Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении стержневых изделий с утолщениями на концах.
Цель изобретения - повышение качества высаживаемых изделий путем точной установки стержневой заготовки относительно пуансонов.
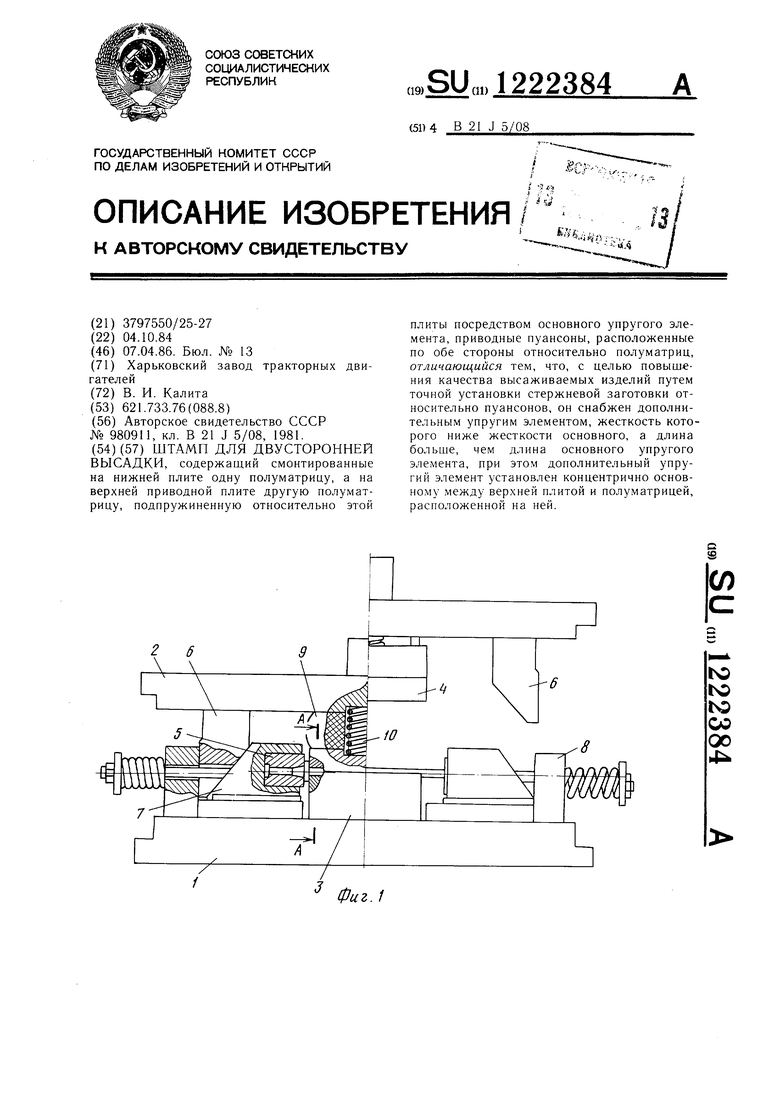
На фиг. 1 представлен штамп, общий вид в исходном положении (справ.а) и в конечном положении (слева); на фиг. 2 - сечение А-А на фиг. 1.
Штамп содержит нижнюю 1 и приводную верхнюю 2 плиты, соосно одна другой закрепленные на нижней 1 и верхней 2 плитах матрицы 3 и 4 и смонтированные на нижней плите 1 по обе стороны относительно полуматриц 3 и 4 приводные пуансоны 5. Привод пуансонов может быть выполнен, например, в виде клина 6, закрепленного на верхней плите 2, ползушки 7 с клиновой поверхностью, подпружиненный относительно стойки 8, размещенной на нижней плите 1. Верхняя полуматрица 4 подпружинена относительно верхней плиты 2 посредством концентрично установленных основного 9 и дополнительного 10 упругих элементов. Жест
кость и длина этих элементов различна. Жесткость основного упругого элемента 9 выше, чем жесткость дополнительного упругого элемента 10. Удельное усилие прижима, развиваемое основным упругим элементом, рекомендуется создавать не менее 190 кг/см. Длина дополнительного упругого элемента 10 больше длины основного упругого элемента 9
Штамп работает следующим образом.
Заготовку размещают на полуматрице 3. При движении верхней плиты 2 вниз осуществляется предварительный зажим посредством дополнительного упругого элемента 10 заготовки и перемещение ползушек 7 с пуансонами 5 навстречу одна другой. В случае неср мметричной установки заготовки один из пуансонов вступает во взаимодействие с заготовкой раньше и передвигает ее до взаимодействия с другим. При дальнейшем перемещении верхней плиты вниз осуществляется окончательный зажим заготовки посредством основного упругого элемента и высадка пуансонами заготовки с двух концов.
Предварительный зажим заготовки обеспечивает установку заготовки симметрично относительно пуансонов, что приводит к повышению качества изделия.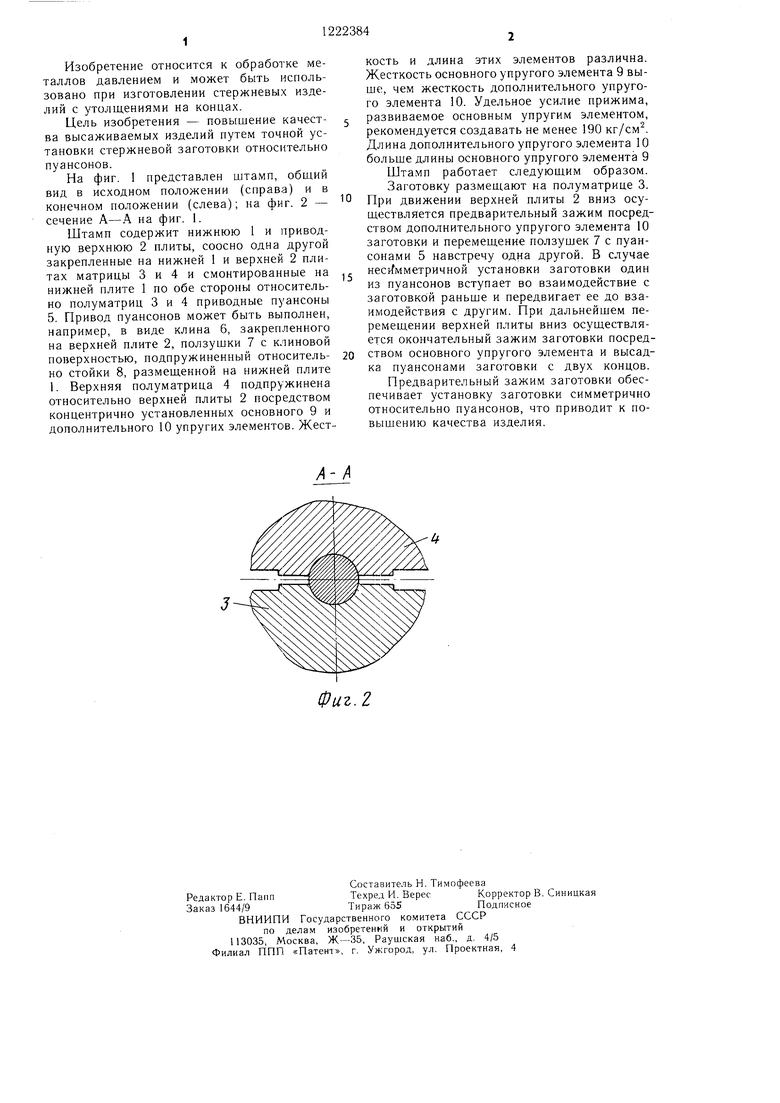
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2006 |
|
RU2344896C2 |
| Штамп для закрытой отрезки и высадки стержневых изделий | 1987 |
|
SU1440596A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| Штамп для однопереходной высадки утолщений на стержневых заготовках | 1982 |
|
SU1049155A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВОГО ИЗДЕЛИЯ С КОНЦЕВЫМИ УТОЛЩЕНИЕМ И ЗАОСТРЕНИЕМ | 2006 |
|
RU2325244C2 |
| Штамп | 1985 |
|
SU1291272A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ БУРТИКОВ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2011 |
|
RU2479375C1 |
| ШТАМП ДЛЯ ГИБКИ ТРУБ | 1995 |
|
RU2085317C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
Фаг.2
| Устройство для формовки торцов деталей стержневого типа | 1981 |
|
SU980911A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
