j::
СО
ел
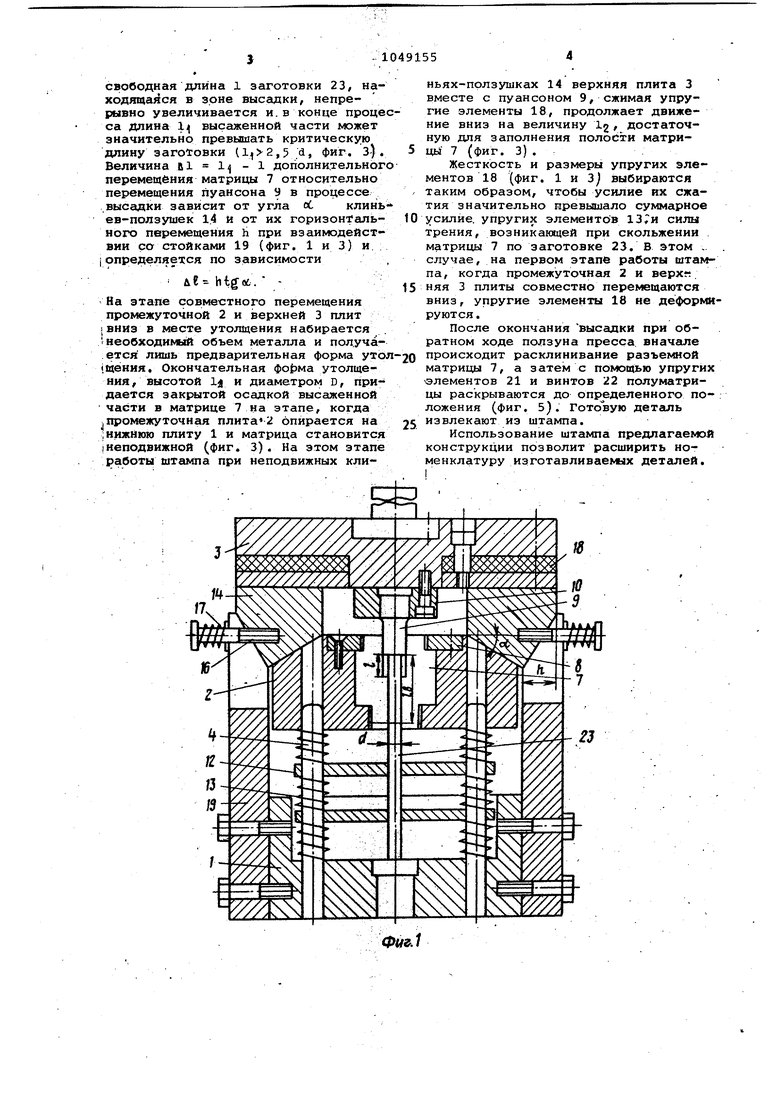
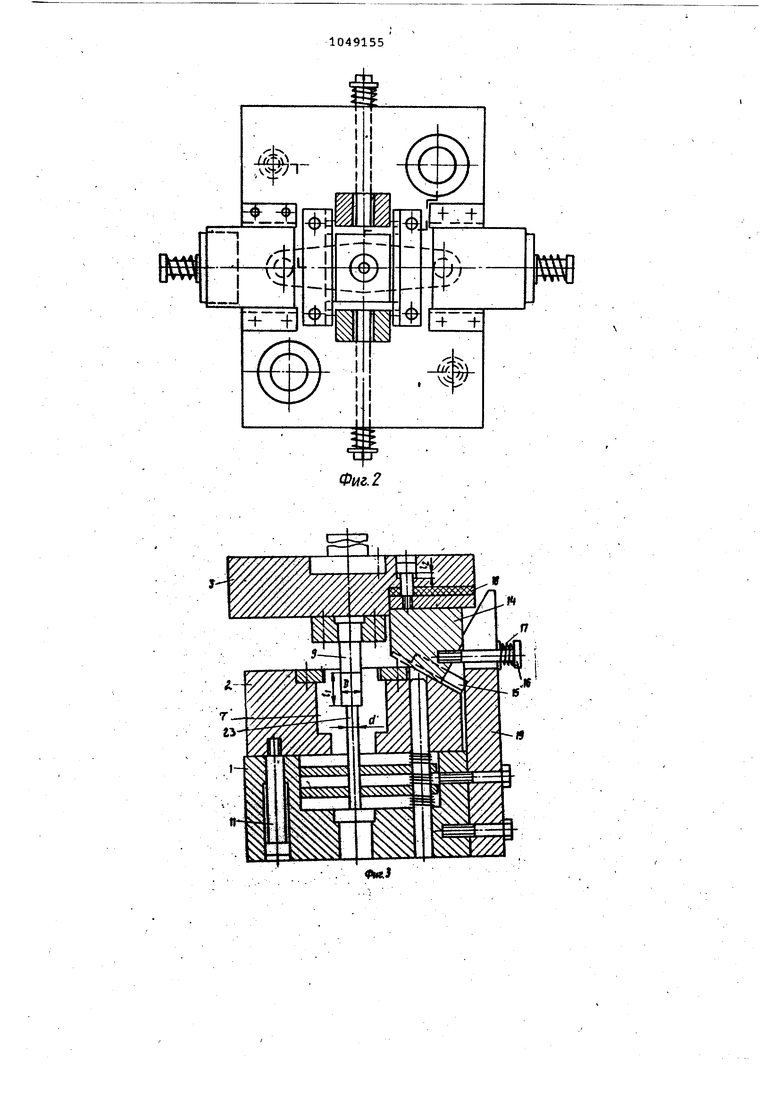
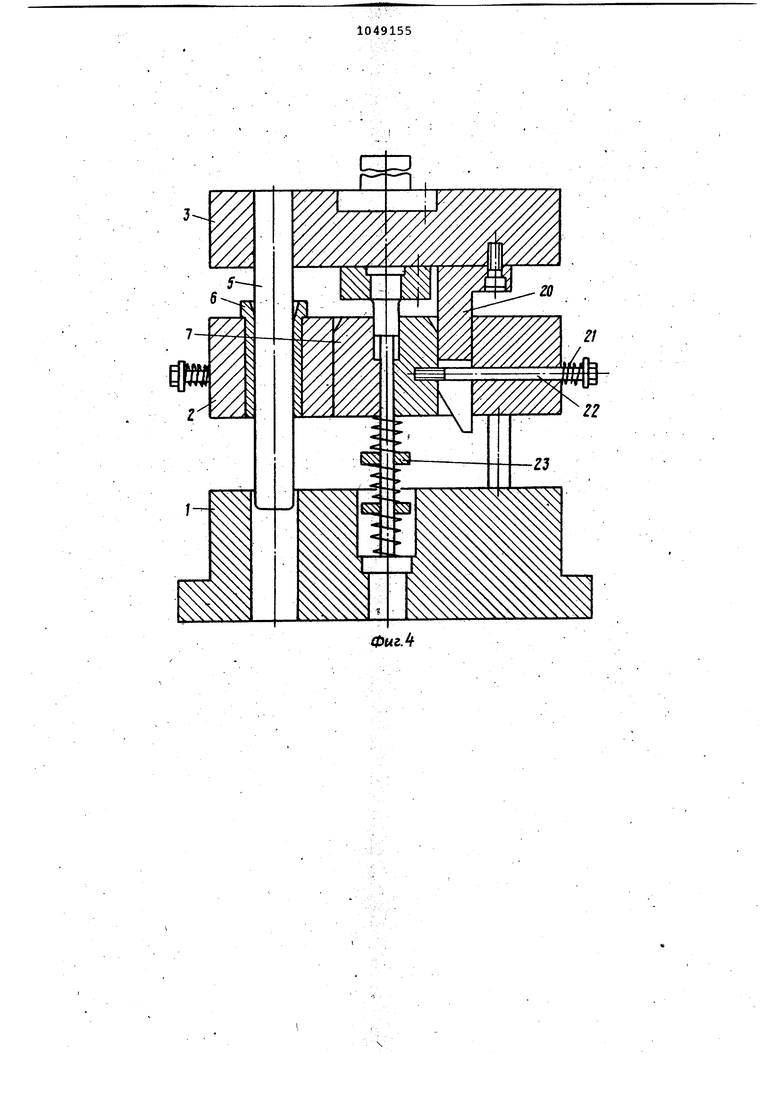
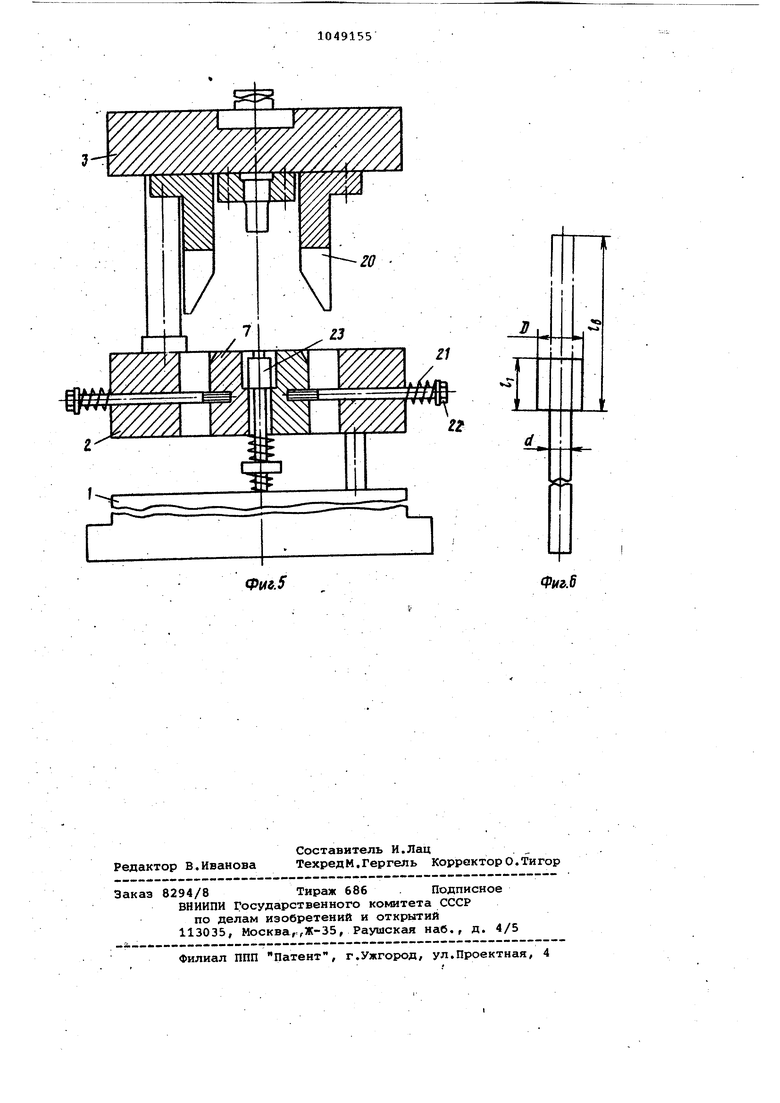
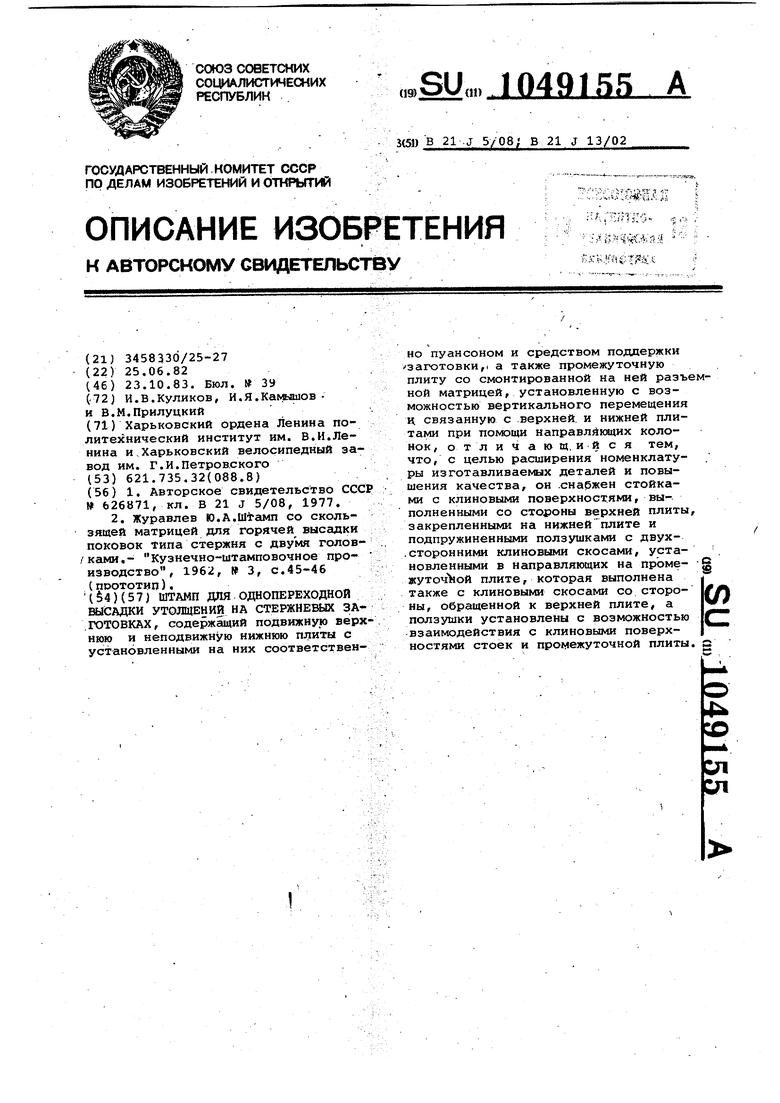
сд Изобретение относится к обработке металлов давлением, а именно к конструкциям устройств для однопереходной высгшки утолщений на стерж не вьрс заготовках, и может быть испол эовано в тех случаях, когда длина высаживаемой части превышает крити« ческую. Известен штамп для однопереходной высадки, утолщений на стержневых заготовках, содержащий матрицу, nyaHqoH, а также поддерживающий инс трумент в виде секций 1 . Известен также штамп для однопереходной высадки утолщений на стерж невых заготовках, содержгиций подвиж ную верхнюю и неподвижную нижнюю плиты с установленными на них соответственно пуансоном и средством поддержки заготовки, а также промеж точную плиту со смонтированной на ней разъемной матрицей, установленную .с возможностью вертикального перемещения и связанную с верхней и нижней плитами при помощи направляющих колонок 2 . . Недостатками известных штампов являются недостаточно-широкая номен латура изготавливаемых изделий и не высокое их качество при критической длине высаживаемой части. Цель изобретения - расширение номенклатуры изготавливаекых детале и повышение их качества. Поставленная цель достигается те что штамп для одноперехоДной высадки утолщений на стержневых заготовках, содержащий подвижную верхнкло и неподвижную нижнюю плиты с устано ленными на них соответственно пуансоном и средством поддержки заготов ки, а также промежуточную плиту со смонтированной на ней разъемной мат рицей, установленную с возможностью вертикального .перемещения и связанную с верхней и нижней плитами при полющи направлякадих колонок, снабжен стойками с клиновыми поверхностями, выполненными состороны верхней плиты, закрепленными на нижней плите и подпружиненными ползушкамн с двухстронними клиновыми скосг1ми, установленными в направляющих на промежуточной плите, которая выполнена также с клиновыми скосами со стороны, обращенной к верхней плите а, ползушки установлены с возможное тью взаимодействия с клиновыми поверхностями стоек и промежуточной плиты, На фиг. 1 изображен штамп в момент касания пуансоном заготовки перед высадкой) на фиг. 2 - низ штампа, план; на фиг. 3 - штамп в конце, процесса высадки на фиг. 4 то же, после заклинивания разъемной матрицы перед высадкой, на фиг. 5 -i Фо же, после расклинивания матрицы на фиг. 6 - схема преобразования исходной заготовки в деталь. Штамп содержит нижнюю 1, промежу точную 2 и верхнюю 3 плиты, соединенные .направляющими колонками 4 и 5 и втулками б, нд которых смонтированы и закреплены матрица 7 с вертикальным разъемом, направляющие планки 8, пуансон 9 с держателем 10. Промежуточная плита 2 соединена с нижней плитой 1 винтами 11 с возможностью вертикального перемещения (фиг. 3). На колонках 4 смонтировано поддерживающее устройство, состоящее из планок 12 и упругих элементов 13 (фиг. 1). На нижней 1 и промежуточной 2 плитах смонтировав механизм для сообщения матрице 7 до-полнительного перемещения относительно перемещения пуансона 9, состоящий из клиньев-ползушек 14, перемещающихся в направляющих 15, винтов 16, упругих элементов 17 -и 18, и стоек 19. На промежуточной 2 и верхней 3 плитах смонтировано устройство для замыкания разъемной матрицы 7, включающее клинья 20, упругие элемент л 21 и винты 22 (фиг. 4) . Штамп работает следующим образом.; Нагретую на длине высаживаемой части до определенной температуры заготовку 23 помевд,ают в штамп. Чтобм предотвратить искривление заготовг ки 23, перед началом высадки свободной остается лишь часть заготовки 1, длина которой не превышает критичес-1 кую. Остёшьная Часть высаживаемой заготовки, равная р.6 - 1, находится в направляющей втулке /не покарана) матрицы 7 (фиг. 10. Искривление невысаживаемой части 3аготовки предотвращается поддерживгиощим устройством, состоящим из планок 12 и упругих элементов 13. При .дальнейшем перемещении верхней плиты 2 осуществляется процесс высадки и одновременное перемещение промежуточной плиты 2 вниз под воздействием на нее верхней плиты 3 через клинья-ползушки 14. При этом матрица 7 скользит по заготовке 23 и осадке подвергсцотся все новые ее участки, однако при движении верхней 3 и промежуточной 2 плит вниз в процессе высадки скорость последней превышает скорость верхней плиты. Это достигается тем, что скорость промежуточной плиты 2 складывается из скорости верхней плиты,3 которая сообщается ей через клинья-ползушки 14, и скорости, создаваемой в результатеперемещения клиньевползушек 14 в горизонтальном направлении при взаимодействии их с неподвижными стойками 19. Таким образом, поскольку скорость перемещения матрицы 7 больше скорости пуансона 9,
свободная длина 1 заготовки 23, находтца ся в зоне высадки, непрерывно увеличивается и.в конце процесса длина 1( высаженной части может значительно превышать критическую длину заготовки 11, X 2,5 .d, фиг. з) . Величина В1 1 - 1 дополнительного перемещения матрицы 7 относительно перемещения пуансона У в процессе высадки зависит от угла оС клинь ев-ползушек 1.4 и от их горизонтального перемещения h при взаимодействии со стойками 19 (фиг. 1 и 3) и I определяется по зависимости
д h ig л. На этапе совместного перемещения промежуточной 2 и верхней 3 плит I вниз в месте утолщения набирается необходимый объем металла и получается лишь предварительная форма утдл(щення. Окончательная утолщения, высотой Iji и диаметром D, придается закрытой осадкой высаженной части в матрице 7 на этапе, когда .промежуточная плита-2 опирается на ,нижнюю плиту 1 и матрица становится Iнеподвижной (фиг. 3). На зтом зтапе работы штампа при неподвижных клиньях-ползушках 14 верхняя плита 3 вместе с пуансоном 9, сжимая упругие элементы 18, продолжает движение вниз на величину 12, достаточную для заполнения полости матрицы 7 (фиг. 3) ..
Жесткость и размеры упругих элементов 18 (фиг. 1 и 3) выбираются таким образом, чтобы усилие их сжатия значительно превышало суммарное
усилие, упругих элементов 13;и силы трения, возникакицей при скольжении матрицы 7 по заготовке 23. В этом ,. случае, на первом этапе работы штампа, когда промежуточная 2 и верхл.
няя 3 плиты совместно перемещаются вниз, упругие элементы 18 не деформируются .
После окончания высадки при обратном ходе ползуна пресса, вначале
происходит расклинивание разъемной матрицы 7, а затем с помощью упругих элементов 21 и винтов 22 полуматрицы раскрываются до определенного по-. ложения (фиг. 5). ГотоЪую деталь
извлекают из штампа.
Использование штампа предлагаемо) конструкции позволит расширить номенклатуру изготавливаемых детгшей.
16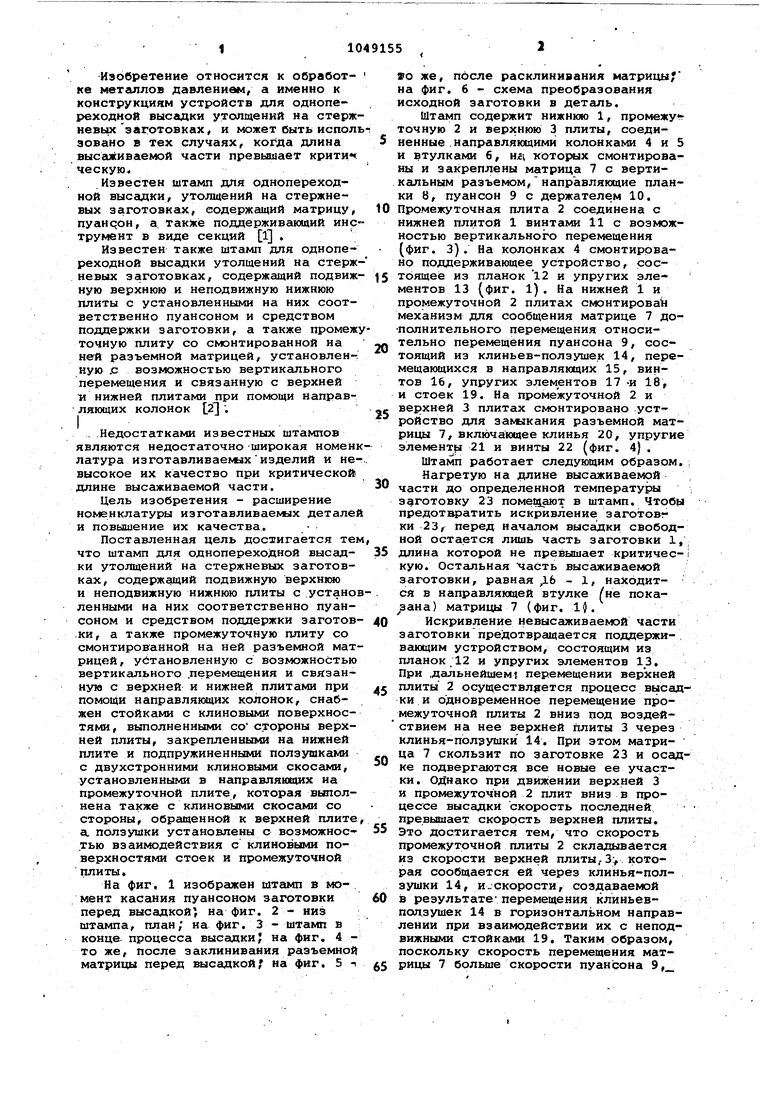
Фи&5
Фнг.6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для однопереходной высадки утолщений на стержневых заготовках | 1977 |
|
SU626871A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Журавлев Ю.А | |||
| со скользящей матрицей для горячей высадки поковок типа стержня с двумя голов/ками,- Кузнечно-штамповочное производство, 1962, 3, с.45-46 (ПРОТОТИП), (§4) | |||
