Изобретение относится к технологическим процессам шинной промышленности и предназначено для изготовления заготовок протекторов при сборке и восстановлении покрышек пневматических шин.
Целью изобретения является повышение производительности способа за счет сокращения цикла навивки.
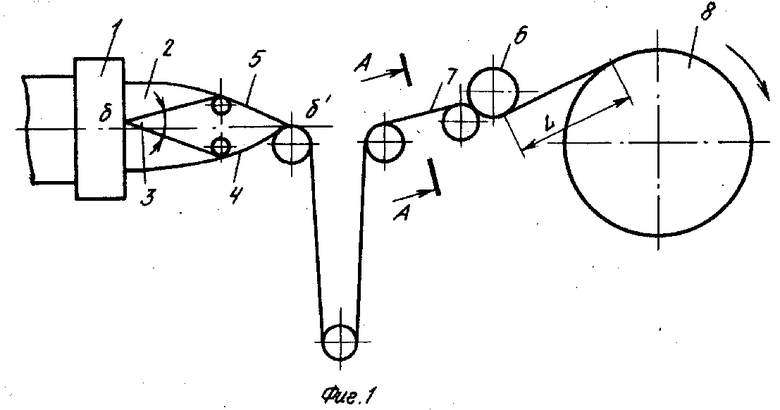
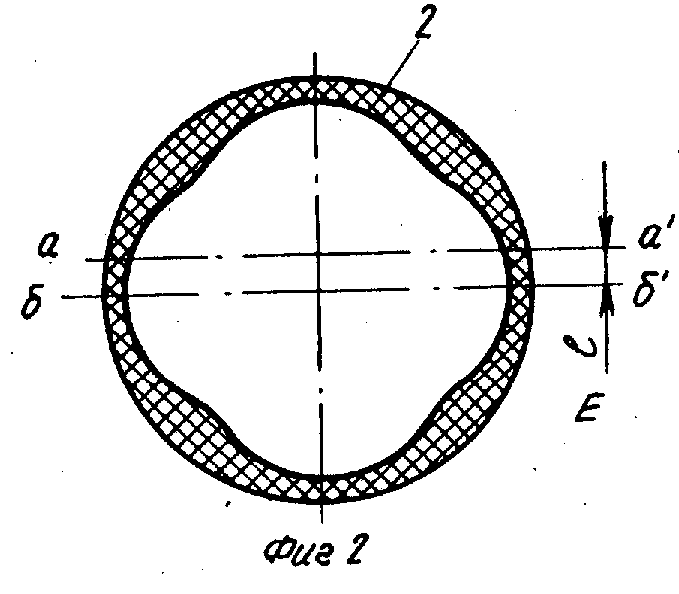
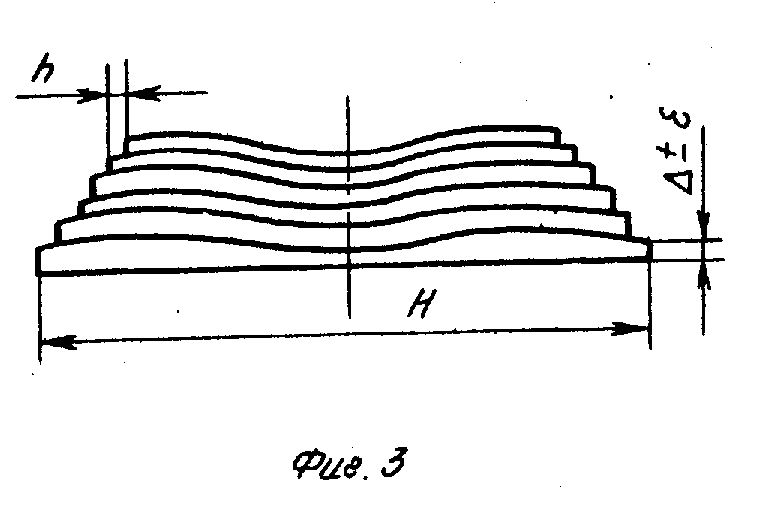
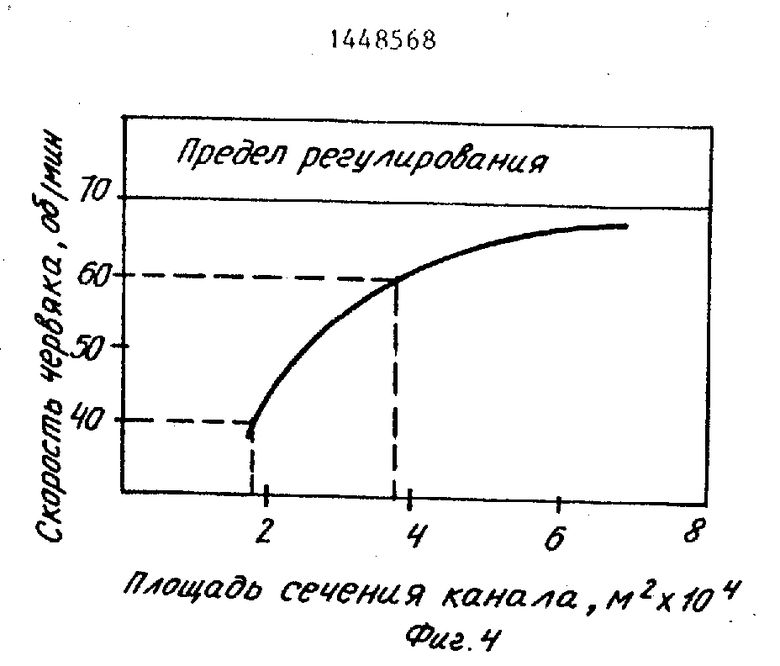
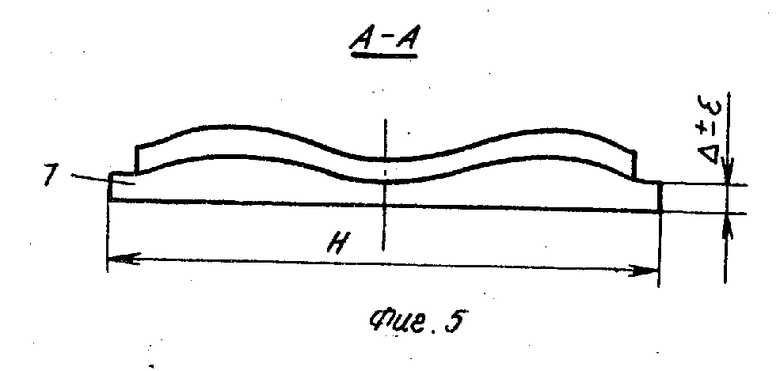
На фиг. 1 изображено устройство для осуществления способа; на фиг. 2 - поперечное сечение рукавной заготовки; на фиг. 3 - профиль навитой заготовки протектора; на фиг. 4 - график зависимости скорости вращения червяка от площади поперечного сечения профилирующего канала; на фиг. 5 - сечение А-А фиг.1.
Способ осуществляют следующим образом.
С помощью червячной машины с профилирующей головкой 1 (см. фиг. 1) при постоянной скорости шприцевания выпускают рукавную заготовку 2 с внутренней профильной поверхностью (см. фиг. 2), соответствующей конфигурации изготавливаемого протектора, и с периметром наружной цилиндрической поверхности, соответствующим суммарной ширине первого и второго слоев в заданном профиле изготавливаемой протекторной заготовки (см. фиг. 3). Ширина Н первого слоя соответствует ширине основания изготавливаемого протектора.
Скорость шприцевания (скорость вращения червяка) выбирают по экспериментальным данным в зависимости от площади поперечного сечения профилирующего зазора (см. фиг. 4, пунктиром показано для навивки шестислойной заготовки легковой автопокрышки за три витка).
На выходе из головки рукавную заготовку механизмом 3 (см. фиг. 3) разрезают по границам соответствующих профилю протекторной заготовки конфигурации (сечение а-а' на фиг. 2), со смещением е относительно продольной оси б-б' (см. фиг. 1) рукава, и разворачивают с образованием двух лент 4 и 5.
Величину смещения е выбирают таким образом, чтобы ширина ленты 4 соответствовала ширине основания изготавливаемой заготовки протектора, а ширина ленты 5 - ширине второго слоя в заданном распределении слоев заготовки от основания к короне. Ленты 4 и 5 при подаче в компенсационную петлю и далее в механизм для отбора 6 дублируют между собой симметрично боковым кромкам лент с образованием ленты 7 ступенчатого профиля (см. фиг. 5), с толщиной ступеньки ( Δ±ε ), где ε - допуск на толщину боковой кромки протекторной заготовки (см. фиг. 3).
Лента 7 поступает на приводимый во вращение сборочный барабан 8 (см. фиг. 1) с расположенной на нем заготовкой покрышки. После первого витка ленту 7 при последующей навивке подвергают вытягиванию в направлении отбора между головкой червячной машины и барабаном 8, либо на участке между механизмом 6 и барабаном 8 (L на фиг. 1), путем ступенчатого увеличения скорости вращения барабана 8 при постоянной скорости отбора ленты механизмом 6. Причем на каждом витке вытяжку задают до придания ширине в навиваемых слоях в соответствии с трапецеидальным профилем изготавливаемой заготовки протектора. При этом максимальную степень вытяжки с учетом заложенной в навиваемой ленте ступеньки (см. фиг. 5) назначают до ширине предпоследнего слоя (с учетом h на фиг. 3).
После наложения полного комплекса слоев резиновой смеси (см. фиг. 3) производят поперечную резку навиваемой ленты, закатку заднего по ходу отбора ее конца на заготовку покрышки и смену заготовки. В это время шприцуемая резиновая смесь копится в виде компенсационной петли.
Далее операции по изготовлению протекторных заготовок повторяются в приведенной последовательности.
Для компенсации составляющей дисбаланса протекторной заготовки, обусловленной переходными (при переходе от одной ступени вытягивания к другой) участками в навиваемой ленте, используют предварительную вытяжку начального участка ленты на первом витке, либо заданную усадку ленты в конце последнего витка с совмещением участков с направленно распределенными таким образом размерами с переходными участками при навивке. Для компенсации составляющей дисбаланса обусловленной отклонениями размеров навиваемой ленты от заданных вырезкой и вытяжкой величин, применяют соответствующим образом перестраиваемую (по результатам контроля рабочего процесса) вытяжку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления протекторных заготовок | 1980 |
|
SU903198A1 |
| Способ изготовления протекторныхзАгОТОВОК | 1979 |
|
SU804511A1 |
| Способ изготовления протекторных заготовок | 1978 |
|
SU735438A1 |
| Способ изготовления протекторных заготовок (его варианты) | 1985 |
|
SU1384396A1 |
| Способ изготовления протекторных заготовок | 1982 |
|
SU1024302A1 |
| Устройство для навивки протектора ленточкой | 1984 |
|
SU1143611A2 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРОТЕКТОРА ЛЕНТОЧКОЙ | 1987 |
|
SU1490853A1 |
| Способ изготовления протекторных заготовок | 1984 |
|
SU1154110A1 |
| Способ изготовления протекторных заготовок | 1980 |
|
SU895709A1 |
| Устройство для навивки протектора ленточкой | 1981 |
|
SU973395A2 |
Изобретение относится к технологическим процессам шинной промышленности и предназначено для изготовления заготовок протекторов при сборке и восстановлении покрышек пневматических шин. Цель изобретения - повышение производительности способа за счет сокращения цикла навивки. Для этого рукавную заготовку шприцуют с периметром наружной поверхности, соответствующим суммарной ширине первого и второго слоев в заданном профиле изготавливаемой протекторной заготовки от основания к короне. Разрезание рукава осуществляют с образованием среди вырезаемых лент ленты шириной, меньшей ширины основания заготовки протектора и соответствующей заданной ширине второго слоя. При отборе эту ленту симметрично ее боковым кромкам дублируют с лентой, ширина которой соответствует ширине основания заготовки протектора. 5 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕКТОРНЫХ ЗАГОТОВОК, при котором шприцуют непрерывную резиновую заготовку в виде рукава с профильной внутренней поверхностью, имеющей кратное число соответствующих профилю изготавливаемой заготовки протектора конфигураций, вырезают из рукава по границам конфигураций ленты, ширина одной из которых соответствует ширине основания заготовки протектора, и навивают ленты на кольцевую опору с вытягиванием их в направлении отбора до придания в каждом витке ширины в соответствии с профилем протектора, отличающийся тем, что, с целью повышения производительности способа за счет сокращения цикла навивки, рукавную заготовку шприцуют с периметром наружной поверхности, соответствующим суммарной ширине первого и второго слоев в заданном профиле изготавливаемой протекторной заготовки от основания к короне, а разрезание рукава осуществляют с образованием среди вырезаемых лент ленты шириной, меньшей ширины основания заготовки протектора и соответствующей заданной ширине второго слоя, причем при отборе эту ленту симметрично ее боковым кромкам дублируют с лентой, ширина которой соответствует ширине основания заготовки протектора.
| Способ изготовления протекторных заготовок | 1980 |
|
SU903198A1 |
| Солесос | 1922 |
|
SU29A1 |
