ю
О)
00 ел
00 Изобретение относится к облЭСти обработки металлов давлениеь5 и може быть использовано при изготовлении Холоднодеформированных труб, преиму иестаенно из нержавеющих марок стал Известен способ теплой прокатки труб, включающий нанесение на заготовку смазки, нагрев до 200-400 с и деформацию заготовки в один проход IJ Нагрев заготовки позволяет увеличить обжатие за проход за счет повышения пластических и снижения прочностных свойств металла, ,: Наиболее близким к предлагаемому ho технической сущности является сп соб теплой прокатки труб, включающи нанесение на заготовку графитосодер жащей смазки, нагрев до 100-400°С и деформацию в несколько проходов 2 Однако получаемые трубы имеют сравнительно низкое качество за сче Того, что при прокатке в первом лро ходе с обжатием 59-65% в результате возникновения двухзонного очага де.формации с зонами опережения и отстаивания происходит отслоение сматочной пленки от поверхности, . Поэтому для осуществления ЧюследуюЙих проходов необходимо удалять смазочный слой в щелочном расплаве и вновь наносить слой смазки на поверхность заготовки. При обработке в щелочном расплаве происходит расЭгравливание поверхности трубы, что существенно снижает ее качество. Целью изобретения является повыш ние качества поверхности труб. Поставленная цель достигается тем, что согласно способу теплой пр катки труб., включающему нанесение на заготовку графитосодержащей смаз ки г нагрев до 100 400°С и деформацию в несколько проходов, деформацию заготовки в первом проходе осуществляют с обжатием 46,9-58,8%, во вто ром проходе - с обжатием 80,3-84,3% а в каждом последующем проходе - с обжатием на 2,4-4% меньшим обжатия, в предыдущем, причем при последнем проходе на передний конец заготовки навстречу ее движению подают концентрично потоки СОЖ и воздуха,, располагая поток СОЖ между заготовкой м потоком воздуха. Предложенный способ основывается ыа трех приемах, каждый из которых способствует повышению качества труб получаемых в результате теплой прокатки. Во-первых, при теплой прокатке труб в первом проходе с обжатием не более 58,8% в вершине калибра возникает однозначный очаг деформации, состоящий только из зоны опережения Б этой зоне силы трения сонаправлены с течением, металла, ,что способствует хорошему сцеплению образовавшейся при повышенных температурах и примерно постоянных дэв.чениях в очаге деформации графитосодержащей пленки с поверхностью трубы, Полученная после первой прокатки пленка может быть многократно использована при последующей прокатке в качестве подсмазочного покрытия. При этом исключается неюбходимость обезжиривания труб в щё:лоч;1ом ра.сплазе межд.у проходами, что существенно повышает качество .:ерхнооти труб, Во-зторых, при еплой прокатке гсруб с обжатиями в первом проходе более 46.9%, вс Б тором -- 80,3-84,3%, а в последующих с уменьшением на 2,44% наблюдается эффект циклического разупрочнения металла, сопровождающийся существенныг4 понижением его сопротивлбник деформации. В результате твердость мел зЧайших керовиостей и i-pe6eiiiKOB , сохранившихся на поверхности труб, значительно умезхзшаетск, в результате чего также повышается качество поверхности труб. В-третьих, 3 последнем проходе проводят операцию, облегчающую удале..кие пленки после прокатки. Для этого Ы-5 передний конец заготовки подают навстречу ее движению концентрические ПОТОК ; СОЖ и воздуха, причем поток СОЖ располагают между поверхностью трубы и потоком воздуха. Попадая в очаг деформации, СОЖ охлаждает поверхность труби, препятствуя образованию окислов, которые усиливают сцепление трубы с графитосодержащей пленкой. Поток сжатого воздуха препятствует разбрызгиванию СОЖ и способствует образованию тонкого концентричного слоя СОЖ, х 1рактеризуемого наиболее высокими охлаждающими свойствами. Направление потоков СОЖ и воздуха против хода прокатки позволяет осуществить частичное разрушение пленки в результате кавитации пузырьков воздуха в очаге деформации к смыва ее частичек потоком СОЖ. Предлагае;4ые операции устраняют необходимость проведения последующей операции обезжиривания в расплаве и тем caMbJM повышают качество поверхности получаегч ых труб. Для выявления рациональных услслвий деформации, обеспечивающих получение описанных эффектов, выполняют серии экспериментов. В первой серии .ся условия образования смазочной пленки с высокой адх-езией к поверхности трубы. Для этого проводят опытные прокатки труб из стали 12Х18Н10Т на станах ХПТ-75 и 90 с различвьтгли обжатижли при подаче 12 мм табл. 1 . Применяют смазку состава, вес. %: НаМО 35, графит 7, Ва(ОН)2. 0,7, ZnO 3, FeClj 3, Н,0 51,3. Прочность сцепления смазочной пленки с поверхностью трубы характеризуют величиной удельно-
го давления Р, мпа, при котором происходит разрушение или отделение смйзочной пленки от поверхности трубы. Величину Р определяют вдавливанием плоского пуансона в поверхность труб после их прокатки.
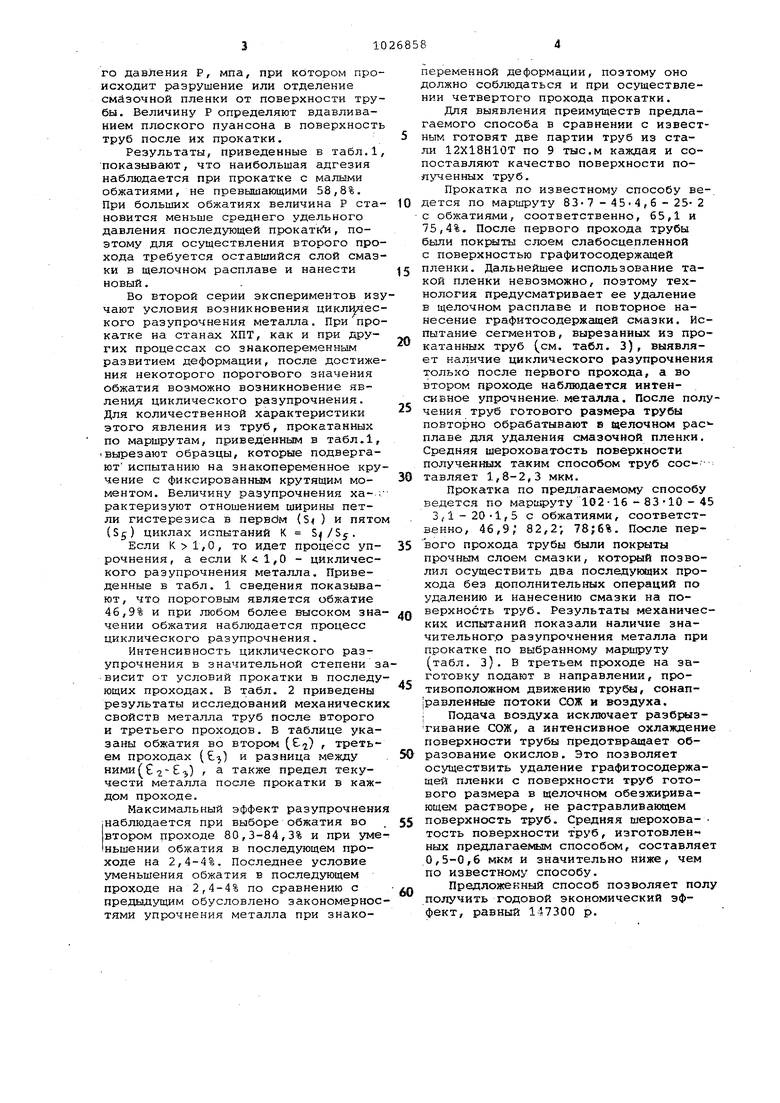
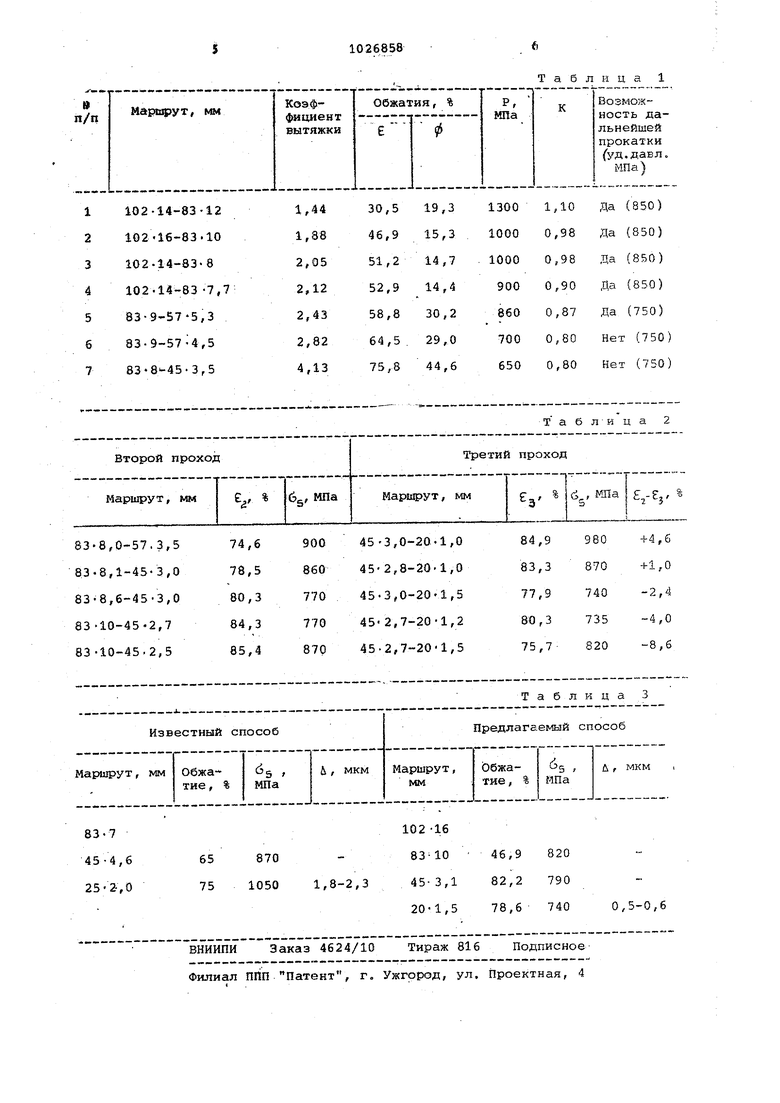
Результаты, приведенные в табл.1, показывают, что наибольшая адгезия наблюдается при прокатке с малыми обжатиями, не превышающими 58,8%. При больших обжатиях величина Р становится меньше среднего удельного давления последующей прокатк, поэтому для осуществления второго прохода требуется оставшийся слой смазки в щелочном расплаве и нанести новый.
Во второй серии экспериментов изучают условия возникновения циклияеского разупрочнения металла. При прокатке на станах ХПТ, как и при других процессах со знакопеременным развитием деформации, после достижения некоторого порогового значения обжатия возможно возникновение явлени 1 циклического разупрочнения. Для количественной характеристики этого явления из труб, прокатанных по маршрутам, приведенным в табл.1, вырезают образцы, которые подвергают испытанию на знакопеременное кручение с фиксированньш крутящим моментом. Величину разупрочнения ха-.;, рактеризуют отношением ширины петли гистерезиса в первсЗм (S ) и пятом (Sj) циклах испытаний К .
Если ,0, то идет процесс упрочнения, а если ,0 - циклического разупрочнения металла. Прийеденные в табл. 1 сведения показывают, что пороговым является обжатие 46,9% и при любом более высоком значении обжатия наблюдается процесс циклического разупрочнения.
Интенсивность циклического разупрочнения в значительной степени зависит от условий прокатки в последующих проходах. В табл. 2 приведены результаты исследований механических свойств металла труб после второго и третьего проходов. В таблице указаны обжатия во втором (7) , третьем проходах (Е-з) разница между нимн() также предел текучести металла после прокатки в каждом проходе.
Максимальный эффект разупрочнения наблюдается при выборе обжатия во втором цроходе 80,3-84,3% и при уменьшении обжатия в последующем проходе на 2,4-4%. Последнее условие уменьшения обжатия в последующем проходе на 2,4-4% по сравнению с предыдущим обусловлено закономерностями упрочнения металла при знакопеременной деформации, поэтому оно должно соблюдаться и при осуществлении четвертого прохода прокатки.
Для выявления преимуществ предлагаемого способа в сравнении с известным готовят две партии труб из стали 12Х18Н10Т по 9 тыс.м каждая и сопоставляют качество поверхности полученных труб.
Прокатка по известному способу ведется по маршруту 837 -45-4,6 - 25- 2
0 с обжатиями, соответственно, 65,1 и 75,4%. После первого прохода трубы были покрыты слоем слабосцепленной с поверхностью графитосодержащей пленки. Дальнейшее использование та5кой пленки невозможно, поэтому технология предусматривает ее удаление в щелочном расплаве и повторное нанесение графитосодержсицей смазки. Испытание сегментов, вырезанных из прокатанных труб (см. табл. 3), выявляет наличие циклического разупрочнения только после первого прохода, а во втором проходе наблюдается интенсивное упрочнение, металла. После полу5чения труб готового размера трубы повторно обрабатывают в щелочном рас плаве для удаления смазочной пленки, Средняя шероховатость поверхности полученга зх таким способом труб сое- тавляет 1,8-2,3 мкм.
0
Прокатка по предлагаемому способу ведется по марпфуту 10216 - 8310 - 45
3,1 - 201f 5 с обжатиями, соответственно, 46,9; 82,2- 78;6%. После пер5вого прохода трубы были покрыты прочным слоем смазки, который позволил осуществить два последуквдих прохода без дополнительных операций по удалению и. нанесению смазки на поверхность труб. Результаты механичес0ких испытаний показали наличие значительного разупрочнения металла при прокатке по выбранному маршруту (табл. З). В третьем проходе на заготовку подают в направлении, про5тивоположном движению трубы, сонап|равленйые потоки СОЖ и воздуха. j Подача воздуха исключает разб1 13гивание СОЖ, а интенсивное охлаждение поверхности трубы предотвращает об0разование окислов. Это позволяет осуществить удаление графитосодержащей пленки с поверхности труб готового размера в щелочном обезжиривающем растворе, не растравливающем поверхность труб. Средняя шерохова-
5 тость поверхности труб, изготовлен- ных предлагаемым способом, составляет 0,5-0,6 мкм и значительно ниже, чем по известному способу.
Предложенный способ позволяет полу
0 получить годовой экономический эффект, равный 147300 р.
Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пилигримовой прокатки труб | 1975 |
|
SU728950A1 |
| Оправка для пилигримовой прокатки труб | 1976 |
|
SU654315A1 |
| Оправка для холодной прокатки труб | 1979 |
|
SU789172A1 |
| Способ производства периодических профилей | 1985 |
|
SU1279724A1 |
| Способ смазки прокатных валков | 1980 |
|
SU1005964A1 |
| Способ плакирования проката | 1981 |
|
SU1094702A1 |
| Способ продольной прокатки | 1977 |
|
SU737032A1 |
| Способ холодной прокатки труб | 1989 |
|
SU1724401A1 |
| Способ изготовления холоднодеформированных труб | 1979 |
|
SU858958A1 |
| Смазка для горячей обработки металлов | 1978 |
|
SU749885A1 |
СПОСОБ ТЕПЖ)Й ПРОКАТКИ ТРУБ, вкл5очакяций нанесение на заготовку графито содержащей смазки, назрев до 100-400°С и деформацию в несколько проходов, отлича.ющийся тем, что,, с целью повышения качества поверхности труб, деформацию заготовки в первом npojibse осуществляют с обжатием 46,9-58,8%, во втором проходе - с обжатием 80,3-84,3%, а в каждом последукндем проходе - с обжатием ка 2,4-4% мейьшим обжатия в предыдущем, причем при последнем проходе на передний конец заготовки навстречу ее движению подают концентрично потоки смаэочно-охлаждакнцей жидкости и воздуха, располагая по- Щ ток смазочно-охлаждакж1ей жидкости (Л заготовкой и потоком воздуха.
Второй проход
Известный способ
Таблица 2 Третий проход
Таблица 3 Предлагаемый способ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления труб из нержавеющих сталей на стане холодной прокатки | 1961 |
|
SU142997A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| и др | |||
| Двукратная прока.тка нержавеющих труб аустенитного класса на станах ХПТ | |||
| - Сталь, S Ь с, 346--348. | |||
