1
Изобретение касается обработки металлов давлением и относится к штампам для вытяжки с противодавлением.
Цель изобретения - повьшение точности вытягиваемых издел иц путем предотвращения уменьшения диаметра пуансона под действием противодавления рабочей жидкости.
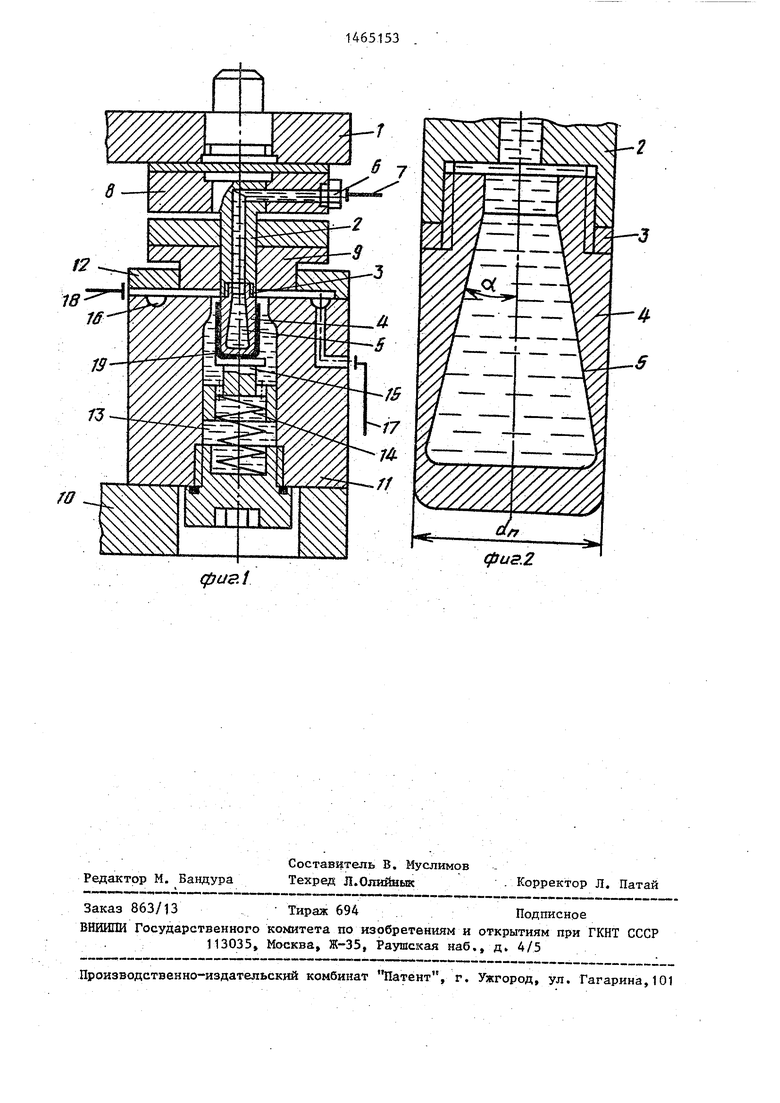
На фиг. 1 изображен штамп, общий вид, продольный разрез; на фиг. 2 - фрагмент пуансона (в увеличенном масштабе).
Штамп содержит верхнюю плиту 1 (фиг. 1), несущую пуансон, который состоит из корпуса 2 (фиг. 2), уплотнения 3, рабочей части в виде стакана 4 с внутренней полостью 5, заполненной жидкостью под избыточным давлением, в форме усеченного кону-
t
са с углом при вершине с/, сообщенной через штуцер б и трубопровод 7 с на- срсом (не показан). Штамп также содержит промежуточную плиту 8 с жестко связанным с ней прижимом 9, нижнюю плиту 10, на которой жестко закреплена матрица 11 с фиксатором 12. ;Рабочая полость 13 матрицы 11 заполнена жидкостью, внутри которой размещен подпружиненньш пружиной 14 выталкиватель 15, На зеркале матрицы .11 расположена кольцевая канавка 16, которая сообщена через трубопроводы 17.и 18 с маслосборником (не показан) .
Позицией 19 обозначена готовая деталь.
Штамп работает следующим образом.
Перед началом процесса вытяжки во внутреннюю полость 5 стакана 4
4
О5
ел ел
00
принудительно через трубопровод 7 и штуцер 6 подают под избыточным давлением жидкость, например индустриальное масло или воду. Величина избыточного давления жидкости, подаваемого во внутреннюю полость 5 стакана 4, определяется наличием в рабочей полости 13 матрицы 11 в процессе вытяжки противодавления рабочей жидкости, по нормали действующего через заготовку (не показана) на поверхность стакана 4 и сжимающего последний. Эгпора противодавления жидкости в рабочей полости 13 матрицы 11 изменяется от максимз а у дна штампуемой детали до атмосферного у фланца детали. Под действием про- тиводйвления рабочей жидкости, возникающего в рабочей полости 13 матри цы 11, в стенках стакана 4 возникают сжимающие напряжения. Под действием этих напряжений наружный диаметр dp стакана 4 уменьшается на ве
личину упругих деформаций, вызванных сжимающими напряжениями.
При подаче под избыточным давлением жидкости во внутреннюю полости 5 стакана 4 в стенках его возникают упругие деформации растяжения. Величина избыточного давления жидкости, подаваемого во вг-тутреннюю полость 5 стакана 4, рассчитывается исходя из величины упругих деформаций .и у стенок стакана 4, созданных в последнем действием противодавления рабочей жидкости в рабочей полости 13 матрицы 11. Характер эпюры этих упругих деформаций по высоте стакана должен соответствовать характеру эпюры противодавления рабочей жидкости, действующего на стакан 4 в рабочей полости 13 матрицы 11. По закону Паскаля давление жидкости в закрытой полости передается всем точкам стенок полости по всем направлениям одинаково. Так как толщина стенок стакана 4 изменяется по линейному закону, то при одинаковом давлений. - жидкости во внутренней полости 5 с гакана 4 упругие деформации стенок его будут обратно цропорциональны толщине этих стенок. Величина упругих деформаций стенок стакана 4 будет при этом соответствовать эпюре распределения растягивающих напряжений по высоте стакана 4 под дейст- вием избыточного давления жидкости, создаваемого во внутренней полости
0
д
5
5
5. Эпюра растягивающих напряжений в стакане 4 будет иметь треугольный вид в соответствии с изменением толщины стенок стакана 4.
После того, как во внутреннюю полость 5 стакана 4 была подана под избыточным давлением жидкость, на зеркало матрицы 11 в фиксаторо12 ук-. ладывают плоскую заготовку и прижимают ее прижимом 9, Далее сообщают движение верхней плите 1 с закрепленным на ней корпусом 2 пуансона и стаканом 4. При рабочем ходе пуансона заготовка вытягивается в полую деталь 19. Пуансон при своем движении через заготовку передает движение рабочей жидкости, находящейся в рабочей полости 13 матрицы 11, и по мере опускания вытесняет рабочую жидкость из рабочей полости 13 матрицы 11.
При обратном ходе пуансона готовая деталь 19 снимается со стакана 4 прижимом 9 и остается в рабочей полости 13 матрицы 11. При отводе прижима 9 от матрицы 11 вытянутая деталь 19 под действием выталкивателя 15 выталкивается из рабочей по- Q лостй 13 матрицы 11.
Наличие противодавления рабочей жидкости в рабочей полости 13 матрицы 11 приводит к созданию в стакане 4 в радиальном направлении напряжений сжатия, которые, суммируясь с напряжениями растяжения от избыточного давления жидкости на стенки внутренней полости 5 стакана 4, нейтрализуют напряжения сжатия в последнем до нулевого значения. Так как величина избыточного давления жидкости во внутренней полости 5 стакана 4 подобрана соответственно величине цротиводавления рабочей жид- g кости, создаваемого- в рабочей полос°- ти 13 матрицы 11, упругих деформаций стакана 4 в радиальном направлений, а вследствие этого и уменьшения внутреннего диаметра детали 19 на величину упругих деформаций в процессе вытяжки не происходит. Вся величина противодавления рабочей жидкости в рабочей полости 13 матрицы 11 расходуется только на нейтрализацию растягивающих напряжений в стенках стакана 4, вызванных избыточным давлением жидкости во внутренней полости 5. Вследствие этого не происходит зования посадки с натягом между вы5
0
0
В
тянутой деталью 19 и стаканом 4. Поэтому после окончания процесса вытяжки, деталь 19 легко снимается со стакана 4. Внутри детали отсутству. ют царапины и задиры.
Величина усилия противодавления рабочей жидкости, создаваемого в рабочей полости 13 матрицы 11, зависит от физико-механических свойств штампуемого материала детали 19, т.е. при вытяжке деталей из разных материалов величина противодавления рабочей жидкости будет разной. Так как величина противодавления рабочей жидкости в процессе вытяжки деталей одного типоразмера из разных -материалов различна, то и величина упругих деформаций, зависящая от усилия противодавления, рабочей жидкости, тоже будет разной. Следовательно, цри использовании конструкции данного штампа для компенсации влия.ния сжимающих напряжений в стакане 4 под действием противодавления рабочей жидкости, создаваемого в рабочей полости 13 матрицы 11, для каждого вида материала штампуемой детали необходимо создавать строго определенное по значению избыточное давление жидкости во внутренней полости 5 стакана 4. .
При вытяжке деталей одного типо.размера не менее пластичных материалов величина упругих деформаций будет больше по.сравнению с упругими деформациями для деталей из более пластичных материалов. Так как в первом случае величина натяга между деталью 19 и стаканом 4 будет больше, чем во втором, то для компенсации упругих деформаций пуансона ве- личина избыточного давления жидкости, создаваемого во внутренней покана жидкости под избыточным давлением в стенках стакана создаются напряжения растяжения. Растягивающие напряжения компенсируют влияние сжимающих напряжений в стенках стакана обусловленных действием противодавления рабочей жидкости, которое создается в полости матрицы при вытяжк(г 10 Величина избыточного давления жидкости во внутренней полости стакана подбирается соответственно величине противодавления рабочей жидкости в полости матрицы. Упругих деформаций t5 стакана в радиальном направлении, а вследствие этого и уменьшения внутреннего диаметра детали dg на вег личину упругих деформаций, и образования посадки с натягом детали со 2Q стаканом в процессе вытяжки не проис ходит. Вся величина противодавления рабочей жидкости расходуется толь- ,ко на нейтрализацию растягивающих напряжений в стенках стакана, выз- 25 ванных избыточным давлением жидкости во внутренней полости. Тем самым по- выщается точность внутреннего диаметра штампуемых деталей и снижается усилие съема детали с пуансона, что 30 ведет к повьшению качества внутренней поверхности готовой детали. Так как деталь снимается со стакана, то на внутренней ее поверхности отсутствуют задиры и царапины.
35
40
Формула изобретения Штамп для вытяжки с противодавлением, содержащий соосно установленные матрицу и пуансон, коаксиально которому расположен прижим, отличающийся тем, что, с целью повышения точности вытягиваемых деталей путем предотвращения уменьшения диаметра пуансона под действием протилости 5 стакана 4, должна быть в пер- 5 водавления рабочей жидкости, пуансон вом случае больше, чем в о втором, выполнен с полостью в форме усечен- Принципиальным отличием данного, ного конуСа с большим диаметром со штампа от известного является то, что стороны рабочего торца, заполненной при подаче во внутреннюю полос ть ста- жидкостью, находящейся под давлением.
кана жидкости под избыточным давлением в стенках стакана создаются напряжения растяжения. Растягивающие напряжения компенсируют влияние сжимающих напряжений в стенках стакана, обусловленных действием противодавления рабочей жидкости, которое создается в полости матрицы при вытяжк(г. 0 Величина избыточного давления жидкости во внутренней полости стакана подбирается соответственно величине противодавления рабочей жидкости в полости матрицы. Упругих деформаций 5 стакана в радиальном направлении, а вследствие этого и уменьшения внутреннего диаметра детали dg на вег личину упругих деформаций, и образования посадки с натягом детали со Q стаканом в процессе вытяжки не происходит. Вся величина противодавления рабочей жидкости расходуется толь- ,ко на нейтрализацию растягивающих напряжений в стенках стакана, выз- 5 ванных избыточным давлением жидкости во внутренней полости. Тем самым по- выщается точность внутреннего диаметра штампуемых деталей и снижается усилие съема детали с пуансона, что 0 ведет к повьшению качества внутренней поверхности готовой детали. Так как деталь снимается со стакана, то на внутренней ее поверхности отсутствуют задиры и царапины.
35
40
Формула изобретения Штамп для вытяжки с противодавлением, содержащий соосно установленны матрицу и пуансон, коаксиально которому расположен прижим, отличающийся тем, что, с целью повышения точности вытягиваемых деталей путем предотвращения уменьшения диаметра пуансона под действием проти 5 водавления рабочей жидкости, пуансон выполнен с полостью в форме усечен- ного конуСа с большим диаметром со стороны рабочего торца, заполненной жидкостью, находящейся под давлением.
фиг.2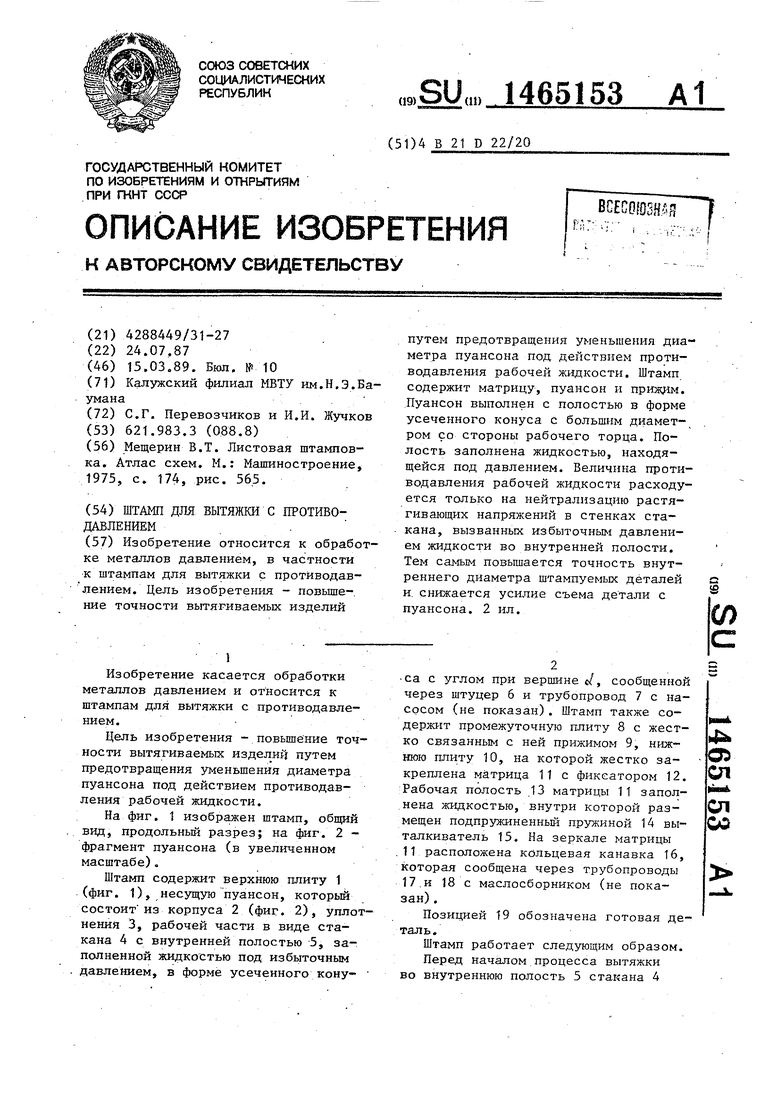


| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки с противодавлением | 1982 |
|
SU1050777A1 |
| Штамп для вытяжки с противодавлением | 1986 |
|
SU1400722A2 |
| Штамп для вытяжки | 1988 |
|
SU1593739A1 |
| Штамп для вытяжки | 1987 |
|
SU1444032A1 |
| Устройство для штамповки | 1986 |
|
SU1355326A1 |
| Способ изготовления полых изделий из листового металла | 1982 |
|
SU1087228A1 |
| Устройство для листовой штамповки | 1990 |
|
SU1810181A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ С ОТВОДАМИ ПОСРЕДСТВОМ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ | 2013 |
|
RU2538888C1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2072271C1 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
Изобретение относится к обработке металлов давлением, в частности к Е1тампам для вытяжки с противодавлением. Цель изобретения - повьше- ние точности вытягиваемых изделий путем предотвращения уменьшения диаметра пуансона под действием противодавления рабочей жидкости. Штамп содержит матрицу, пуансон и приждм. Пуансон выполнен с полостью в форме усеченного конуса с большим диаметром со стороны рабочего торца. Полость заполнена жидкостью, находящейся под давлением. Величина противодавления рабочей жидкости расходуется только на нейтрализацию растягивающих напряжений в стенках стакана, вызванных избыточным давлением жидкости во внутренней полости. Тем самым повьшгается точность внутреннего диаметра штампуемьк деталей и. снижается усилие съема детали с пуансона. 2 ил. с СО
| Мещерин В.Т | |||
| Листовая штамповка | |||
| Атлас схем | |||
| М.: Машиностроение, 1975, с | |||
| Способ прикрепления барашков к рогулькам мокрых ватеров | 1922 |
|
SU174A1 |
| ПРИСПОСОБЛЕНИЕ К КОСЕ ДЛЯ КОСЬБЫ ДВУМЯ РУКАМИ (ОКОСЬЕ) | 1921 |
|
SU565A1 |
