Изобретение относится к технике изготовления монтажных петель железобетонных изделий в промышленности по производству сборного железобетона.
Цель изобретения - расширение технологических возможностей устройства.
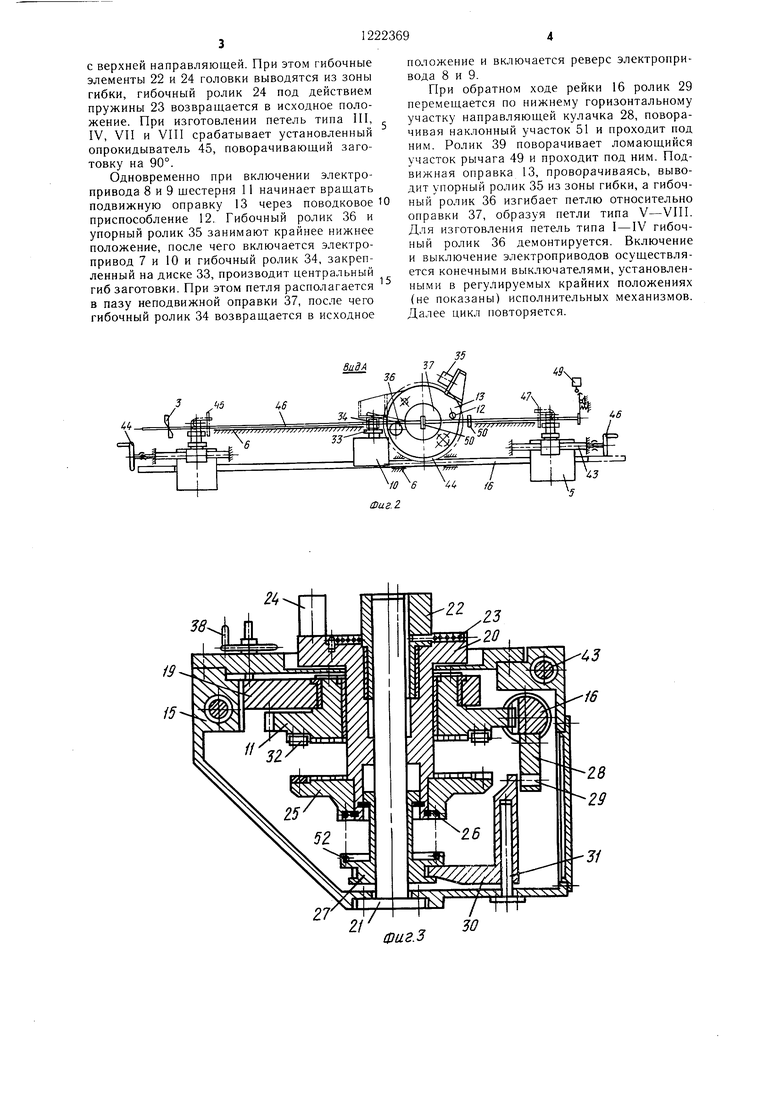
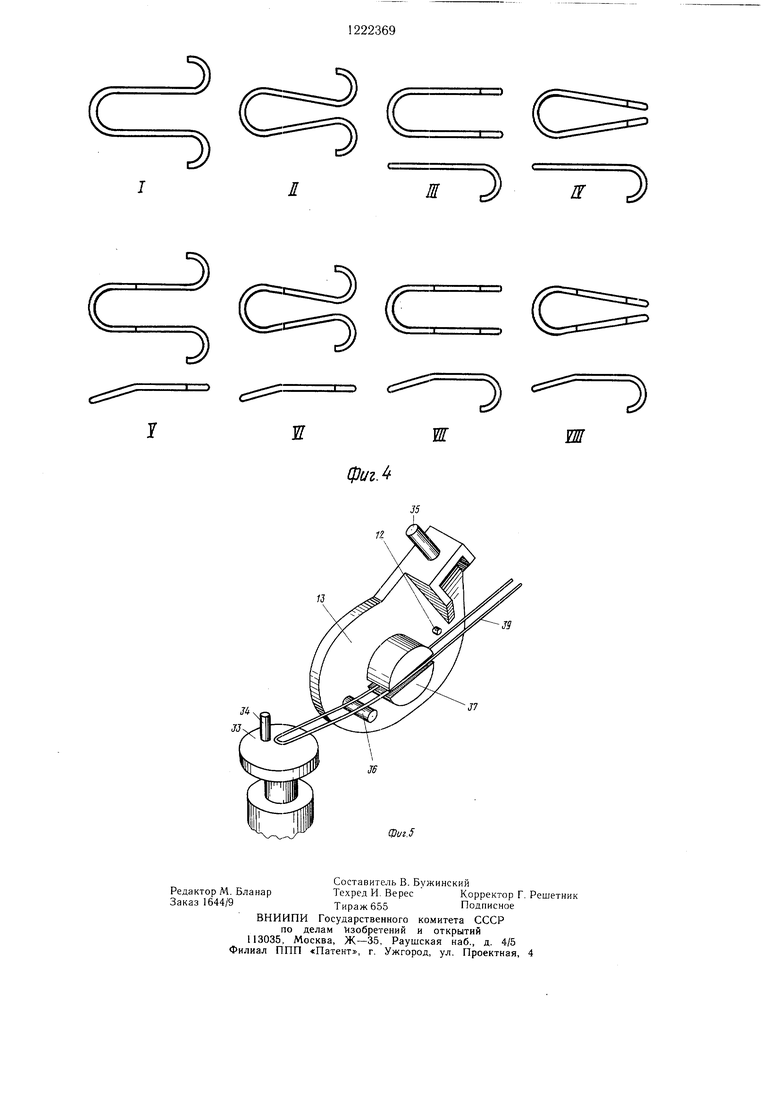
На фиг. 1 изображена кинематическая схема устройства; на фиг. 2 - вид А на фиг. 1; па фиг. 3 - гибочная головка для гибки концов заготовки; на фиг. 4 - типы изготавливаемых петель; на фиг. 5 - центральный и пространственный гибочный механизм.
Устройство содержит подающие ролики 1, правильное роликовое устройство 2, механизм 3 резки, привод 4 подачи заготовки, механизм для гибки концов заготовки в виде гибочных головок 5.
Предлагаемое устройство содержит станину 6, на которой закреплены электроприводы механизмов центрального и пространственного гиба с электромоторами 7 и 8 и редукторами 9 и 10. На выходном валу редуктора 9 посажена шестерня 11, взаимодействующая с одной стороны с помощью поводкового приспособления 12 с подвижной оправкой 13, свободно посаженной на ось 14, с другой стороны с рейкой 15 и 16, входящей в зацепление с шестерней 11 и через паразитную шестерню 17 с шестерней 18 гибочных головок 5. Шестерни 11 и 18 свободно посажены в опорах корпуса 19 соосно с несуш.им диском 20, посаженным на ось 21 с возможностью осевого перемещения. На несущем диске 20 эксцентрично закреплен упорный .ролик 22, пружина 23 и гибочный ролик 24. Пружина 23 фиксирует положение несущего диска относительно оси 21, на которую эксцентрично посажен упорный ролик 22 с возможностью осевого перемещения и зафиксированный относительно нее щпонкой 24. К несущему диску 20 соосно неподвижно крепится полумуфта 25, в торце которой выполнены кулачки и пазы, зафиксированная от сетевого переме цения стопорным кольцом 26. Поводок 27 с пружиной насаживается на ось 21 и фиксируется стопорным кольцом 26. К рейке 16 крепится кулачок 28, по двум поверхностям которого перемещается ролик 29 рычага 30, шарнирно соединенного с поводком 27 и имеющего направляющую 31. На торцах щестерен 11 и 18 выполнены кулачки и установлены роликовые упоры 32.
На входном валу редуктора 10 закреплен диск 33 с эксцентрично расположенным на нем гибочным роликом 34 механизма центрального гиба заготовки. На подвижной оправке 13 эксцентрично закреплены упорный ролик 35 и гибочный ролик 36 механизма гиба пространственных петель. На оси 14 соосно жестко крепится оправка 37, в торце имеющая паз.
Устройство содержит также автономное устройство для вывода niecTepen 11 и 17
и
0
15
0
5
30
5
40
45
50
55
ИЗ закрепления с рейкой 16, выполненное в виде винтового устройства 38. Корпус 19 подвижно закреплен в корпусе головки 15 с помощью соединения типа «ласточкин хвост.
Кроме того, автомат содержит механизм выталкивания петли, состоящий из ролика 39 закрепленного на рейке 16 и системы подпружиненных рычагов 40 конечного выключателя 41, толкателя 42.
Гибочные головки 5 перемещаются по направляющим 43 от двух раздельных винтовых передач 44 при наладке станка на изготовление петель из заготовок другой длины. Поворот заготовок на 90° при изготовлении петель типа HI, VI, VII и V1I1 осуществляет опрокидыватель 45, связанный системой подпружиненных рычагов с рычагом 30.
Устройство содержит также заготовку 46, бухту 47, звено 48, ломающийся рычаг 49, пружину 50, наклонный участок кулачка 51 и пружину 52.
Устройство работает следующим образом.
При включении электропривода 8 и 9 рейка 16 с помощью шестерни 11 движется поступательно. POJIHK 29 пере.мещается по нижнему горизонтальному участку направляющей кулачка 28, щестерни 11 и 18 вращаются, Ролик 39, закрепленный на рейке 16, воздействует на ломающийся рычаг 49 и через звено 48 на толкатель 42, который выталкивает готовую петлю и под действием пружины 50 возвращается в исходное положение. Конечный выключатель 41 включает механизм подачи заготовки 46 из бухты 47, которая протягивается через роликовое правильное устройство 2 и воздействует на конечный выключатель, после чего прижим подающих роликов механизма подачи 1 выключается и включается механизм 3.
Ролик 29 начинает перемещение по наклонному участку 51 кулачка 28. Гибочный ролик 24 и упорный ролик 22 через рычаг 30, поводок 27, пружину 52, несущий диск 20, выдвигается в зону гибки. Упор роликовый 32 упирается в полумуфту 25, диск 20 несущий останавливается, а поводок 27 продолжает движение, сжимая пружину 52. Когда осевой зазор .между поводком 27 и торцом несущего диска 20 станет равным глубине зацепления полумуфт, при вращаюпдихся шестернях 11 и 18, упор 32 роликовый попадает в пазы полумуфты 25, происходит мгновенное сцепление под действием пружины 52 несущего диска 20 и шестерни 11 (18): гибочные органы 22 и 24 вошли в зону гибки. При дальнейшем движении рейки 16 ролик 29 перемещается по верхнему горизонтальному участку, направляющей кулачка 28, происходит изгиб концов заготовки 46 гибочным роликом 24, после чего ролик 29 соскакивает
с верхней направляющей. При этом гибочные элементы 22 и 24 головки выводятся из зоны гибки, гибочный ролик 24 под действием пружины 23 возвращается в исходное положение. При изготовлении петель типа III, IV, VII и VIII срабатывает установленный опрокидыватель 45, поворачивающий заготовку на 90°.
Одновременно при включении электропривода 8 и 9 щестерня 11 начинает вращать подвижную оправку 13 через поводковое приспособление 12. Гибочный ролик 36 и упорный ролик 35 занимают крайнее нижнее положение, после чего включается электропривод 7 и 10 и гибочный ролик 34, закрепленный на диске 33, производит центральный гиб заготовки. При этом петля располагается в пазу неподвижной оправки 37, после чего гибочный ролик 34 возвращается в исходное
положение и включается реверс электропривода 8 и 9.
При обратном ходе рейки 16 ролик 29 перемещается по нижнему горизонтальному участку направляющей кулачка 28, поворачивая наклонный участок 51 и проходит под ним. Ролик 39 поворачивает ломающийся участок рычага 49 и проходит под ним. Подвижная оправка 13, проворачиваясь, выводит упорный ролик 35 из зоны гибки, а гибочный ролик 36 изгибает петлю относительно оправки 37, образуя петли типа V-VIII. Для изготовления петель типа I-IV гибочный ролик 36 демонтируется. Включение и выключение электроприводов осуществляется конечными выключателями, установленными в регулируемых крайних положениях (не показаны) исполнительных механизмов. Далее цикл повторяется.
44
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сгибания фигурных изделий | 1981 |
|
SU963646A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Устройство для изготовления из арматурной катанки монтажных петель | 1976 |
|
SU727285A1 |
| Устройство для изготовления изделий типа петель из проволоки | 1973 |
|
SU516457A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ПЕТЕЛЬ | 1972 |
|
SU349454A1 |
| Устройство для гибки петли из проволоки | 1980 |
|
SU910290A1 |
| Автомат для сгибания фигурных изделий | 1975 |
|
SU517371A1 |
| Автомат для изготовления изделий из проволоки | 1977 |
|
SU737080A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ АРМАТУРНОЙ КАТАНКИ МОНТАЖНЫХ ПЕТЕЛЬ | 1971 |
|
SU428840A1 |
| Устройство для гибки монтажных петель | 1981 |
|
SU995977A1 |

гг
Фиг.З
с
1
с
э
/Г
с
э
ш
31
фиг.5
Редактор М. Бланар Заказ 1644/9
Составитель В. Бужинский
Техред И. ВересКорректор Г. Решетник
Тираж 655Подписное
ВНИИПИ Государственного комитета СССР
по делам (зобретеиий и открытий
Филиал ППП «Патент, г. Ужгород, ул. Проектиая, 4
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ АРМАТУРНОЙ КАТАНКИ МОНТАЖНЫХ ПЕТЕЛЬ | 1971 |
|
SU428840A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
