Изобретение относится к целлюлозно-бумажной промьппленности, в частности к листовой штамповке не 1етал- лических материалов, и может быть использовано при вытяжке изделий из фибры.
Цель изобретения - повышение качества изделий за счет улучшения эксплуатационных характеристик штампа.
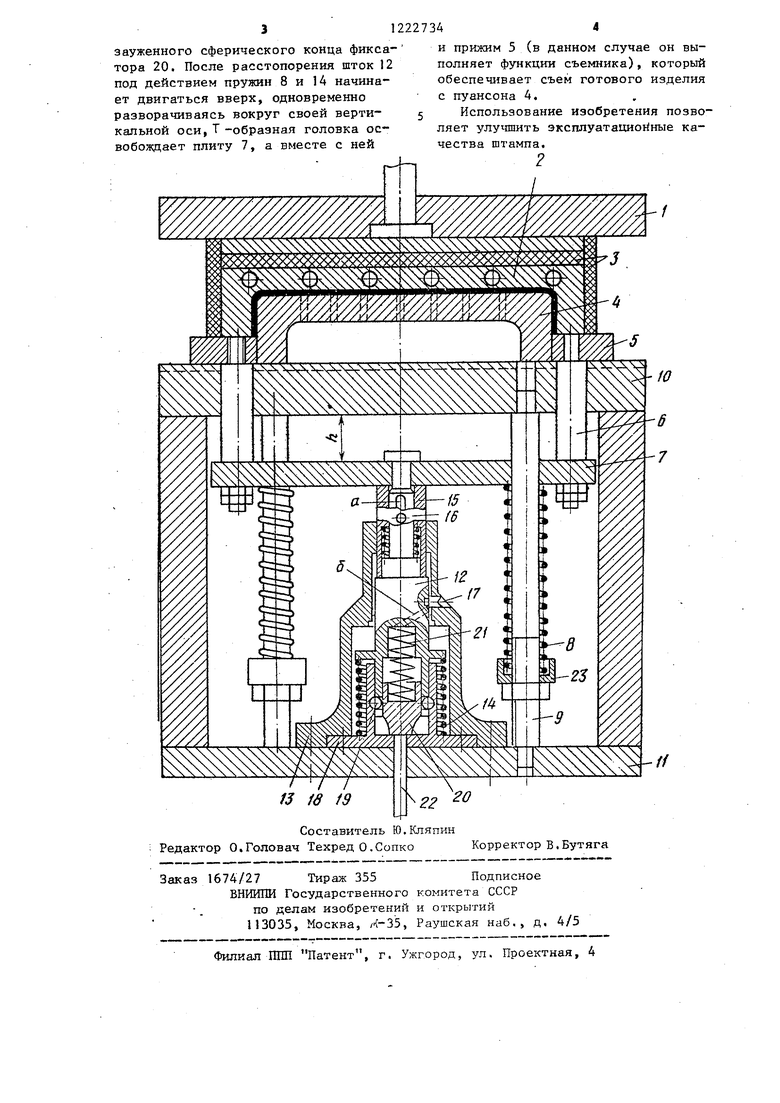
На чертеже изображен штамп для вытяжки изделий из неметаллических материалов, общий вид.
, Штамп для вытяжки изделий, например , из материалов типа фибры содержит верхнюю плиту 1 крепления, обог- реваем ую матрицу 2, теплоизоляторы 3, пуансон 4 с отверстиями для отвода водяных паров от изделия, цлиту при жим 5 (она является и объемником), связанную тягами 6 с выталкивающей плитой 7, подпружиненной пружинами 8 на колонках 9, закрепленных в нижней плите 10 крепления с каналом для отвода паров влаги из полости пуансона и основании 11.
Плита 7 связана с Т-образной головкой штока 12, размещенного в корпусе 13 и подпружиненного относительно него пружиной 14.
Внутри корпуса 13 в его верхней части размещена на штоке подпружиненная втулка 15 с установочным винтом 16, входящим в продольный осевой паз а штока 12.
На корпусе 13 установлен винт 17, входящий своим концом в винтовой -паз S, выполненный на штоке 12. К корпусу 13 в его 1шжней части закреплен стакан 18 с выполненньм на его внутренней поверхности кольцевым сферическим пазом для захвата шариков 19, размещенных в подвижном штоке 12, внутри которого расположен фиксатор 20, подпружиненный пружиной 21 сжатия к стакану 18 в момент фиксации штока 12. Для расфиксации последнего служит шток 22, смонтированный в выталкивающем механизме гидропресса.
Для регулировки пружин В на колонках 9 установлены с возможностью продольного перемещения втулки 23.
Вытяжка изделий, например, из неметаллических материалов типа фибры производится следующим образом.
Предварительно увлажненную заготовку из фибры укладывают на плиту- прижим 5, которая в исходном положении находится на одном уровне с пуансоном 4. По мере отпускания.матрицы , 2 происходит равномерная вытяжка по всей поверхности заготовки за счет ее постоянного поджатия прижимом 5 к матрице 2. Вместе с прижимом 5 начинает двигаться вниз выталкивающая плита 7, в продольный паз которой заходит Т-образная головка штока 12. Одновременно с плитой 7 под ее воздействием приходит в движение втулка 15, которая, преодолев усилие пружины, смещается вниз и упирается своим нижним торцом в выступ штока 12. В этот момент Т-образная головка оказывается плитой 7, которая, продолжая движение вниз, через втул- ку 15 начинает опускать шток 12.
Но поскольку в ьгаолненный на нем винтовой паз S входит ycTaHOBOtsibift винт 17, то шток 1 при опускании яо- ворачивается вокруг своей вертикальной оси.
Как только заканчивается рабочий ход пресса (ютита-прижйм 5, а следовательно, и плита 7, опускаются на величину Ь, что соответствует высоте вытягиваемого изделия), в результате которого шток 12 вместе с Т- образной головкой разворачиваются на I90 и оказываются в крайнем нижнем положении, происходит западание шариков 19 в кольцевую лунку стакана 18 и их быстрое стопорение в этом положении подпрзшиненным фиксатором 20, который поджимается к стакану 18. Шарики 19 совместно с фиксатором 20, штоком 12 и стаканом 18 в этот момент выполняют функции замка, который обеспечивает удержание прижима 5 в крайнем нижнем положении при отводе матрицы вверх после заданной выдержки для обеспечения максимальной сушки изделия. При этом изделие остается обжатым на пуансоне 4 и в случс е необходимости (при недоста- точной просушке) может оставаться
на нем до полного высыхания. (
После того, как изделие достигает необходимой степени влажности, происходит его автоматический съем сле- дующ5гм образом, С помощью выталкивающего механизма гидропресса приводится в движение шток 22, который, воздействуя на фиксатор 20, утапливает его в штоке 12 на такое расстояние, при котором шарики 19 могут выйти из лунки стакана 18 за счет
зауженного сферического конца фикса- тора 20. После расстопорения шток 12 под действием пружин 8 и 14 начинает двигаться вверх, одновременно разворачиваясь вокруг своей вертикальной оси,Т -образная головка освобождает плиту 7, а вместе с ней
73А4
и прижим 5 (в данном случае он выполняет функции съемника), который обеспечивает съем готового изделия с пуансона 4.
Использование изобретения позволяет улучшить эксплуатационные качества штампа,
2
Составитель Ю.Кляпин Редактор О.Головач Техред О.Сопко Корректор В.Бутяга
Заказ 1674/27 Тираж 355Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Х-35, Раушская наб., д. 4/5
Филиал ШШ Патент, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки полых изделий | 1979 |
|
SU845971A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп для двухпереходной вытяжки | 1982 |
|
SU1031574A2 |
| Штамп для вытяжки и формовки | 1978 |
|
SU733797A1 |
| Штамп для вытяжки | 1989 |
|
SU1773532A1 |
| Штамп для формования заготовок типа стакана | 1975 |
|
SU579864A3 |
| Штамп для вытяжки с противодавлением | 1987 |
|
SU1465153A1 |
| Штамп для штамповки изделий из плоских заготовок | 1987 |
|
SU1447479A1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU980899A1 |
| УНИВЕРСАЛЬНЫЙ КОМБИНИРОВАННЫЙ ШТАМП ДЛЯ ВЫРУБКИ ЗАГОТОВКИ И ВЫТЯЖКИ ИЗДЕЛИЙ | 2009 |
|
RU2436648C2 |
| .Романовский В.П | |||
| Справочник по холодной штамповке | |||
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Способ модулирования для радиотелефона | 1921 |
|
SU251A1 |
| Способ изготовления изделий из волокнистых материалов и пресс-форма для осуществления способа | 1957 |
|
SU114324A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
