Изобретение относится к области пайки или сварки, в частности к способу неразъемного соединения медных проводов прямоугольного сечения, и может быть использовано при изготовлении обмоток трансформаторов.
Медные провода обычно соединяют внахлест пайкой твердым припоем. Для обеспечения необходимой прочности и электропроводности длина нахлеста должна быть не менее одной и не более двух ширины провода. Перед пайкой осуществляется подготовка концов сращиваемых йроводов путем их механической обработки с целью образования скошенных поверхностей нахлеста.
Целью изобретения является повышение производительности и качества соединения.
Концы соединяемых проводов предварительно обрезают на половину объема провода в зоне нахлеста по форме равнобедренной трапеции, меньшее основание которой отстоит от конца провода на расстоянии 0,25- 0,3 длины нахлеста, затем концы расплющивают путем обжатия в профильном калибре до образования скошенных поверхностей, после чего производят пайку внахлест.
На фиг. 1 показано изменение формы конца провода в последовательности его обработки, на фиг. 2 и 3 осуществление операций обжатия конца провода в приспособлении-калибре, разрез.
5
0
5
0
5
На фиг. 1 контуром Т изображена первоначальная форма.прямоугольного провода до механической обработки; контуром TJ - форма конца провода после обрезки в виде равнобедренной трапеции. Обрезание концов осуществляют за одну операцию в приспособлении с ножами соответствующей формы. Для обрезания конца провода на половину его объема меньшее основание трапеции (поперечный край обреза) должно быть расположено от торца провода на расстоянии 0,25- 0,3 длины нахлеста соединяемых проводов.
После обрубания концов проводов по форме трапеции осуществляют их расплющивание в обжимных калиброванных плашках до образования скошенных концов (контур 1(1) с поверхностью нахлеста требуемых размеров. Подготовленные к пайке концы складывают внахлест, уплотняют и осуществляют пайку твердым припоем.
В результате предлагаемого способа улучшается качество соединяемых поверхностей и самой пайки, снижается расход припоя, повьш1ается производительность труда, исключается образование мелкой стружки в процессе механической обработки провода, попадание которой в обмотку может привести к повреждению ее изоляции.
Предлагаемьй способ соединения проводов может быть использовано при изготовлении обмоток из прямоугольного медного провода трансформаторов.
f./
ВНИИПИ Заказ 1650/14 Тираж 100 Г Подписное Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
Фо1.3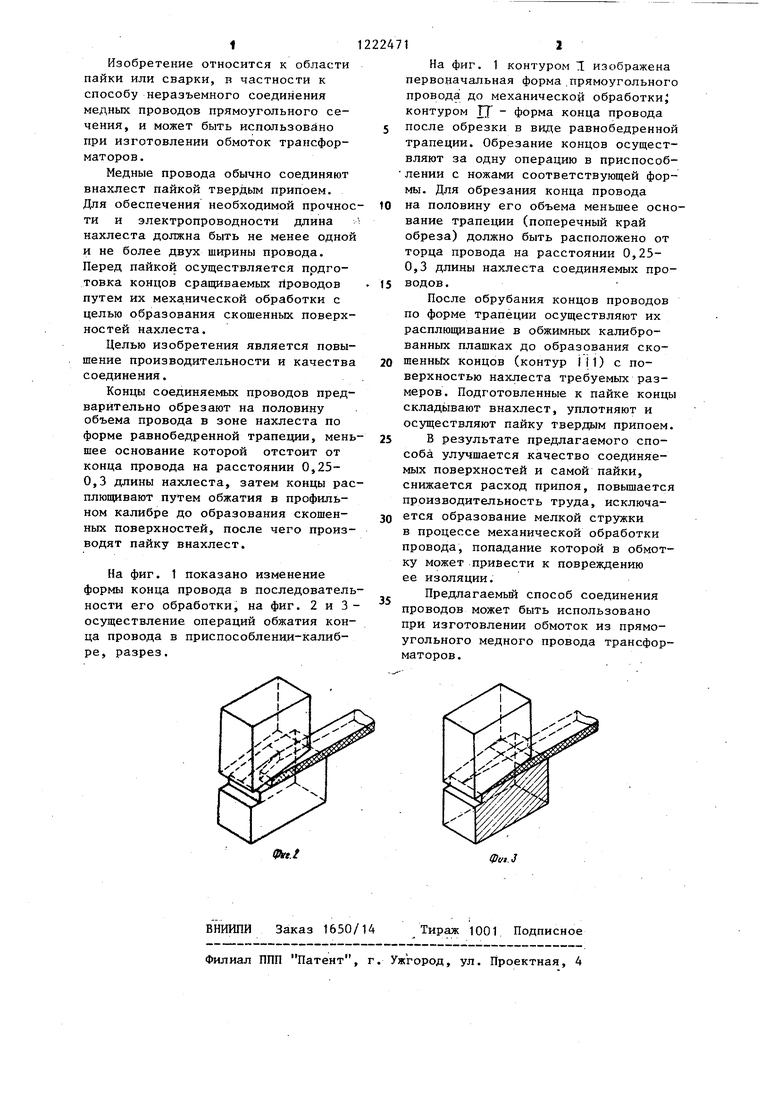
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЫКОВОЙ ЭЛЕКТРИЧЕСКИЙ СОЕДИНИТЕЛЬ | 2011 |
|
RU2478050C2 |
| РЕШЁТЧАТАЯ АЭРОДИНАМИЧЕСКАЯ ПОВЕРХНОСТЬ | 2018 |
|
RU2686593C1 |
| ОБЪЕМНЫЙ ЭЛЕМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ СТРУКТУР | 1993 |
|
RU2035313C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОНТАКТНОГО ПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2011566C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОГО КАБЕЛЬНОГО СОЕДИНИТЕЛЬНОГО УЗЛА | 1986 |
|
RU2150166C1 |
| Электрическая обмотка | 1980 |
|
SU892486A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ С СЕТЧАТОЙ ОБОЛОЧКОЙ | 1997 |
|
RU2111096C1 |
| Устройство для разливки стали | 1989 |
|
SU1687363A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАНАРНОГО ТРАНСФОРМАТОРА НА ОСНОВЕ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2007 |
|
RU2345510C1 |
| Заготовка для детали электротехнического назначения, содержащая неразъёмное интерфейсное соединение "медный проводящий материал-магнитная сталь", способы получения заготовки и деталь электротехнического назначения, выполненная из такой заготовки | 2024 |
|
RU2838638C1 |

| Герасимова Л.С., Дейнега И.А | |||
| Пшеничный Г.И., Чечелюк Я.З | |||
| Трансформаторы | |||
| Технология и механизация производства обмоток и изоляции силовых трансформаторов | |||
| Вып | |||
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
| М.: Энергия, 1979, с | |||
| Аппарат для электрической передачи изображений без проводов | 1920 |
|
SU144A1 |
