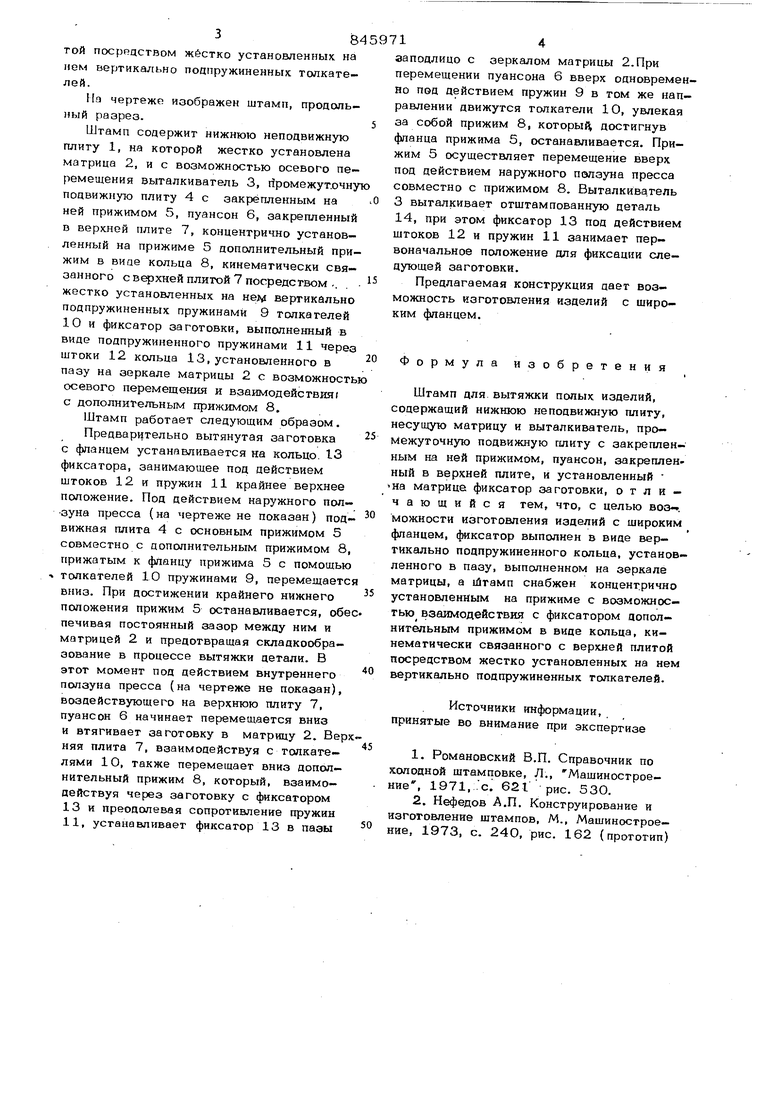
Изобретение относится к обработке м таллов цавлением , а именно к штампам цля вытяжки полых изделий. Известен штамп цля вытяжки полых и делий,содержащий верхнюю и нижние плигы матрицу, пуансон, прижим и выталкивател Недостатком этого штампа является невозможное гь изготовления на нем изделий с широким фланцем, так как в процессе вытяжки фланец штампуемой заготовки, жес тко зафиксированный межау прижимом и , матрицей, не имеет возможности осевого перемещения. Наиболее близким по технической сущности и достигаемому результату является штамп для вытяжки полых изделий, содержащий нижнюю неподвижную плиту, несущую матрицу и выталкиватель, про- межуточную подвижную плиту с закрепленны на ней тфижкмом, пуансон, закрепленный 3 верхней плите, и установленный на матрице фиксатор заготовки С2. Недостатком этого устройства является невозможность изготовления на нем изделий с широким фланцем из-за того, что неподвижный фиксатор не позволяет получать в штампе изделие с шириной фланца большей, чем полуразность диаметра ранее вытянутой заготовки и диаметра вытяжки данного перехода. Цель изобретения - обеспечение возможности изготовления изделий с широким фланцем. Указанная цель достигается тем, что в штампе, содержащем нижнюю плиту с матрицей и выталкивателем, промежуточну плиту с прижимом, верхнюю плиту спуансо ном, и установленный на матрице фиксатор заготовки, фикс агор вьшолиен в виде вер- тикально подпружт1енного кольца, ycraHOJленного в пазу выполненном на зеркале матрицы, а штамп . снабжен концентрич- но установленным на прижиме с возможностью взаимодействия с фиксатором дополнительным прижимом в виде кольца, кивемагически связанного с верхней ПЛ1 той посроаством жёстко установленных: на нем вертикально подпружиненных толкателей. Ма чертеже изображен штамп, продольный разрез. Штамп содержит нижнюю неподвижную плиту 1, на которой жестко установлена матрица 2, и с возможностью осевого перемещения выталкиватель 3, йромежут.очну подвижную плиту 4 с закрепленным на ней прижимом 5, пуансон 6, закрепленный в верхней плите 7, концентрично установленный на прижиме 5 дополнительный прижим в вице кольца 8, кинемагически связанного с вфхней плитой 7 посредством .. жестко установленных на вертикально подпружиненных пружинами 9 толкателей 10 и фиксатор заготовки, выполненный в виде подпружиненного пружинами 11 через штоки 12 кольца 13, установленного в пазу на зеркале матрицы 2 с возможность осевого перемещеюш и взаимодействия с дополнительным прижимом 8. Штамп работает следующим образом. Предварительно вытянутая заготовка с фланцем устанавливается на кольцо. 13 фиксатора, занимающее под действием штоков 12 и пружин 11 крайнее верхнее положение. Под действием наружного пол- зуна пресса (на чертеже не показан) подвижная плита 4 с основным прижимом 5 совместно с дополнительным прижимом 8, прижатым к фланцу прижима 5 с помощью толкателей 10 пружинами 9, перемещаетс вниз. При достижении крайнего нижнего положения прижим 5 останавливается, обе печивая постоянный зазор между ним и матрицей 2 и предотвращая складкообразование в процессе вытяжки детали. В этот момент под действием внутреннего ползуна пресса (на чертеже не показан), воздействующего на верхнюю плиту 7, пуансон 6 начинает перемещается вниз и втягивает заготовку в матрицу 2. Вер няя плита 7, взаимодействуя с толкателями 10, также перемещает вниз дополнительный прижим 8, который, взаимодействуя через заготовку с фиксатором 13 и преодолевая сопротивление пружин 11, устанавливает фиксатор 13 в паэы аподлицо с зеркалом матрицы 2.При перемещении пуансона 6 вверх одновременно под действием пружин 9 в том же направлении движутся толкатели 10, увлекая за собой прижим 8i который достигнув фланца прижима 5, останавливается. Прижим 5 осуществляет перемещение вверх под действием наружного ползуна пресса совместно с прижимом 8. Выталкива.тель 3 выталкивает отштампованную деталь 14, при этом фиксатор 13 под действием штоков 12 и пружин 11 занимает первоначальное положение для фиксации следующей заготовки. Предлагаемая конструкция дает возможность изготовления изделий с широким фланцем. Формула изобретения Штамп для. вытяжки полых изделий, содержащий нижнюю неподвижную плиту, несущую матрицу и выталкиватель, промежуточную подвижную гшиту с закрепленным на ней прижимом, пуансон, закрепленный в верхней плите, и установленный На Матрице фиксатор заготовки, отличающийся тем, что, с целью воз. можности изготовления изделий с широким фланцем, фиксатор выполнен в виде вертикально подпружиненного кольца, установленного в пазу, выполненном на зеркале матрицы, а 1Йтамп снабжен концентрично установленным на прижиме с возможностью взаимодействия с фиксатором дополнительным прижимом в вида кольца, кинематически связанного с верхней плитой посредством жестко установленных на нем вертикально подпружиненных толкателей. Источники информации, принятые во внимание при экспертизе 1.Романовский В.П. Справочник по холодной штамповке. Л., Машиностроение, 1971, .с. 621 рис. 53О. 2.Нефедов А.П. Конструирование и изготовление штампов, М., Машиностроение, 1973, с. 240, рис. 162 (прототип)
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ КОМБИНИРОВАННЫЙ ШТАМП ДЛЯ ВЫРУБКИ ЗАГОТОВКИ И ВЫТЯЖКИ ИЗДЕЛИЙ | 2009 |
|
RU2436648C2 |
| Штамп для вытяжки с противодавлением | 1988 |
|
SU1593738A1 |
| Штамп для пульсирующей вытяжки | 1986 |
|
SU1362540A1 |
| Штамп для вытяжки | 1987 |
|
SU1503938A1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU980899A1 |
| Штамп для изготовления полых деталей | 1987 |
|
SU1634349A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Штамп для вытяжки | 1989 |
|
SU1773532A1 |
| Способ вытяжки полых изделий из листовой заготовки и штамп для его осуществления | 1985 |
|
SU1407619A1 |
| Штамп для изготовления конических деталей | 1980 |
|
SU927387A1 |

