Изобретение относится к механосборочному производству и может быть использовано для получения упругих соединений с натягом при запрессовке деталей.
Целью изобретения является повышение выносливости и долговечности соедине- ния путем увеличения упругости и уменьшения его износа при эксплуатации.
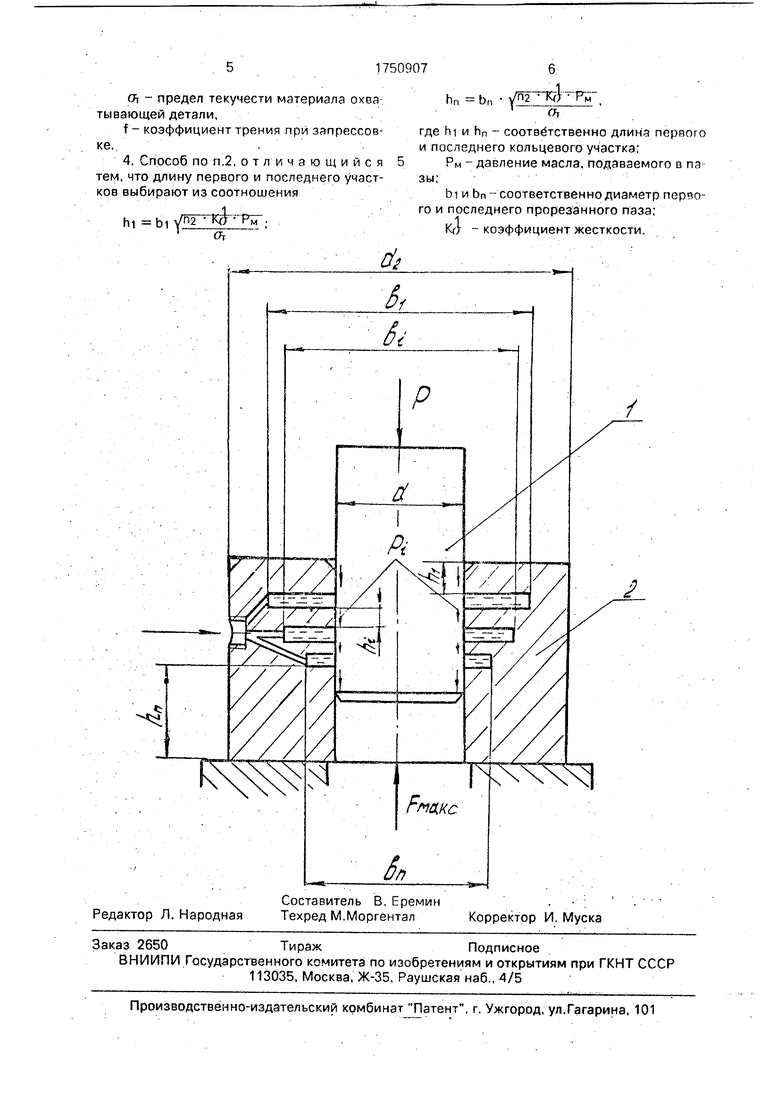
На чертеже изображена схема соединения.
Способ осуществляется следующим образом.
Сопрягаемую поверхность охватывающей детали 2 леред сборкой расчленяют пазами на кольцевые выступы переменной глубины bi и длины hi. Затем осуществляют сборку охватываемой детали 1 в охватывающую 2 в направлении, противоположном действию максимальной эксплуатационной нагрузки Рмакс. После запрессовки на длину, перекрывающую все пазы, в них подают масло под давлением, превышающим в 1,1- 1,2 раза давление в соединении, что обеспе- чивает разделение контактных поверхностей масляной пленкой. Затем
производят окончательную допрессовку, после чего прекращают подачу масла и удаляют его из пазов.
Длину кольцевых участков определяют из условия их прочности и обеспечения отсутствия проскальзывания в зоне контакта, исходя из соотношения
3,14 П2 Ко d рмакс L
Ъ
-0,7-m -d
(D
х VEl./,-
Е2 1 оГ где hi - длина 1-го кольцевого участка;
bi - диаметр 5-го прорезанного паза;
d и da - диаметры соответственно соединения и наружной поверхности охватывающей детали;
щ и - коэффициенты запаса прочности соответственно соединения и материала охватывающей детали при изгибе;
EI и Е2 - модули упругости материалов соответственно охватываемой и охватывающей деталей;
От - предел текучести материала охватывающей детали;
01
о
43
о
N
Рмакс - максимальное контактное давление в соединении;
К0- - коэффициент жесткости, зависяdщий от соотношения т- :
f - коэффициент трения при запрессовке.
Длина первого и последнего кольцевых участков, кроме того, должна обеспечивать необходимую прочность выступов при действии давления масла, откуда;
h, ы
Iп.
(h
-/Г Кгр-Рм
IГСОт
(2)
где hi и hn - длина первого и последнего кольцевых участков;
bi и о, -диаметр первого и последнего прорезанных пэзов;
РМ - давление масла.
Пример. Для проверки эффективности способа были проведены сравнительные испытания соединений, полученных различными способами. Детали соединения изготавливались из стали марки 45 (ГОСТ 1050-74): От 360 МПа; EI Е2 21 104 МПа; f 0,15; ni П2 1,5. Соединения имели следующие конструктивные параметры; d 30 мм; d2 90 мм; длина соединения 50 мм; натяг 20 мкм, что соответствует давлению 64 МПа; шероховатость сопрягаемой поверхности охватываемой детали Rai 1,1 мкм, охватывающей R32 3,1 мкм.
В соединениях первой группы использовались охватывающие детали, сопрягаемые поверхности которых расчленялись Пазами шириной 5 мм на три кольцевых участка длиной hi h2 5 мм; Ьз 30 мм и глубиной bi 60 мм, Ьа 50 мм, Ьз 40 мм. В соединениях второй группы использовались охватывающие детали, сопрягаемые поверхности которых расчленялись пазами шириной 5 мм на три кольцевых участка глубиной bi 60 мм, Ь2 50 мм, Ьз 40 мм и длиной hi 25 мм, h2 5 мм, Ьз 10 мм, определенной из соотношений (1) и (2).
Соединения первой группы формировались путем запрессовки деталей. Соединения деталей второй группы формировались следующим образом. Первоначально осуществлялась запрессовка охватываемой детали в охватывающую со стороны пз 10мм на длину перекрытия 30 мм. После этого в пазы через отверстия охватывающей детали подавалось масло под давлением Рм 66 МПа и производилась допрессовка деталей.
0
5
0
5
0
5
0
После сборки соединения нагружали пульсирующей осевой нагрузкой с амплитудой, составляющей 3/4 от измеренного усилия запрессовки. Причем соединения первой группы нагружали таким образом, чтобы действующая нагрузка совпадала с направлением запрессовки деталей, а соединения второй группы, - чтобы действующая нагрузка была противоположна направлению запрессовки. Испытания проводили на специальном испытательном стенде до разрушения соединений. Из усредненных данных ( ю четырем повторени- ям)соединения первой группы разрушились при N 18й Ю6 циклов, второй группы-- при N 42 10 циклов. Таким образом, предлагаемый способ в 2,3 раза повышает долговечность по сравнению с прототипом, что показывает его высокую эффективность.
Формула изобретения
1.Способ упругого соединения деталей с натягом, заключающийся в том, что сопрягаемую поверхность охватывающей детали расчленяют пазами на кольцевые участки переменной глубины и запрессовкой соединяют детали, отличающийся тем, что, с целью повышения выносливости и долговечности соединения, кольцевые участки выполняют переменной длины, при этом в пазы в процессе соединения подают масло под давлением, причем запрессовку деталей осуществляют в направлении, противоположном действию максимальной эксплуатационной нагрузки.
2.Способ по п.1,отличающийся тем, что масло подают под давлением, превышающем в 1,1-1.2 раза давление в соединении.
3.Способ по п.1,отличающийся тем, что длину кольцевых участков определяют из соотношения .
3,14 П2 Ко Рмакс f
5
От
h 0,7 Щ ch
0
5
УЕГ
-5
где h - длина кольцевого участка;
о - диаметр соединения;
Ко - коэффициент жесткости, зависящий от соотношения d/b;
b -диаметр прорезанного паза;
щ - коэффициент запаса прочности соединения;
П2 - коэффициент запаса прочности при изгибе материала охватывающей детали;
Рмакс максимальное контактное давление в соединении;
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ ТИПА ВАЛ-ВТУЛКА | 2009 |
|
RU2450904C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2017 |
|
RU2741972C2 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ С НАТЯГОМ | 2007 |
|
RU2357111C1 |
| СПОСОБ ЗАПРЕССОВКИ ДЕТАЛЕЙ НА ЭЛЕКТРОМЕХАНИЧЕСКОМ ПРЕССЕ | 1994 |
|
RU2102215C1 |
| Способ сборки запрессовкой деталей типа вал-втулка | 1989 |
|
SU1625652A1 |
| Способ соединения деталей с натягом | 1982 |
|
SU1034866A1 |
| Упругое соединение с натягом | 1978 |
|
SU694681A1 |
| СЕКЦИОННЫЙ ОТОПИТЕЛЬНЫЙ РАДИАТОР | 1994 |
|
RU2073818C1 |
| Способ сборки деталей типа вал-втулка запрессовкой | 1987 |
|
SU1433742A2 |
| СПОСОБ СОЕДИНЕНИЯ ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2005 |
|
RU2301936C2 |
Использование: соединение деталей с натягом при запрессовке. Сущность изобретения: перед сборкой сопрягаемую поверхность охватывающей детали расчленяют пазами на кольцевые участки переменной длины. В пазы в процессе соединения подают масло под давлением. Запрессовку деталей осуществляют в направлении, противоположном действию максимальной эксплуатационной нагрузки. 3 з.п.ф-лы, 1 ил.
| Упругое соединение с натягом | 1978 |
|
SU694681A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
