(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ АРМАТУРНОЙ КАТАНКИ МОНТАЖНЫХ ПЕТЕЛЬ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки монтажных петель | 1975 |
|
SU738731A1 |
| Устройство для изготовления из арматурной катанки монтажных петель | 1985 |
|
SU1359049A2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ АРМАТУРНОЙ КАТАНКИ МОНТАЖНЫХ ПЕТЕЛЬ | 1971 |
|
SU428840A1 |
| Устройство для изготовления арматурных петель из проволоки | 1986 |
|
SU1359050A1 |
| СТАНОК-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ АРМАТУРНОЙ КАТАНКИ МОНТАЖНЫХ ПЕТЕЛЬ | 1966 |
|
SU185332A1 |
| Устройство для изготовления изделий замкнутой формы,типа хомутов | 1977 |
|
SU742008A1 |
| Станок для гибки монтажных петель и анкеров | 1982 |
|
SU1096017A1 |
| Устройство для изготовления арматурных изделий | 1978 |
|
SU721167A1 |
| Устройство для гибки монтажных петель | 1981 |
|
SU995977A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1992 |
|
RU2050216C1 |
Изобретение относится к устройствам для гибки пруткового металла или проволоки, в особенности арматурной катанки, с целью изготовления из нее монтажных петель для железобетонных изделий и может быть применено в любой отрасли, где необходимо изготовлять петлеобразные изделия из проволоки или пруткового металла, имеющие изгиб в средней части и загнутые концы.
Известно устройство для изготовления из арматурной катанки монтажных петель, содержащие смонтированные на станине подающий и гибочный механизмы, состоящие из размещенной на станине приводной траверсы с закрепленным на ней пуансоном для гибки середины петли и двумя параллельно установленными зубчатыми рейками, взаимодействующими с шестернями, несущими гибочные ролики для гибки концов петли, и размещенных на станине упорных роликов, а также опорные элементы для изгибаемых заготовок в каждом из гибочных механизмов 1..
Недостатки известного устройства следующие:
При загибе концов заготовка опирается на поворотные от кулачка рычаги, которые предназначены для передачи заготовки к следующему гибочному механизму, эти рычаги при провороте для перемещения заготовки и своем возврате в исходное положение могут смешать заготовку, что приводит к некачественному изготовлению петель; упорные ролики выполнены с проволочными направляющими, позволяющими разворачиваться заготовке загнутыми концами вниз, при ее перемещении к опорным элементам следующего гибочного механизма, что также отражается на качестве изготовляемых петель; опорные элементы заготовки механизма гибки середины петли, выполненные в виде пластин, закрепленных на станине, с прорезями для движения гибочных роликов, затрудняют доступ при техническом обслуживании и регулировке устройства.
Целью изобретения является повышение качества монтажных петель.
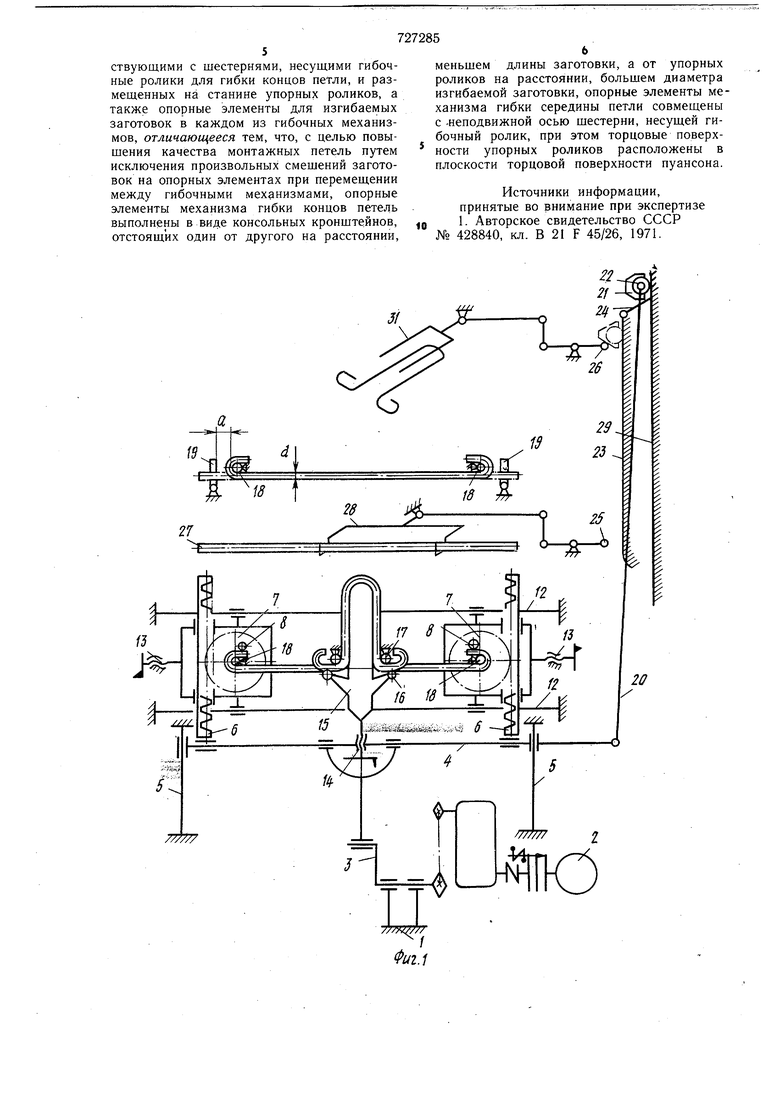
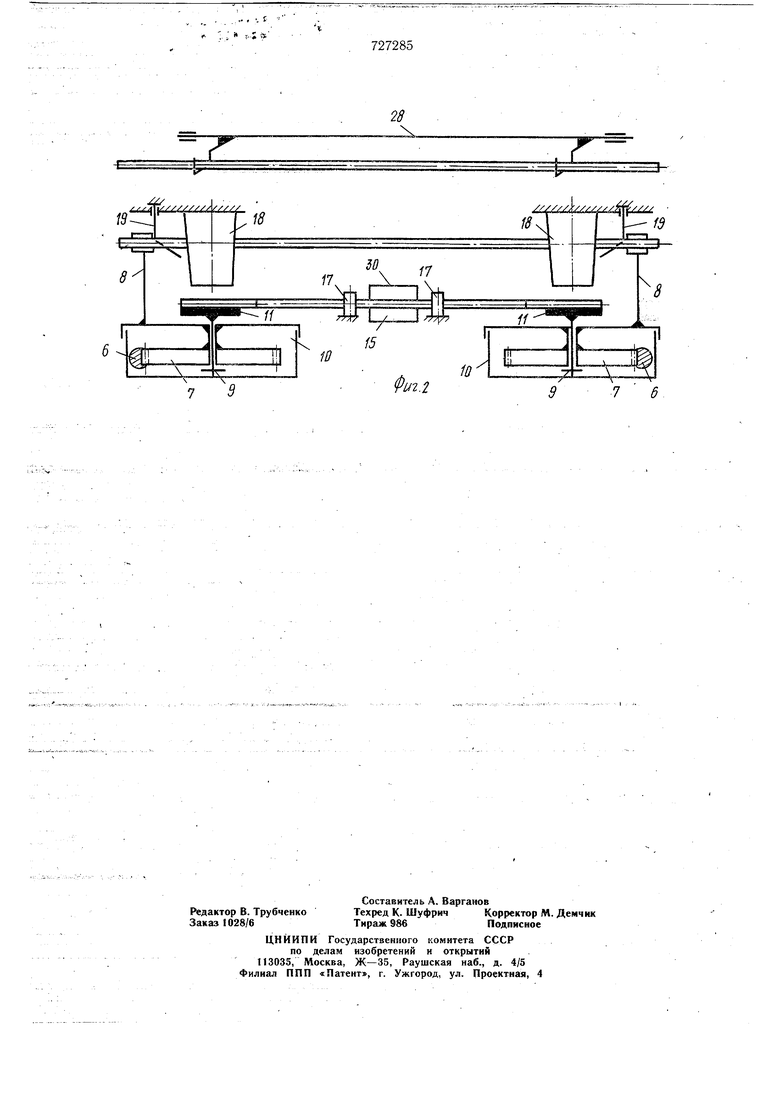
Цель достигается исключением произвольных смещений заготовок при перемещении между гибочными механизмами благодаря тому, что опорные элементы механизма гибки концов петель выполнены в виде консольных кронштейнов, отстоящих один от другого на расстоянии, меньшем длины заготовки, а от упорных роликов на расстоянии, большем диаметра изгибаемой заготовки, опорные элементы механизма гибки середины петли совмеш,ены с неподвижной осью шестерни, несушей гибочный ролик, при этом торцовые поверхности упорных роликов расположены в плоскости торцовой поверхности пуансона. На фиг. 1 изображена кинематическая схема устройства; на фиг. 2 - вертикальньж разрез устройства по осям упорных роликов и шестерен. Устройство для изготовления монтажных петель из арматурной катанки содержит станину 1, на которой размещены привод 2 с кривошипно-щатунным механизмом 3, соединенным с траверсой 4, установленной на направляющих 5 и щарнирно соединенной с двумя зубчатыми рейками 6, на ходящимися в зацеплении с шестернями 7, несущими гибочные ролики 8 и вращающиеся вокруг неподвижных осей 9 (фиг. 2), расположенных в корпусах 10 и соединенных с опорными элементами 11 механизма гибки середины петли. Корпуса 10 установлены на направляющих 12, по которым они могут перемещаться от винтов 13. На траверсе 4 через регулировочное винтовое соединение 14 закреплен пуансон 15 с двумя гибочными роликами 16. На станине закреплены упорные ролики 17 для гибки середины петли. Напротив осей 9 (фиг. 2) расположены упорные ролики 18 для гибки концов загоговки, а рядом с ними и по высоте в пределах их длины - опорные элементы механизма гибки концов петли - консольные кронщтейны 19, расстояние между которыми меньще длины заготовки. С траверсой 4 щарнирно соединена тяга 20 с закрепленным на ней кулачком 21 и опорным катком 22, имеющим возможность перемещаться по направляющей 23 с наклонным поворотным участком 24. Над направляющей 23 расположены рычаги 25 и 26 рычажных систем подачи заготовки 27 соответственно к механизму гибки концов петли и сброса готовой петли. На позицию гибки середины петли захотовка подается собственным весом после отхода от нее гибочных роликов 8, благодаря наличию зазора а между консольными кронштейнами 19 и внешней поверхностью изогнутых концов петли, для чего зазор между упорным роликом 18 и консольным кронштейном 19 предусмотрен больщим диаметра d заготовки. Нрй этом заготовка не может сместить ся или развернуться, так как она направ ляется загнутыми концами по упорным роликам 18, нижние торцовые поверхности которых находятся в верхней торцовой плоскости пуансона: - .«,. .,«j-,;,. . Устройство работает следующим образом. В исходном положении заготовка 27 находится в желобе 28. Траверса 4 от привода 2 через кривошипно-шатунный механизм 3, совершает возвратно-поступательное движение по направляющим 5. При холостом движении траверсы тяга 20, перемещаясь по направляющей 23, кулачком 21 воздействует на рычаг 25, в результате чего желоб проворачивается и заготовка попадает на консольные кронштейны 19. При рабочем движении зубчатые реййи 6 сообщают вращательное движение шестерням 7, при этом жестко скрепленные с ними гибочные ролики 8 загибают концы заготовки вокруг упорных роликов 18. Тяга 20 с помощью опорного катка 22 перемещается по направляющей 29 и в конце рабочего хода траверсы выходит за пределы поворотного участка 24 направляющей 23. При следующем холостом ходе траверсы гибочные ролики 8 отходят от заготовки и последняя под действием собственного веса, центрируясь загнутыми концами по упорным роикам 18, перемещается в направлении опорых элементов 11 механизма гибки средины етли. При взаимодействии с верхней торцовой поверхностью 30 пуансона 15, совершающего вместе с траверсой холостой ход, заготовка (продолжая центрироваться по упорным роликам 18) останавливается, а когда пуансон выходит из под заготовки, она, соскакивая с упорных роликов 18, падает загнутыми концами на опорные элементы 11 механизма гибки середины петли. При следующем рабочем ходе траверсы 4 пуансон 15 протягивает заготовку между упорными роликами 17, а при очередном холостом движении траверсы тяга, выйдя с помощью опорного катка 22 по участку 24 на направляющую 23, воздействует кулачком 21 на рычаг 26, проворачивающий рычаг 31, в результате чего происходит сброс готовой петли. Таким образом, в предлагаемом изобретении решается вопрос автоматического изготовления монтажных петель повышенного качества благодаря исключению возможности произвольных смешений заготовки на опорных поверхностях механизмов гибки. Формула изобретения Устройство для изготовления из арматурной катанки монтажных петель, содержащее смонтированные на станине подающий и гибочный механизмы, состоящие из размещенной на станине приводной траверсы с закрепленным на ней пуансоном для гибки середины петли и двумя параллельно установленными зубчатыми рейками, взаимодействующими с шестернями, несущими гибочные ролики для гибки концов петли, и размещенных на станине упорных роликов, а также опорные элементы для изгибаемых заготовок в каждом из гибочных механизмов, отличающееся тем, что, с целью повышения качества монтажных петель путем исключения произвольных смешений заготовок на опорных элементах при перемещении между гибочными механизмами, опорные элементы механизма гибки концов петель выполнены в виде консольных кронштейнов, отстоящих один от другого на расстоянии.
меньщем длины заготовки, а от упорных роликов на расстоянии, большем диаметра изгибаемой заготовки, опорные элементы механизма гибки середины петли совмещены с -неподвижной осью шестерни, несущей гибочный ролик, при этом торцовые поверхности упорных роликов расположены в плоскости торцовой поверхности пуансона.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 428840, кл. В 21 F 45/26, 1971. 7 6
