Изобретение относится к машиностроению, преимущественно к сборочному, и используется при изготовлени режущих инструментов, например сверл и метчиков,,
Цель изобретения - повышение надежности соединения деталей из материалов с различной твердостью при изготовлен}1и режущих инструментов путем снижения усилий сборки, требуе- мых для запрессовки деталей при умен1-шении площади контактирования-.
Полученное соединение устойчиво к воздействию температуры и вибрации. Кроме того, значительно повы- гаается точность взаимного положения деталей после их сборки, снижается трудоемкость изготовления деталей путем устранения точных посадок и замены дорогостоящей и малопроизво- дительной операции шлифования накаткой.
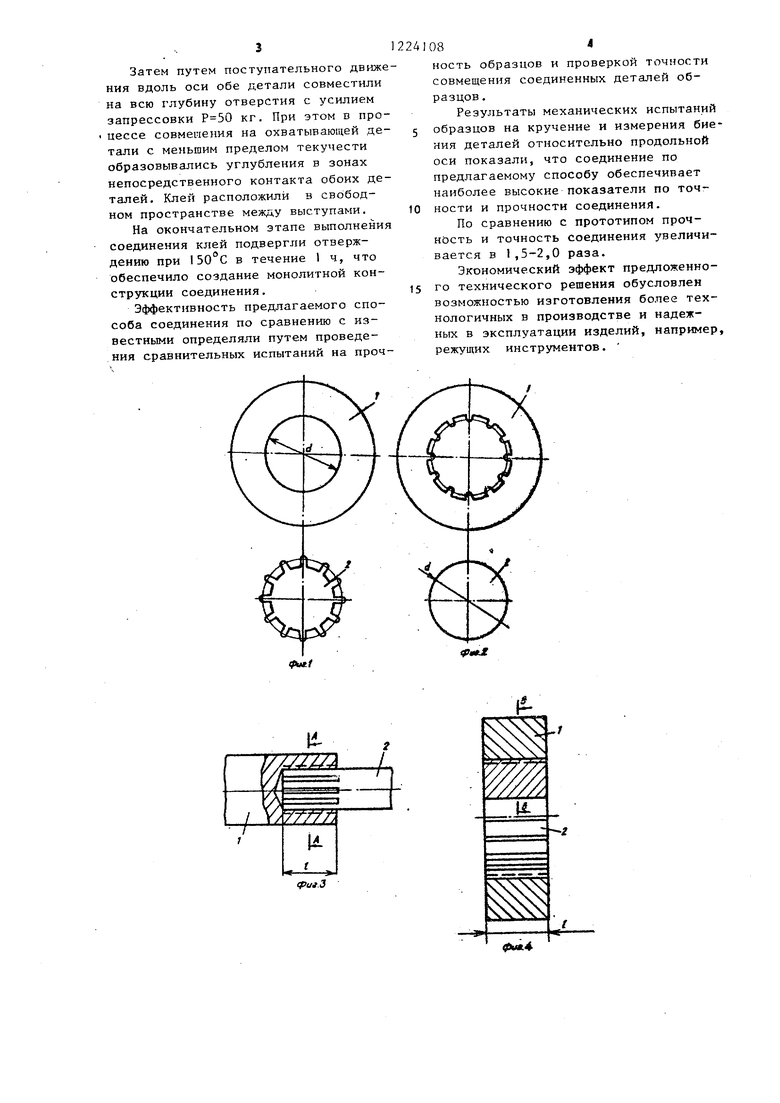
На фиг, 1 и 2 изображены соединяемые детали в исходном состоянии до совмещения с охватываемой и охва- тывающей деталями большей твердости; на фиг, 3 и А - окончательное соединение деталей использования охватываемой и охватывающей детали больщей твердости; на фиг, 5 - сечение А.-А на фиг, 3; на фиг. 6 - сечение Б-В на фиг. 4.
В результате совмещения охватывающей 1 и охватываемой 2 деталей образуется комбинированное соеди- нение. В процессе запрессовки одной детали в другую за счет уменьшенной в поперечном сечении площади контактирования выступы благодаря их боль- щей твердости внедряются в деталь с меньшей твердостью на величину натяга. При этом за счет пластической деформации материала детали с меньшей твердостью в последней образуются углубления.
Клей в собранном соединении находится в сжатом состоянии. Степень сжатия клея пропорциональна отношению исходного объема между выступа- ми, занятого клеем перед совмещением деталей, к окончательному .объему между ними, получаемому в результате сборки.
Благодаря этому обеспечивается интенсивное проникновение клея в микронеровности склеиваемых поверхнос- тей, что способствует существенному
а
увеличению прочности клеевого соеди- ненн.я.
Применение термореактинного клея дает возможность достигнуть высокой прочности соединения и его устойчивости к действию повышенных температур, благодаря необратимости процесс отверждения клея, в отличие от- термопластических клеев, не обеспечивающих эти условия.
Найденное в результате проведенных экспериментов оптимальное соот- нощение размеров выступов, учитывающее физико-механические свойства материалов обоих соединяемь х деталей, а также использование термореактивного клея, обеспечивает равнопрочность соединения,
Пример . Склеивали детали режущих инструментов. В охватывающей детали - хвостовике, изготовленном и конструкционной стали (НРС 40...45, кгс/мм ), выполнили отверстие диаметром ,0 мм. На ответной поверхности охватываемой детали -- рабо чей части, изготовленной из быстрорежущей стали Р6М5 (НРС 62...63, d.310 кгс/мм ), выполнили продольны выступы, расположенные параллельно оси детали, высотой ,гдев / {3-7),,5 мм; &ц(0,25- -1,0),З О,,25 мм), т.е. ,5 +0,,75 мм.
Таким образом, диаметр окружности выступов превышал диаметр отверстия на величину натяга, равного по диаметру 0,50 мм, т.е. ,cr. +24цд 6,0+2-0,,50 мм. Ширину выступов определяли из соотношения В(0,,6),4-0,,,3 мм. Число выступов определяли по формуле
. 3,14 6,0
0,3(1. )
6 выступов
Длину выступов определяли исходя из условий эксплуатации (М, кгс учетом физико-механических свойств применяемого клея УП-5 - 207 (
,94-.J см по формуле
Г1 т 1 ОА 1,44
360 кгс/см ,
(1:J80 , L dCo 1 0,
3,14-0,6-6-0,03
1 i.-iLr-f., ТС d-nB
1655 мм.
После образования выступов пространство между ними заполнили термореактивным клеем марки УП-5-207.
3
Затем путем поступательного движения вдоль оси обе детали совместили на всю глубину отверстия с усилием запрессовки кг. При этом в процессе совмещения на охватывающей де- Тсши с меньшим пределом текучести образовывались углубления в зонах непосредственного контакта обоих деталей. Клей расположили в свободном пространстве между выступами.
На окончательном этапе выполнения соединения клей подвергли отверждению при в течение 1 ч, что обеспечило создание монолитной конструкции соединения,
Эффективность предлагаемого способа соединения по сравнению с известными определяли путем проведения сравнительных испытаний на проч84
ность образцов и проверкой точности совмещения соединенных деталей образцов ,
Результаты механических испытаний образцов на кручение и измерения биения деталей относительно продольной оси показали, что соединение по предлагаемому способу обеспечивает наиболее высокие показатели по точности и прочности соединения.
По сравнению с прототипом прочность и точность соединения увеличивается в 1,5-2,0 раза.
Экономический эффект предложенного технического решения обусловлен возможностью изготовления более технологичных в производстве и надежных в эксплуатации изделий, например, режущих инструментов.
(
фвлХ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения неразъемного соединения концентрично устанавливаемых цилиндрических деталей | 1990 |
|
SU1795163A1 |
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |
| БОЛТОВОЕ СОЕДИНЕНИЕ | 1992 |
|
RU2006690C1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| Способ упругого соединения деталей с натягом | 1990 |
|
SU1750907A1 |
| Способ склеивания деталей,охватывающих одна другую | 1980 |
|
SU937499A1 |
| Способ изготовления кольца трения торцового уплотнения | 1983 |
|
SU1128037A1 |
| Способ сборки деталей запрессовкой с обработкой отверстия и устройство для его осуществления | 1989 |
|
SU1759593A1 |

%:
..U:
фие.б
ff
иг
Составитель Н. Кириллова Редактор Л. Пчелинская .Техред В.Кадар Корректор А. Ференц
Заказ 1871/13Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий И 3035, Москва, Ж-35, Раушская наб., д, 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
| Сланский А | |||
| Капиллярная пайка.- М.: Машгиз, 1963, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
