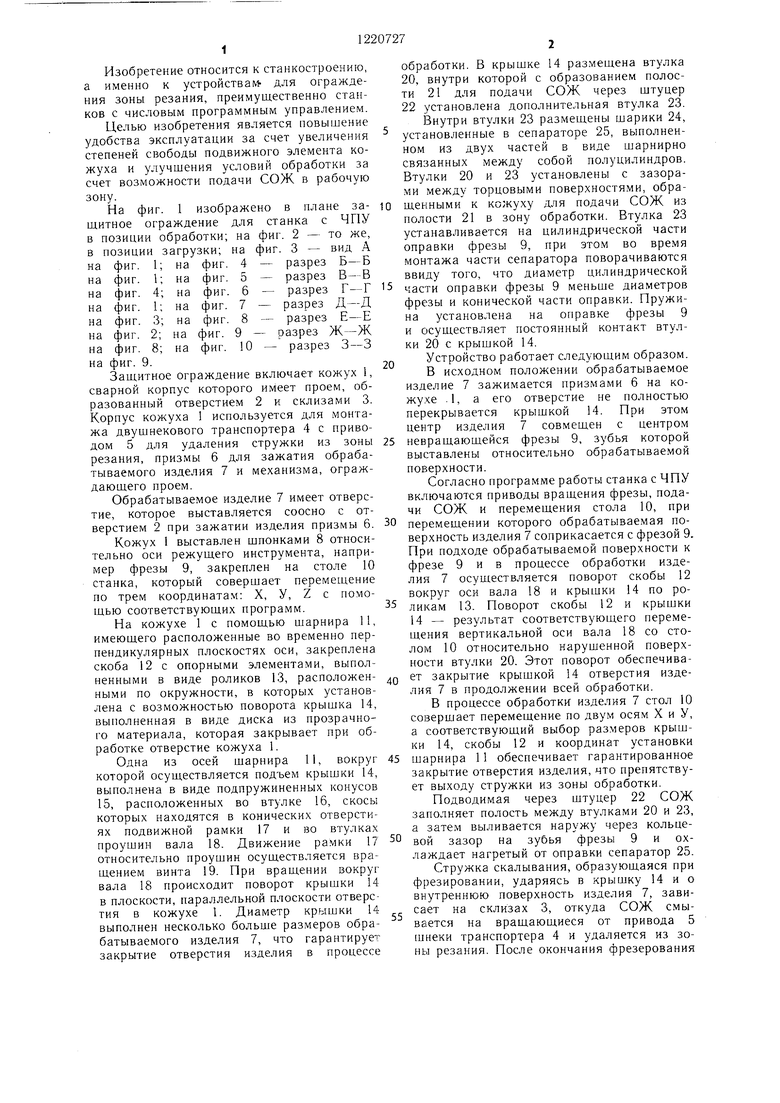

| название | год | авторы | номер документа |
|---|---|---|---|
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088381C1 |
| Устройство для закрепления деталей | 1987 |
|
SU1484552A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2013 |
|
RU2571553C2 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169642C2 |
| Устройство для удаления пыли и стружки из зоны резания станка | 1985 |
|
SU1222499A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛОСОВОГО ШПОНА | 1995 |
|
RU2064862C1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ГИБРИДНОЙ КИНЕМАТИКОЙ | 2013 |
|
RU2572112C2 |
| МНОГОЦЕЛЕВОЙ ПОРТАЛЬНЫЙ СТАНОК | 1995 |
|
RU2088384C1 |


6- Б noSepHymo 7ir
Г- Глоёернуто
2
2
/4
т
/ // У/ //
/
13
фш.6
Фиг. 7 Е - Е поёернуто
Фиг. 9
Ж
Редактор Н. Горват Заказ 1513/8
ВНИИПИ Государственного комитета СССР
по делам нзобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
Составитель Ф. Майоров Техред И. ВересКорректор Е. Рошко
Тираж 826Подписное
| Устройство для удаления стружки из зоны резания на деревообрабатывающем станке | 1977 |
|
SU643327A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
