Изобретение относится к области обработки металлов давлением и может быть использовано для получения утолщений различной конфигурации, толщины и диаметра на торцах стержневых заготовок.
Заявленное устройство предназначено для высадки на прессе утолщений на стержневых заготовках в виде прутка.
Известны устройства для высадки утолщений на стержневых заготовках, содержащие, как правило, смонтированный на верхней плите пуансонодержатель с предварительным и окончательным пуансонами, а также, по меньшей мере, две полуматрицы, каждая из которых имеет поверхности для зажима стержневой части штампуемого изделия и формообразования головки (SU 311693, SU 626871, SU 814544, SU 715197, SU 640810, RU 2082533).
Недостатками известных устройств являются невозможность высадки за один переход и зависимость от допуска на диаметр.
Известен «Способ высадки утолщений на стержнях» SU 659265 от 21.02.77 г. По данному способу после укладки заготовки в ручей матрицы производят зажим ее недеформируемого участка в охватывающей части ручья, а при наборе утолщения осуществляется подпор высаживаемого участка.
Недостатком вышеуказанного способа является операция предварительного отгибания высаживаемого участка заготовки.
Наиболее близким по технической сущности к предлагаемому изобретению является штамп фрикционного пресса с разъемной матрицей, содержащей неподвижную плиту, стакан с размещенными в нем полуматрицами, выполненными с рабочим отверстием, и верхнюю подвижную плиту с закрепленным на ней формообразующим пуансоном. (Брюханов А.Н. Ковка и объемная штамповка, Москва, Машиностроение, 1975 г., стр.266, рис.243(в)).
Недостатком вышеуказанного штампа является тихоходность, и как результат этого низкая производительность пресса.
Технический результат предлагаемого изобретения следующий:
- независимость от допуска на диаметр;
- автоматический зажим заготовки перед высадкой утолщения;
- автоматическое выталкивание детали.
Указанный технический результат достигается тем, что в устройство для высадки утолщений на стержневых заготовках, содержащее неподвижную плиту, предназначенную для установки на столе пресса, стакан с размещенными в нем полуматрицами, выполненными с рабочим отверстием, и верхнюю подвижную плиту с закрепленным на ней формообразующим пуансоном, предназначенную для соединения посредством хвостовика с ползуном пресса, дополнительно снабжено жестко закрепленными на неподвижной плите прокладкой с наклонной поверхностью и направляющими, в которых с возможностью перемещения установлен стакан, механизмом выдвижения стакана, а также соединенным с верхней подвижной плитой прижимом и деталью из полиуретана, полуматрицы выполнены с полостью, в которой размещен выталкиватель, рабочее отверстие полуматриц выполнено по высаживаемому прутку в пределах верхнего допуска на его изготовление, а верхний прижим и полуматрицы выполнены с конусом для обеспечения вместе с деталью из полиуретана зажима заготовки при движении верхней плиты вниз.
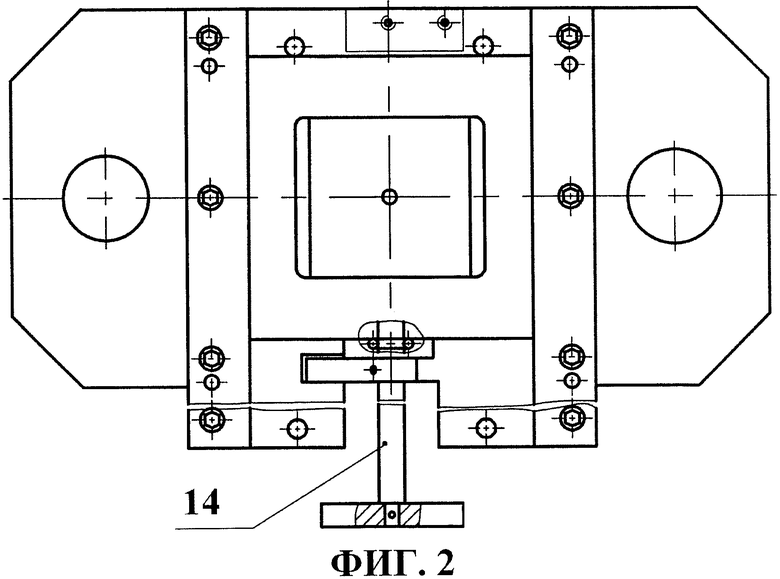
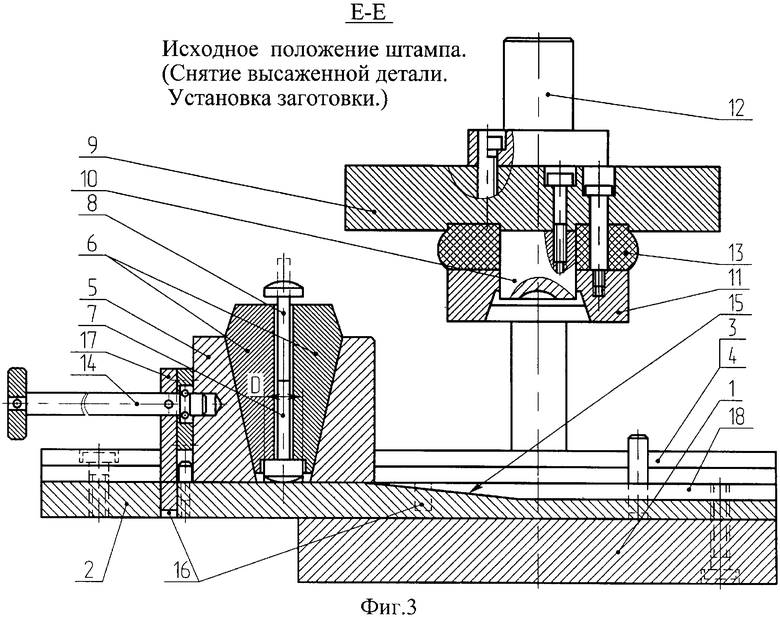
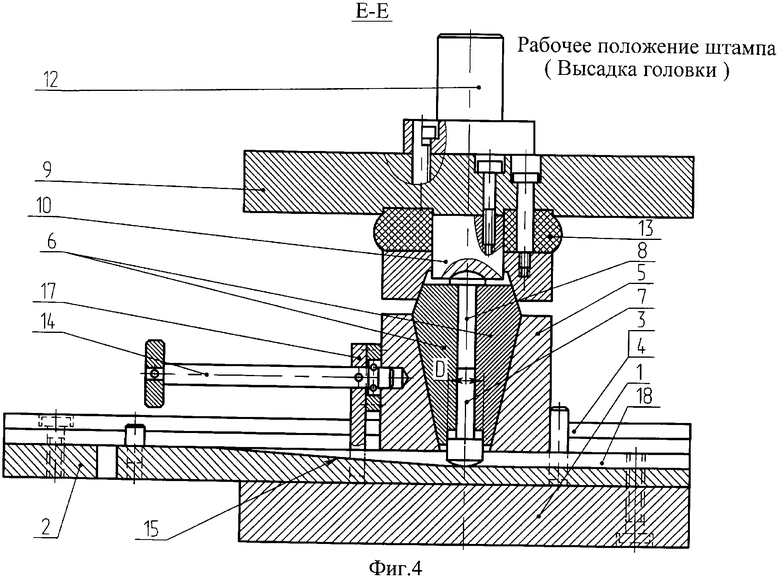
На фиг.1 представлен сборочный чертеж устройства для высадки утолщений на стержневых заготовках. На фиг.2 представлен механизм выдвижения стакана. На фиг.3 представлено исходное положение устройства (снятие высаженной детали, установка заготовки). На фиг.4 представлено рабочее положение устройства (высадка утолщения).
Устройство для высадки утолщений на стержневых заготовках содержит нижнюю неподвижную плиту 1, к которой жестко крепится специальная каленая прокладка 2, а также жестко закреплены направляющие 3 и 4, по которым движется стакан 5. В прокладке 2 выполнен паз 18 с наклонной (подъемной) поверхностью 15. Подъем поверхности выполнен от центра устройства для высадки утолщений на стержневых заготовках. Ширина паза немного больше диаметра основания выталкивателя 7 для свободного перемещения по пазу во время выдвижения стакана 5. В полости стакана 5 размещены полуматрицы 6, выталкиватель 7 и стержневая заготовка 8. К верхней подвижной плите 9 жестко крепится формообразующий съемный пуансон 10, по которому движется прижим 11 и буфер 13. Пуансон 10 может меняться в зависимости от конфигурации и диаметра утолщения. Прижим 11 и полуматрицы 6 выполнены в виде конуса в центральной части. С помощью хвостовика 12 верхняя подвижная плита 9 крепится к ползуну пресса.
Устройство для высадки утолщений на стержневых заготовках работает следующим образом (фиг.4): стакан 5 с полуматрицами и стержневой заготовкой с помощью рукоятки 14 перемещен до упора в центр устройства для высадки утолщений на стержневых заготовках и стопорится фиксатором 17 (поворотом рукоятки 14) в фиксирующие пазы 16. При движении верхней плиты устройства (в сборе) (рабочий ход пресса) происходит автоматический зажим заготовки посредством верхнего прижима 11, так как создаются вертикальное и боковое усилия на полуматрицы за счет конусов в прижиме и полуматрицах. При дальнейшем движении вниз ползуна пресса происходит сжатие буфера и оформление утолщения пуансоном 10, причем за счет рабочего отверстия в полуматрицах, изготовленного по прутку в пределах верхнего допуска, на утолщении отсутствуют заусенцы по линии разъема полуматриц 6. После того как подвижная верхняя плита с пуансоном вернется в первоначальное положение (рабочий ход пресса закончен) (фиг.3) поворотом рукоятки фиксатор 17 выводится из фиксирующего паза и рукояткой 14 стакан с полуматрицами и высаженным стержнем выводится в исходное положение по плоскости прокладки 2 и направляющих 3 и 4 до левого упора и снова стопорится фиксатором 17 (поворотом рукоятки). В процессе перемещения стакана 5 выталкиватель 7 нижней головкой, двигаясь по пазу по наклонной поверхности, поднимается вверх и автоматически плоскостью головки поднимает полуматрицы и высаженный стержень. При подъеме вверх полуматрицы расходятся за счет конусов и освобождают высаженный стержень, который легко удаляется пинцетом. Далее процесс повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ БУРТИКОВ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2011 |
|
RU2479375C1 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2015 |
|
RU2596511C1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Штамп для закрытой отрезки и высадки стержневых изделий | 1987 |
|
SU1440596A1 |
| Штамп для изготовления изделий из прутка | 1974 |
|
SU515563A1 |
| Штамп для однопереходной высадки утолщений на стержневых заготовках | 1982 |
|
SU1049155A1 |
| Штамп для прямого выдавливания | 1980 |
|
SU884812A1 |
| Устройство для многопозиционной штамповки | 1987 |
|
SU1479199A1 |
| УСТРОЙСТВО для ВЫСАДКИ УТОЛЩЕНИЙ КА СТЕРЖНЕВЫХЗАГОТОВКАХ | 1971 |
|
SU311693A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при получении на стержневых заготовках утолщений различных конфигураций и размеров. Устройство содержит неподвижную плиту для установки на столе пресса, стакан с полуматрицами и верхнюю подвижную плиту с формообразующим пуансоном. Верхняя плита соединена посредством хвостовика с ползуном пресса. На неподвижной плите жестко закреплена прокладка с наклонной поверхностью и направляющими. В направляющих перемещается стакан, оснащенный механизмом его выдвижения. В устройстве предусмотрены соединенный с верхней подвижной плитой прижим и деталь из полиуретана. Полуматрицы имеют полость, в которой размещен выталкиватель. Рабочее отверстие полуматриц выполнено по высаживаемому прутку в пределах верхнего допуска на его изготовление. Верхний прижим и полуматрицы имеют конус для обеспечения вместе с деталью из полиуретана зажима заготовки при движении верхней плиты вниз. В результате обеспечивается повышение производительности. 4 ил.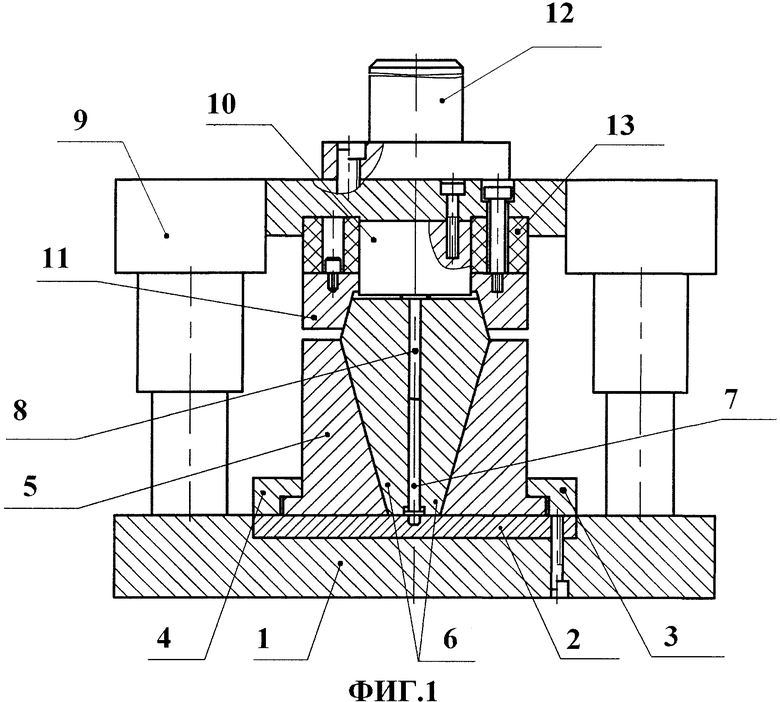
Устройство для высадки утолщений на стержневых заготовках, содержащее неподвижную плиту, предназначенную для установки на столе пресса, стакан с размещенными в нем полуматрицами, выполненными с рабочим отверстием, и верхнюю подвижную плиту с закрепленным на ней формообразующим пуансоном, предназначенную для соединения посредством хвостовика с ползуном пресса, отличающееся тем, что оно снабжено жестко закрепленными на неподвижной плите прокладкой с наклонной поверхностью и направляющими, в которых установлен стакан, механизмом выдвижения стакана, а также соединенным с верхней подвижной плитой прижимом и деталью из полиуретана, причем полуматрицы выполнены с полостью, в которой размещен выталкиватель, рабочее отверстие полуматриц выполнено по высаживаемому прутку в пределах верхнего допуска на его изготовление, а верхний прижим и полуматрицы выполнены с конусом для обеспечения зажима заготовки при движении верхней плиты вниз.
| БРЮХАНОВ А.Н | |||
| Ковка и объемная штамповка | |||
| - М.: Машиностроение, 1975, с.266, рис.243(в) | |||
| Штамп для однопереходной высадки утолщений на стержневых заготовках | 1982 |
|
SU1049155A1 |
| Штамп для объемной штамповки деталей | 1976 |
|
SU556881A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| DE 1301297 A, 21.08.1969 | |||
| Устройство для контроля высева | 1984 |
|
SU1205797A1 |

