«12
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении труб из сталей ферритного класса.
Цель изобретения - снижение шероховатости поверхности, исключение микротрещин и повышение коррозионной стойкости труб из сталей ферритного класса.
Сущность способа заключается в получении трубной заготовки и ее последующей холодной (теплой) прокатке с предварительной раздачей до увеличения внутреннего диаметра на 1-5%.
Способ опробован при получении труб из ферритной стали марки 08x13, Трубные заготовки получали горячей прокаткой размером мм и методом аргонно-дуговой сварки размером 20x1,8 мм. После раздачи внутреннего диаметра заготовки прокатывали на станах ХПТ и ХПТ ПВ на размер соответственно ,5 мм и ,8 мм.
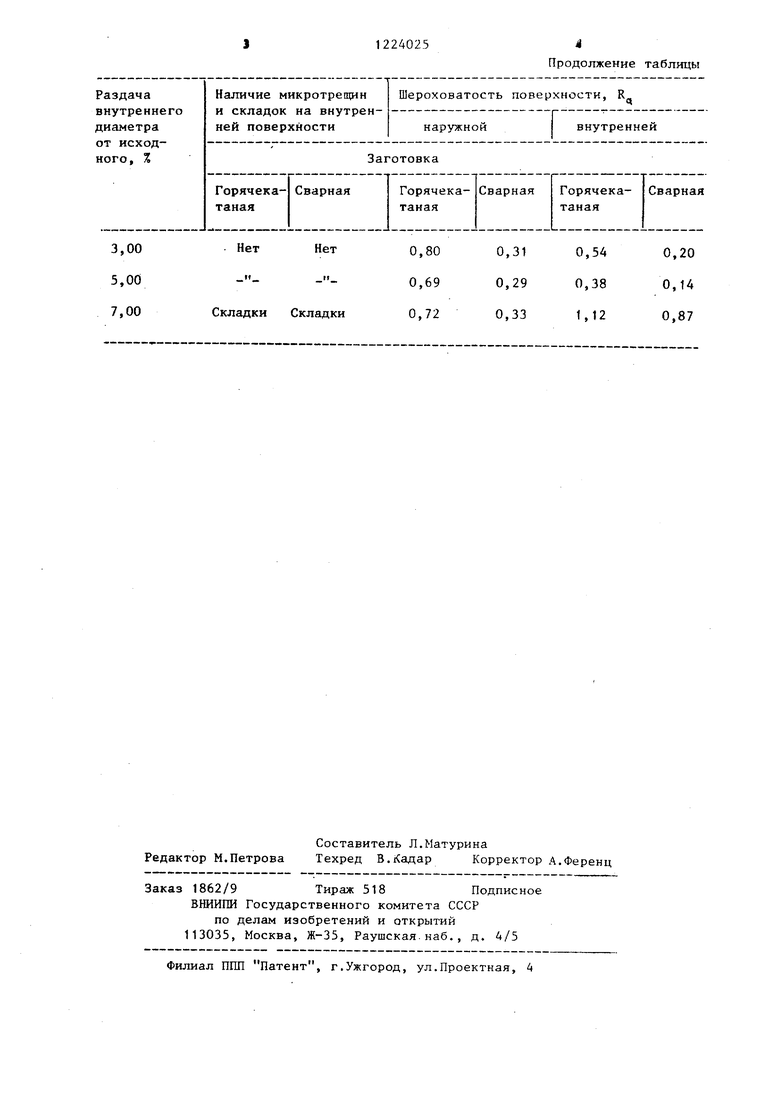
После прокатки на всех трубах определяли шероховатость наружной и внутренней поверхностей на приборе профилографа - профилометре типа Калибр-201 в соответствии с ГОСТ 2789-80. Также определяли наличие микротрещин и складок на внутр нней поверхности прокатанных труб.
Усредненные результаты контроля прокатанных труб приведены в таблице .
Из приведенных данных следует, чт раздача заготовки на величину меньше J% не позволяет получить величину ше
роховатости внутренней поверхности (Rg ) меньше наружной поверхности и не устраняет микротрещины на внутренней поверхности труб, возникшие в момент редуцирования, так как энер
гетическая связь в структуре металла легко нарушается при образование дефектов упаковки, а малый поверхностный упрочненный слой (менее размера 2-го балла зерна) не может удержать внут ренние напряжения и образует на поверхности дислокационные разрушения.
При раздаче внутреннего диаметра заготовки выше 5% образуется плотная текстура на всю толщину стенки, которая приводит к увеличению шероховатости и образованию складок на внутренней поверхности заготовки в момент редуздирования.
Раздача внутреннего диаметра заготовки на величину 1-5% от исходного создает упрочненный слой на внутренней поверхности. В момент реду- цирования, так как наружньш слой внутренней поверхности упрочнен, радиальное истечение мета,г1ла может происходить за счет всестороннего сжатия внутре нних слоев, способствующего округлению и повороту зерен, снижению энергии по границам зерен. Такое явление вызывает большее радиальное истечение металла и уменьшение напряжения на внутренней поверхности. В результате величина шероховатости внутренней поверхности прокатанной трубы меньше или равна наружной. Устраняются также складки и микротрещишз на внутренней поверхности прокатанной трубы.
Таким образом, раздача внутреннего диаметра заготовки на 1-5% от исходного диаметра перед прокаткой позволяет повысить коррозионную стойкость труб, работающих в агрессивных средах, в 1,5 - 2 раза.
Нет
Нет
Складки Складки
Редактор М.Петрова
Составитель Л.Матурина
Техред В.Кадар Корректор А.Ференц
Заказ 1862/9 Тираж 518Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская.наб., д. 4/5
Филиал ППП Патент, г.Ужгород, ул.Проектная, 4
Продолжение таблицы
0,31 0,29 0,33
0,54 0,38 t,12
0,20 0,14 0,87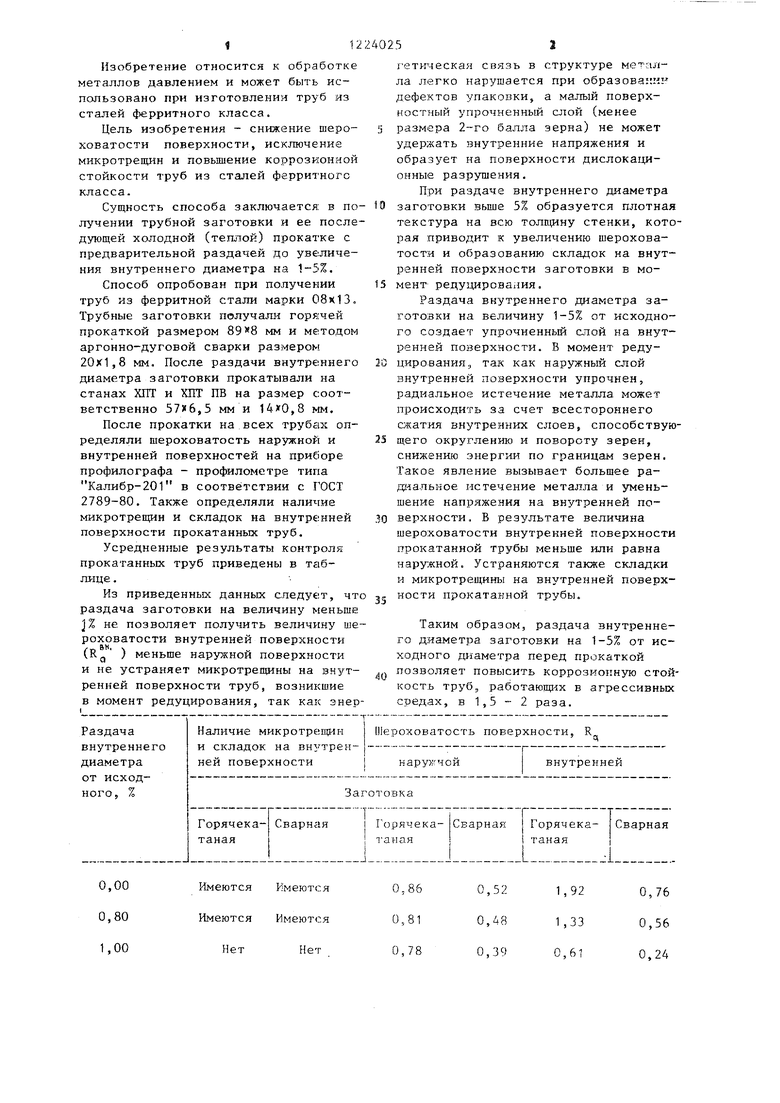
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2150342C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОГО КАЧЕСТВА ИЗ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ МАРКИ 08Х18Н10Т-Ш ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2008 |
|
RU2401169C2 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК С НАРУЖНЫМИ И ВНУТРЕННИМИ ПЛАКИРУЮЩИМИ СЛОЯМИ ИЗ КОРРОЗИОННО-СТОЙКИХ СТАЛЕЙ И СПЛАВОВ, ПРОИЗВОДСТВА ИЗ НИХ БЕСШОВНЫХ ТРЕХСЛОЙНЫХ ГОРЯЧЕКАТАНЫХ И ХОЛОДНОКАТАНЫХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ С ПОВЫШЕННЫМ РЕСУРСОМ ЭКСПЛУАТАЦИИ, ДЛЯ ДОБЫЧИ ГАЗА И ГАЗОВОГО КОНДЕНСАТА В СЕРОВОДОРОДСОДЕРЖАЩИХ СРЕДАХ, ЕГО ТРАНСПОРТИРОВКИ И ТРУБ ДЛЯ ХОЗЯЙСТВЕННЫХ НУЖД | 2013 |
|
RU2535151C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 426x8-10 мм ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ ИЗ СТАЛИ МАРКИ 08X18Н10-Ш | 2016 |
|
RU2613815C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 426Х11-13 ММ ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ ИЗ СТАЛИ МАРКИ 08Х18Н10-Ш | 2016 |
|
RU2617084C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 426x20-22 мм ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ ИЗ СТАЛИ МАРКИ 08Х18Н10-Ш | 2016 |
|
RU2615393C1 |
| ПЛАКИРОВАННЫЙ СТАЛЬНОЙ СОРТОВОЙ ПРОКАТ ДЛЯ АРМИРОВАНИЯ БЕТОНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2206631C2 |
| Способ изготовления бесшовных холоднодеформированных высокопрочных труб из хромоникелевого сплава | 2016 |
|
RU2620420C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 426Х17-19 мм ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ ИЗ СТАЛИ МАРКИ 08Х18Н10-Ш | 2016 |
|
RU2614478C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 426x8-13 мм ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2016 |
|
RU2618686C1 |
| Способ теплой прокатки труб | 1982 |
|
SU1026858A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Кофф З.А | |||
| и др | |||
| Холодная прокатка труб | |||
| Свердловск: Металлургиздат, 1962, с.263-268. | |||
