Изобретение относится к обработке металлов давлением и может быть использовано для изготовления стержневых деталей с головками из прутка.
Целью изобретения является расширение технологических возможностей
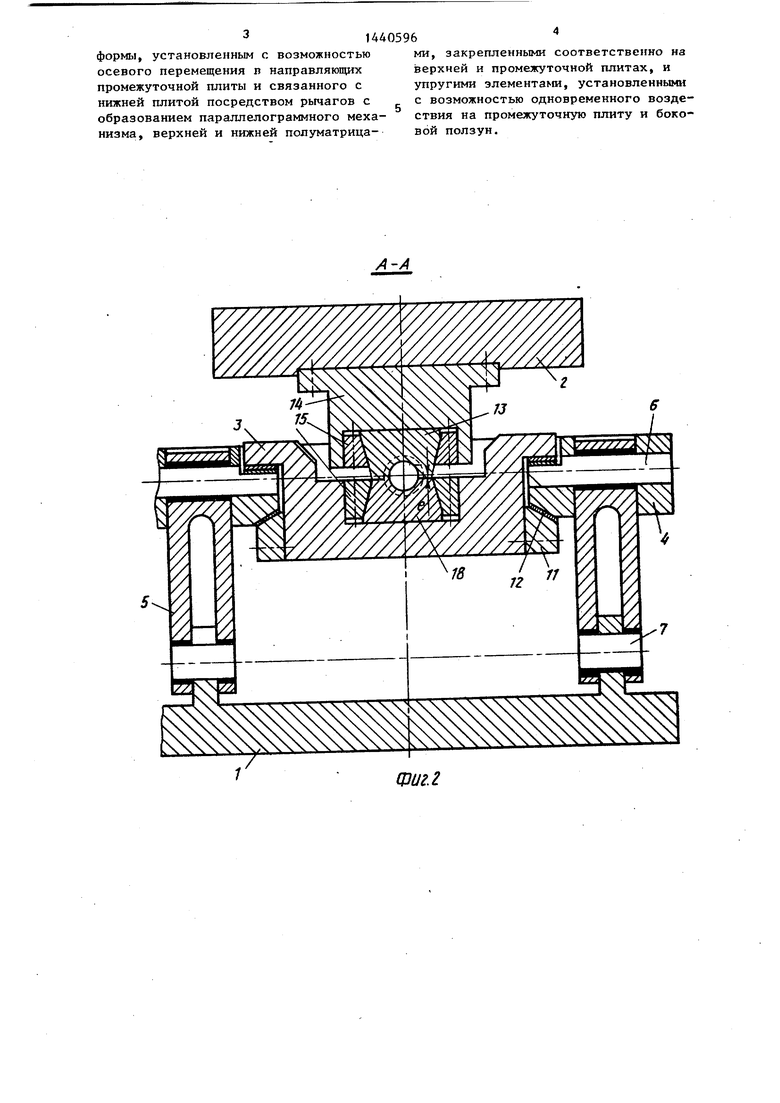
На фиг. 1 изображен предлагаемый штамп после операции отрезки и высадки изделия; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Штамп содержит нижнюю 1, верхнюю 2, промежуточную 3 плиты и боковой- ползун 4, связанный посредством рычагов 5, осей 6 и 7 с нижней плитой 1 с образованием параллелограм- много механизма. На нижней плите 1 закреплены отрезной нож 8 и направляющие 9, установленные перпендику- лярно основанию плиты. Промежуточная плита содержит направляющие 10 и 11, посредством которых взаимодествует соответственно с направляющими 9 нижней плиты и направляющими 12 боко вого ползуна 4.
. Верхняя плита 2 связана с пoлзytf ном пресса (не показан) и содержит верхнюю полуматрицу 13, имеющую в нижней части полущшиндрическуто поверхность для зажима прутка, переходящую в полуцилиндрическую поверхность большего диаметра, необходимого для операции высадки конца прутка Полуматрица 13 крепится к плите посредством державки 14 и клиньев 15. На верхней плите также жестко закреплен отрезной нож 16 и установлен вьггалкиватель 17. На промежуточной плите с помощью клиньев 15 закрепле-г на нижняя полуматрица 18. Полость разъема полуматриц 13 и 18 смещена вниз от центра штампуемого изделия ;( на величину е 1,0-1,5 мм. В сред- ней части бокового ползуна 4 жестко закреплен с помощью Т-образного паза высадочный пуансон 19, входящий в отверстие, образуемое нижней и верхней полуматрицами.
Промежуточная плита 3 и боковой ползун 4 связаны упругими элементами 20 (например, пневмоцнлиндром), закрепленными на боковом ползуне, штоки которых упираются в торец про- межуточной плиты.
Штам работает следующим образом. При поднятой верхней плите 2 пруток 21 подается в отверстие втулочного ножа 8 до упора в торец пуансона 19. При ходе ползуна пресса вниз нож 16 подрезает пруток. При этом проис - ходит смыкание полуматриц 13 и 18. Подвижная плита 3, опускаясь вниз, посредством направляющих 11 взаимодействует с боковым ползуном 4 еле-- дующим образом. Перемещает боковой ползун 4 вниз и одновременно посредством рычагов 5 перемещает его влево при этом боковой ползун 4 пуансоном 19 производит высадку изделия 22.
Отрезанное изделие окончательно формируется в конце хода ползуна пресса, при этом его торец скользит и упирается в зеркало втулочного ножа 8. Усилие полуматриц 13 и 18 обеспечивается в основном за счет сопротивления шарнирно-рычажного механизма ползуна 4, на который воздействует реакция от усилия, возникающего при высадке изделия посредством пуансона 19, и усилие со стороны упругих элементов 20 за счет сжатия упругой среды в цилиндрах.
При ходе ползуна пресса вверх полуматрица 13 поднимается с верхней плитой 2, а нижняя полуматрица 18 - с промежуточной 3 поднимаются под воздействием обратной реакции упругих элементов 20, заставляющих боковой ползун 4 через систему рьтчагов 5 отходить вправо и подниматься до исходного положения (соосности отрезных ножей). Изделие 22 остается в верхней полуматрице 13 за счет смещения линии разъема е и в конце хода ползуна пресса выталкивается выталкивателем 17.
Предложенная конструкция штампа позволяет расширить технологические возможности за счет обеспечения резки длинных заготовок от прутка, а также совмещения операций отрезки и высадки.
Формула изобретени
Штамп для закрытой отрезки и высадки стержневых изделий, содержащий подвижный и неподвижный отрезные ножи, закрепленные соответственно на верхней и нижней плитах, высадочг- ный пуансон, отличающийся тем, что, с целью расширения технологических возможностей, штамп снабжен промежуточной плитой с направляю шрнми, боковым ползуном П-образной
31А40596
формы, установленным с возможностью ми, закрепленными соответственно на осевого перемещения п направляющих верхней и промежуточной плитах, и промежуточной плиты и связанного с нижней плитой посредством рычагов с образованием параллелограммного механизма, верхней и нижней полуматрицаупругими элементами, установленными с возможностью одновременного возде ствия на промежуточную плиту и боко вой ползун.
ми, закрепленными соответственно на верхней и промежуточной плитах, и
упругими элементами, установленными с возможностью одновременного возде- ствия на промежуточную плиту и боковой ползун.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2006 |
|
RU2344896C2 |
| Штамп для изготовления изделий из прутка | 1974 |
|
SU515563A1 |
| Клиновой штамп для двухсторонней высадки стержневых деталей с головками | 1976 |
|
SU583855A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ БУРТИКОВ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2011 |
|
RU2479375C1 |
| Клиновой штамп для двусторонней высадки стержневых деталей с головками | 1979 |
|
SU774753A2 |
| Автоматический штамп для изготовления пустотелых заклепок из проволоки | 1957 |
|
SU113850A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 1991 |
|
RU2013170C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Станок для клепки накладок к тормозным колодкам | 1981 |
|
SU1034827A1 |
| Штамп для однопереходной высадки утолщений на стержневых заготовках | 1982 |
|
SU1049155A1 |

Изобретение относится к обработке металлов давлением и может быть использовано для отрезки и высадки стержневых изделий. Цель изобретения- распшрение технологических возможностей за счет обеспечения резки длинных заготовок от прутка с одновременной высадкой. Устройство содержит верхнюю плиту 2 с полуматрицей 13 и отрезным ножом 16, промежуточную плиту (ПИ) 3 с полуматрицей 18 и продольными направляющими. ПИ 3 связана с боковым ползуном 4 посредстП х вом продольных направляющих. Боковой ползун 4 с помощью рычагов 5 шарнир- но связан с нижней плитой 1 с образованием параллелограммного механизма. На боковом ползуне закреплен высадоч- ньп пуансон 16, входящий в отверстие разъема нижней 18 и верхней 13 полу матриц. ПП 3 и боковой ползун 4 связаны упругш-ш элементами 20, установленными с возможностью одновременного воздействия на них. При рабочем ходе ползуна пресса отрезанная заготовка 22 зажимается полуматрицами 13 и 18 и высаживается высадочньм пуансоном 19 при опускании и перемещении вперед бокового ползуна 4 за счет параллелограммного механизма. При этом осуществляется одностороннее сжатие упругой среды в упругом элементе 20. При обратном ходе ползуна пресса нижняя полуматрица 18 с ПП 3 поднимается под воздействием обратной реакции упругих элементов 20, заставляющих боковой ползун 4 через систему рычагов 5 отойти назад и подняться до исходного положения. Изделие 22 выталкивается выталкивателем 17. 3 ил. ю (Л О сл Uf.f
Фиг. 2
Б-5
S
йа
w///////////
8
у/ /77 /7/:: / /// у// /7/7.
777 777 777 777 777 777 777
Фае. 5
| Соловьев С.С | |||
| Безотходная резка сортового проката в штампах, М,: Машиностроение, 1985, е | |||
| Регулятор для ветряного двигателя в ветроэлектрических установках | 1921 |
|
SU136A1 |
| Способ получения бензидиновых оснований | 1921 |
|
SU116A1 |
