2. Устройство по п.1, отличающееся тем, что размещен-- ный в нагревательной камере конец штыря, соединенного с источником
1
И зобретение относится к обработке металлов давлением, в частности к конструкциям штамповых блоков для горячего изотермического деформирования малопластичных и труднодефор- мируемых сплавов в мелкосерийном производстве.
Целью изобретения является повышение стойкости теплозащитного кожуха.
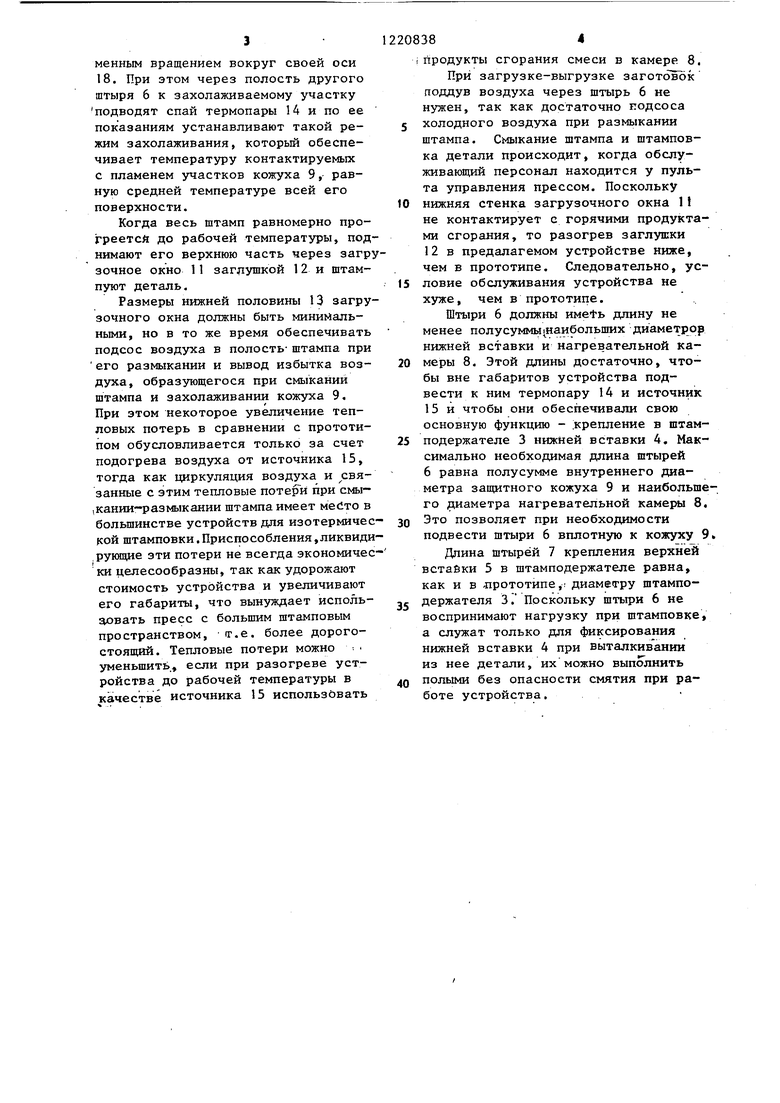
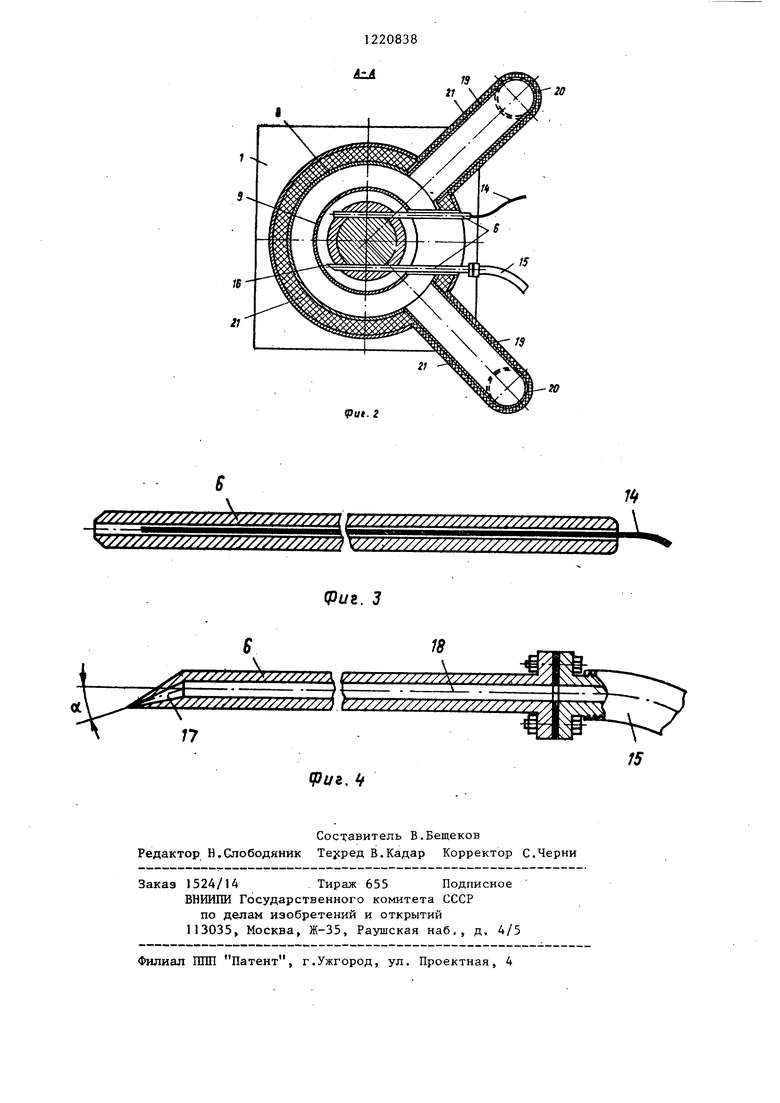
На фиг.1 представлено устройство общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - стержень с термопарой; на фиг.4 - стержень с соп- лом.
Устройство содержит нижнее основание 1, установленное на столе пресса, верхнее основание 2, крепящееся к подвижной траверсе пресса, штамподержатели 3, размещенные на основаниях 1 и 2, рабочие нижнюю 4 и верхнюю 5 вставки, крепящиеся к штамподержателям 3 с обоих боков цилиндрическими штырями.6 и 7. Меж- ду основаниями 1 и 2 расположена нагревательная камера 8 с цилиндрическим защитным кожухом 9, охваты- вающим штамп по периметру и разделяющим полости штампа и камеры 8. В наружные стенки камеры 8 с противоположных сторон вмонтированы загрузочное окно и газовая горелка 10 Загрузочное окно состоит из двух половин, в верхней 11 из которых размещена заглушка 12, а в нижней 13 - концы штырей 6 крепления нижней вставки 4. Штыри 6 выполнены полыми В одном из них расположена с возможностью осевого перемещения термопара 14 (фиг.З), спай которой находится в полости штампа. Полость другого штыря 6 соединена с источником 15 подачи газа. При необходимости противоположный конец штыря 6 имеет сопло 16, ось которого 1.7 расположена под острым углом )L к оси 18
;подачи газа, снабжен соплом, .ось канала которого расположена под острым углом к оси штыря.
5 -
0
5
штыря 6 (фиг.4). По обеим сторонам загрузочного окна на одном уровне с горелкой 10 к полости камеры примыкают два борова 19 и 20Лфиг.) для удаления продуктов сгорания. Изотермические условия штамповки поддерживаются системой теплозаш51ты 21 . Для снижения потерь тепла/при размыкании штампа пpeдycмoтpeнJ тепловой затвор 22.
. Устройство работает следующим образом.
Путем сжигания в горелке 10 смеси природного газа с воздухом при режиме дутья, определяемом неравенством
0,5 R, 10,
где R - критерий Рейнольдса, устройство нагревают до рабочей тем-: пературы, отводя продукты сгорания через борова 20 и 19 в атмосферу. При этом взаимное расположение боровов 19,20 и горелки 10 обусловливает за кожухом 9 обширную параболообраз- ную зону турбулентного отрыва, в результате чего обе половины 11, 13 загрузочного окна и заглушка 12, раз- ещенные в этой зоне, нагреваются ;менее интенсивно, .чем остальные , /части устройства.. Вместе с тем участки кожуха 9, расположенные напротив горелки 10, нагреваются от факела пламени до более высокой температуры, что предопределяет преждевременное прогорание кожуха 9 в этих местах. С целью устранения указанного недостатка, эти участки от источника 15 через полый штырь 6 охлаждают, к примеру, воздухом заводской пнев- мосети.
Если необходимо скорректировать направление струи воздуха из штыря 6, на его конец насаживают под углом к его оси 18 сопло 16. Корректировку осуществляют продольным перемещением этого штыря 6 в пазах штампо- .держателя 3 и вставки 4 с одновременным вращением вокруг своей оси 18. При этом через полость другого штыря 6 к захолаживаемому участку
подводят спай термопары 14 и по ее показаниям устанавливают такой ре- жим захолаживания, который обеспечивает температуру контактируемых с пламенем участков кожуха 9, равную средней температуре всей его поверхности.
Когда весь штамп равномерно про- греетсй до рабочей температуры, поднимают его верхнюю часть через загрзочное окно 11 заглушкой 12 и штампуют деталь.
Размеры нижней половины 13 загрузочного окна должны быть минимальными, но в то же время обеспечивать подсос воздуха в полость- штампа при
его размыкании и вывод избытка воз- духа, образующегося при смыканий штампа и захолаживании кожуха 9, При этом некоторое увеличение тепловых потерь в сравнении с прототипом обусловливается только за счет подогрева воздуха от источника 15, тогда как циркуляция воздуха и связанные с этим тепловые потери при смы-
,кании-размыкании штампа имеет меСто в большинстве устройств для изотермичес кой штамповки.Приспо со бления,ликвиди рующие эти потери не всегда экономичес ки целесообразны, так как удорожают стоимость устройства и увеличивают его габариты, что вынуждает исполь- зовать пресс с большим штамповым пространством, т.е. более дорогостоящий. Тепловые потери можно уменьшить, если при разогреве устройства до рабочей температуры в качестве источника 15 использовать
i продукты сгорания смеси в камере 8.
При загрузке-выгрузке заготовок поддув воздуха через штырь 6 не нужен, так как достаточно подсоса холодного воздуха при размыкании штампа. Смыкание штампа и штамповка детали происходит, когда обслуживающий персонал находится у пульта управления прессом. Поскольку нижняя стенка загрузочного окна 1I не контактирует с горячими продуктами сгорания, то разогрев заглушки 12 в предалагемом устройстве ниже, чем в прототипе. Следовательно, условие обслуживания устройства не хуже, чем в прототипе. ,
Штыри 6 должны имефь длину не менее полусуммы наибольших диаметрор нижней вставки и нагревательной камеры 8. Этой длины достаточно, чтобы вне габаритов устройства подвести к ним термопару 14 и источник 15 и чтобы они обеспечивали свою основную функцию - ;креш1ение в штам- подержателе 3 нижней вставки 4, Максимально необходимая длина штырей 6 равна полусумме внутреннего диаметра защитного кожуха 9 и наибольшего диаметра нагревательной камеры 8, Это позволяет при необходимости подвести штыри 6 вплотную к кожуху 9
Длина штырей 7 крепления верхней встайки 5 в штамподержателе равна, как и в лрототипе, диаметру штампо- держателя 3. Поскольку штьфи 6 не воспринимают нагрузку при штамповке, а служат только для фиксирования нижней вставки 4 при выталкивании из нее детали, их можно выполнить полыми без опасности смятия при работе устройства,
PUI. 2
AzA
го
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изотермической штамповки | 1983 |
|
SU1107946A1 |
| Устройство для изотермического деформирования | 1983 |
|
SU1140869A1 |
| Устройство для изотермического деформирования | 1986 |
|
SU1349862A1 |
| Устройство для изотермической штамповки | 1981 |
|
SU1028410A1 |
| Штамп для изотермической штамповки | 1987 |
|
SU1524961A1 |
| Устройство для изометрического дефор-МиРОВАНия | 1974 |
|
SU806225A1 |
| Штамповый блок для изотермической штамповки | 1981 |
|
SU1006013A1 |
| ШТАМПОВЫЙ БЛОК ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ | 2011 |
|
RU2464120C1 |
| БЛОК НАГРЕВА ШТАМПОВ ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2011 |
|
RU2464172C1 |
| Устройство для изотермической штамповки | 1989 |
|
SU1660822A1 |

777/777777////7У/7/ /7///7// У////////////////////7///////////.
Фиг. 3
I
77/7/777
77/7/ 77/ /7//77///7} 1Г/У7//7//777/77//7/////7
Л
18
77/7/777
15
(риг, fy
Составитель В.Бещеков Редактор Н.Слободяник TejcpeA В.Кадар Корректор С.Черни
.-.--.--«- - --------- - -------- - -
Заказ 1524/14 . Тираж 655 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д, 4/5
Филиал ШШ Патент, г.Ужгород, ул. Проектная, 4
| Устройство для изотермической штамповки | 1983 |
|
SU1107946A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
