Изобретение относится к производству строительных материалов, в частности к изготовлению сборных железобетонных конструкций.
Цель изобретения - снижение трудозатрат и повышение точности фиксации слоев панели.
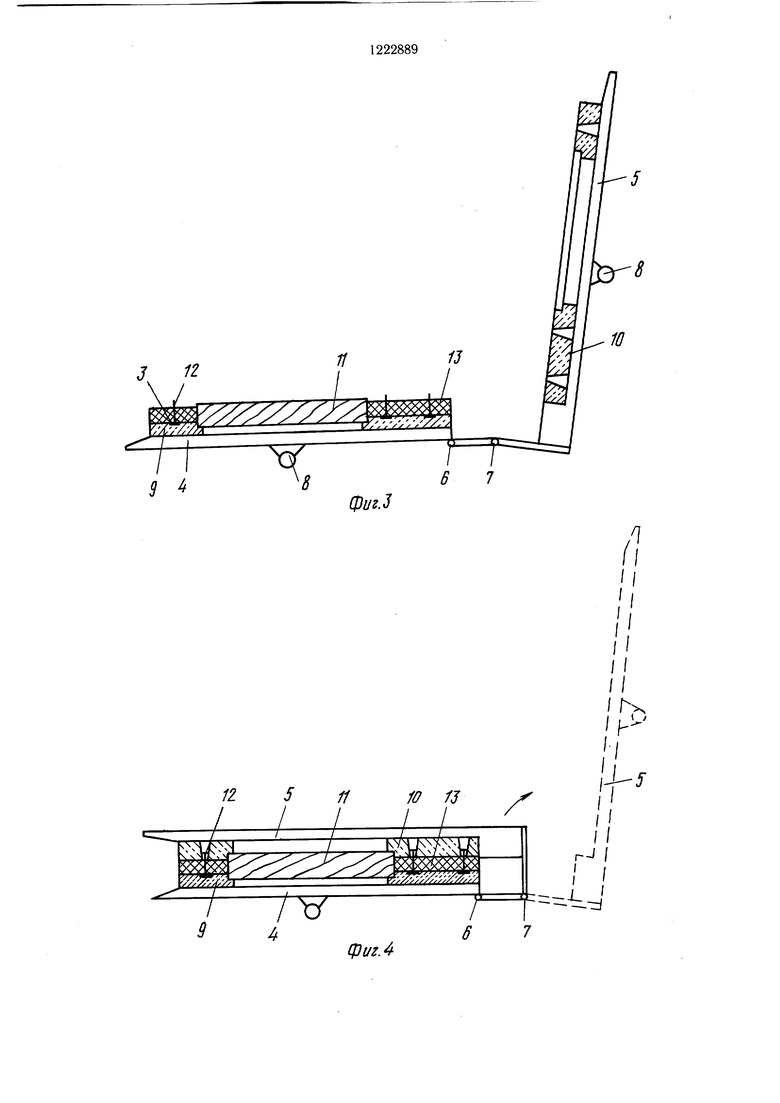
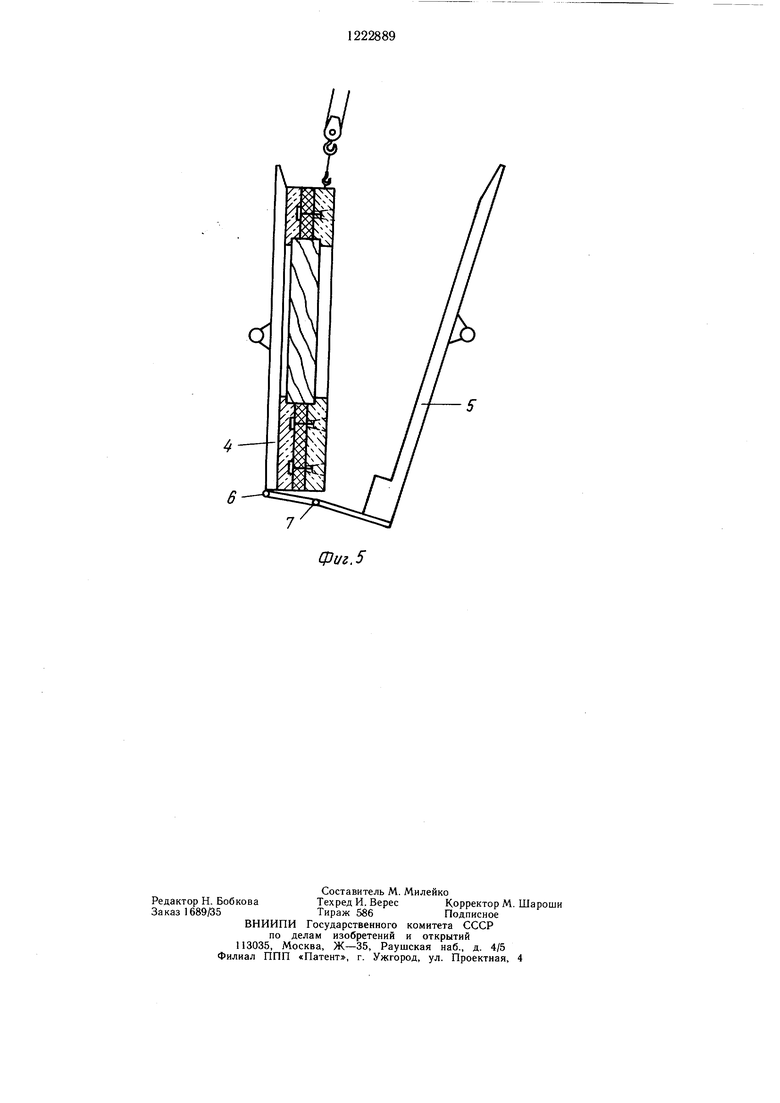
На фиг.1 показано положение кассеты с заформованной в нее бетонной смесью внутреннего и наружного слоев панели при термообработке; на фиг.2 - положение в момент распалубки отформованных слоев; на фиг.З - момент укладки столярных изделий и утеплителя; на фиг.4 - положение кассеты во время фиксации внутреннего слоя над наружным, а также в момент возврата ее в исходное положение; на фиг.5 - момент поворота готовой панели в вертикальное положение.
Способ реализуют следующим образом.
На термосердечник 1 кассеты наносят смазку, устанавливают съемные проемооб- разователи 2. Навешивают и фиксируют арматурные каркасы и закладные детали 3 для установки металлических связей. Боковые щиты: внутренний 4 и наружный 5, смазывают смазкой и поворачивают вокруг оси шарниров 6 и 7, устанавливая их в вертикальное положение.
В образовавшиеся между боковыми щитами 4 и 5 и термосердечником 1 полости укладывают пластичный бетон. Включают вибраторы 8 и уплотняют бетонную смесь в течение 15 мин, после чего осуществляют термовлажностную обработку в течение 9 ч.
«;АуЯ 1
/TK X Z / /
X
8
фиг. 2
0
5
0
После термовлажностной обработки боковой щит 4 с наружным слоем 9 панели поворачивают вокруг оси щарнира 6 в горизонтальное положение, а боковой щит 5 с внутренним слоем 10 панели отклоняют в сторону на небольшой угол вокруг оси щарнира 7 и извлекают из кассеты термосердечник 1. На горизонтально расположенный наружным слой 9 панели укладывают в пазы столярные изделия 11, после чего ввинчивают в закладные детали 3 наружного слоя 9 металлические связи 12 и укладывают утеплитель 13. После этого наружный боковой щит 5 кассеты с закрепленным внутренним слоем 10 панели поворачивают вокруг оси щарнира 7, совмещая пазы слоя с установленными столярными изделиями 11 и технологические отверстия слоя (образуемые конусными фиксаторами толщины слоя кассеты) с металлическими связями 12, затем наружный боковой щит 5 кассеты возвращают в исходное положение. После соединения слоев панели готовую панель кантуют в вертикальное положение при помощи внутреннего бокового щита 4 и транспортируют на склад готовой продукции.
Возможен вариант изготовления слоев панели в одной кассете без применения термосердечника 1, а с использованием объемного разделительного отсека. В этом случае порядок технологических операций остается тем же, за исключением операции подачи пара: его подают не в термосердечник, а в боковые щиты 4 и 5 кассеты. /
J 12.
H
Vx5
6
3
8
13
6. -//,-. YAr-j
6 7
фиг.З
12
I /
M
/1 /I
lh.
;Г
r J /
I /
--L
.
фиг A
Фиг. 5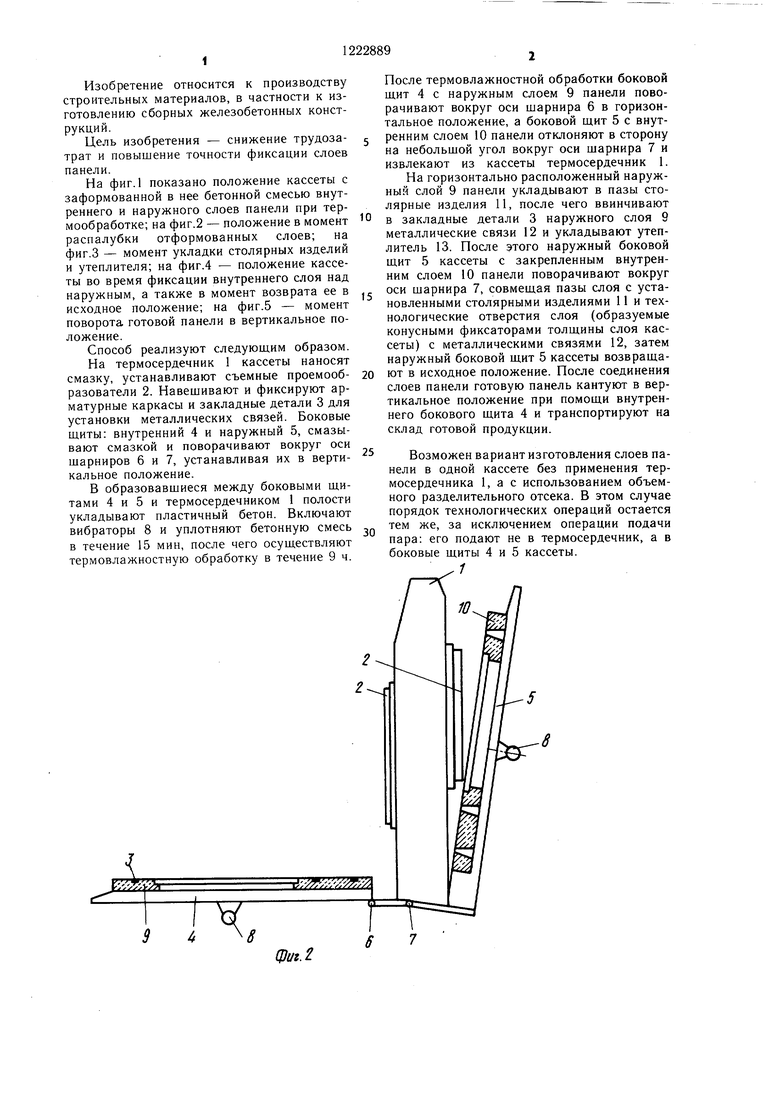
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2259273C1 |
| Конвейерная линия для формования железобетонных изделий | 1989 |
|
SU1682172A1 |
| Способ изготовления трехслойных стеновых панелей и устройство для его осуществления | 1989 |
|
SU1675115A1 |
| Способ изготовления железобетонного объемного блока | 2017 |
|
RU2650151C1 |
| Технологический комплекс по производству железобетонных изделий | 1989 |
|
SU1694379A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2063335C1 |
| СПОСОБ ВОЗВЕДЕНИЯ, ВОССТАНОВЛЕНИЯ ИЛИ РЕКОНСТРУКЦИИ ЗДАНИЙ, СООРУЖЕНИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ПРЕИМУЩЕСТВЕННО БЕТОНОВ, ДЛЯ ВОЗВЕДЕНИЯ, ВОССТАНОВЛЕНИЯ ИЛИ РЕКОНСТРУКЦИИ ЗДАНИЙ, СООРУЖЕНИЙ | 1996 |
|
RU2107783C1 |
| Способ изготовления железобетонного объемного блока | 2024 |
|
RU2830661C1 |
| Стеновая панель | 1982 |
|
SU1063964A1 |
| Стеновая панель | 1981 |
|
SU1002481A1 |

| Балатьев П | |||
| К | |||
| Кассетный способ производства железобетонных изделий.-М.: Стройиздат, 1972, с | |||
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Стеновая панель | 1980 |
|
SU894123A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
