Изобретение относится к неразрушающему контролю и может быть ис пользовано при ультразвуковом контроле сварных швов и материалов с крупнодендритной структурОйо
Цель изобретения - расширение функциональных возможностей за счет контроля сварных швов изделий с крупнодендритной структурой
На чертеже показана схема реализации способа ультразвукового контроля изделийо
На схеме изображен наклонньш ультразвуковой преобразователь, ус- тановленньй на изделии 1 со сварным швом, содержащий пьезопластину 2 продольных ультразвуковых колебаний, первую наклонную призму 3 с углом ог, наклона, разделякнцую плоскость 4, вторую наклонную, призму 5 с углом ы. Позицией 6 обозначена плоскость поперечного сечения сварного шва изделия 15 позицией 7 - плоскость падения ультразвуковых колебаний в преобразователе, а позицией 8 - дефект в сварном шве изделия lyronet.
угол падения ультразвуковых колебани
Способ ультразвукового контроля сварных швов изделий с крупнодендрит ной структурой осуществляется следующим образом,
С помощью пьезопластины 2 преобразователя излучают в первую наклонную призму 3 продольные ультразвуковые колебания, трансформирующиеся на разделяющей плоскости 4 в горизонтально-поляризованные поперечные колебания, которые, проходя через вторую наклонную призму 5, вводятся в сварной шов изделия 1. По углу tf 3 падения ультразвуковых колебаний в преобразователе определяют положение плоскости 7 падения ультразвуковых колебаний и рассчитывают угол между плоскостью 7 падения колебаний и плоскостью 6 поперечного с:ечения сварного шва по формуле
f i Г 1 Г coeoi-a ) f
t«arcta ttqci, --т --tq ui,
3 1 C05 oii+oi-i 2
Qi:
cos odi C05o6 .,
CO 5 (ot, + oCj )
ei
И oi V углы наклона призм преобразователя, угол падения ультразвуковых колебаний;
d,иdJ- коэффициенты затухания
в материалах призм.
22158 2
Устанавливают преобразователь на плоскости сканирования изделия 1 так, чтобы угол между плоскостью 7 падения колебаний и плоскостью 6 S поперечного сечения сварного шва был равен рассчитанному по указанной формуле,, Ультразвуковые колебания, излученные пьеэопластиной 2 отражаются от дефекта 8 и снова поступают
10 на пьезопластину 2, По величине от- раженных ультразвуковых колебаний определяют дефектность сварных швов изделий с крупнодендритной структурой
5- Наклонный ввод в изделие горизон-. тально-поляризованных поперечных колебаний, Тоео поперек осей дендритов5 при величине угла, образованного плоскостью падения колебаний в преоб20 разователе и плоскостью поперечного сечения шва, рассчитанному по указанной формуле, обеспечивает ввод в изделие и прием отраженного от дефекта пучка ультразвуковых колебаний мак25i симальной интенсивности при удовлетворительном соотношении амплитуд импульсов5 получаемь1х соответственно от де .фектов и структурных помех, что позволяет осуществить контроль ма-
30 терисипов с крупнодендритной структу рой„
5
Формула изобретения
бпособ ультразвукового контроля изделий, заключающийся в том, что с помош.ью преобразователя с двумя призмами излучают в изделие ультразвуковые горизонтально-поляризованные поперечные колебания, принимают отраженные от дефектов ультразвуковые колебания, по которым определяют дефектность изделия, отличающийся тем, что, с целью расширения функциональных возможностей за счет контроля сварных швов изде ЛИЙ с крупнодендритной структурой, горизонтально-поляризованные поперечные колебания, излучают наклонно к поверхности изделия, а контроль осуществляют при угле между плоскостью падения колебаний в преобразователе и плоскостью поперечного сечения сварного шва равном
, Г , coiSuiz , ,О
arctg ct|OC,-,(o,.o.,)J.
ii сое oi i 1 Js
, COS (
ot, и oij
о;.
углы наклона призм преобразователей угол падения ультразвуковых колебаний;
ri, и - коэффициенты затухания в материалах призм.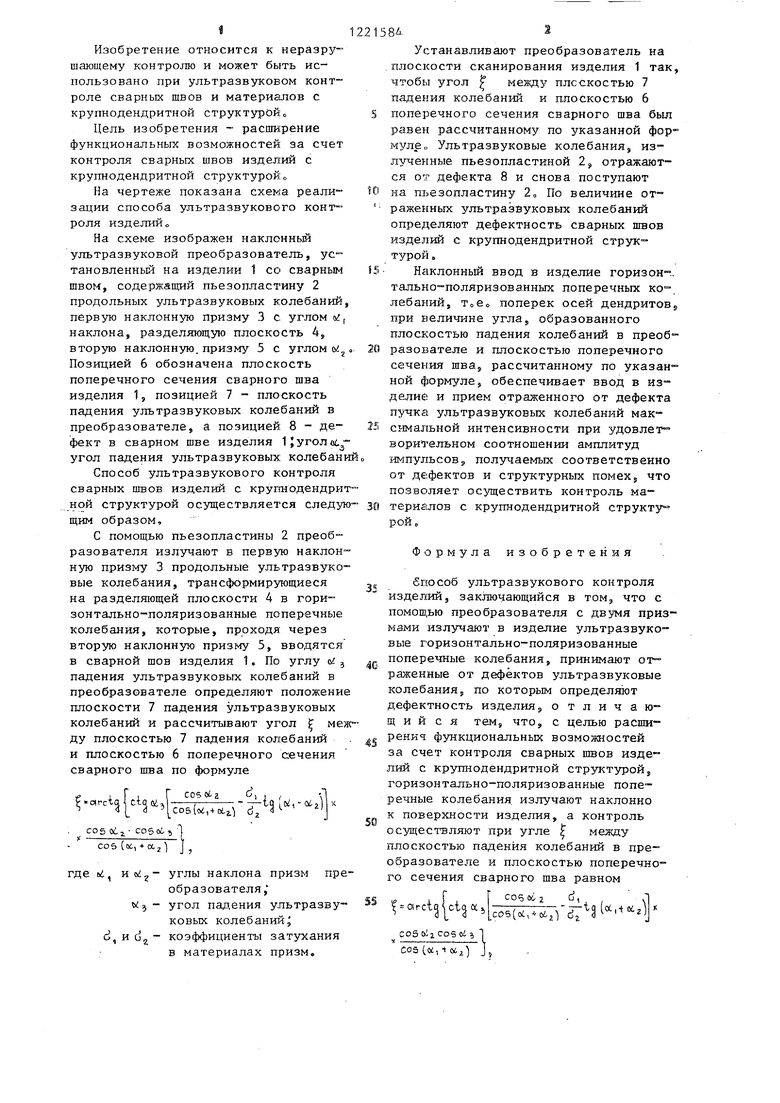
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового контроля сварных швов с крупнодендритной структурой | 1987 |
|
SU1446560A1 |
| Образец для поверки ультразвуковых преобразователей | 1983 |
|
SU1326987A1 |
| Ультразвуковой наклонный преобразователь | 1989 |
|
SU1755177A1 |
| Способ ультразвукового контроля качества сварных швов изделий | 1987 |
|
SU1479871A1 |
| Способ ультразвукового контроля сварных швов труб и устройство для его осуществления | 1983 |
|
SU1259178A1 |
| Преобразователь для ультразвукового контроля | 1987 |
|
SU1569696A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ | 1989 |
|
SU1604002A1 |
| Способ ультразвукового контроля сварного шва изделия | 1985 |
|
SU1298647A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2036470C1 |
| Ультразвуковой дефектоскоп для контроля аустенитных сварных швов | 1990 |
|
SU1810813A1 |
Изобретение относится к неразрушающему контролю и может быть использовано при ультразвуковом контроле сварных швов и материалов с крупнодендритной структурой Целью изобретения является расширение функциональных возможностей за счет контроля сварных швов изделий с крупнодендритной структурой. Способ отличается тем, что ультразвуковые горизонтально-поляризованные поперечные колебания вводят в сварной шов наклонно, а контроль осуществляют при угле между плоскостью падения колебаний и плоскостью поперечного сечения сварного шва равном f. , Г . г с5, t «rct ctgo6, : СОвй з .) co6loi,+ e6j) J, где о;, и oi, 6, и dj углы наклона призм преобразователя j угол падения ультразвуковых колебаний коэффициенты затухания в материалах призм 1 ил. i (Л 0 о У1 ЭР 4;
Редактор М.Дьшын
Заказ 1607/51Тираж 778 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ПШ Патент, г.Ужгород, ул.Проектная, 4
Составитель С.Волков
Техред В.Кадар Корректор В.Бутяга
| Дефектоскопия , 1983, № 7, с | |||
| Фальцовая черепица | 0 |
|
SU75A1 |
