Изобретение относится к сварке пластмасс, а именно к изготовлению методом высокочастотной сварки изделий из термопластичных материалов при формировании стыкового шва деталей изделий, и может быть применено при операциях приварки крышки к емкости (сосуду), например, при сварке аккумуляторных бачков.
Цель изобретения - повышение качества сварного соединения за счет создания равномерного распределения температуры но всему периметру сварного шва.
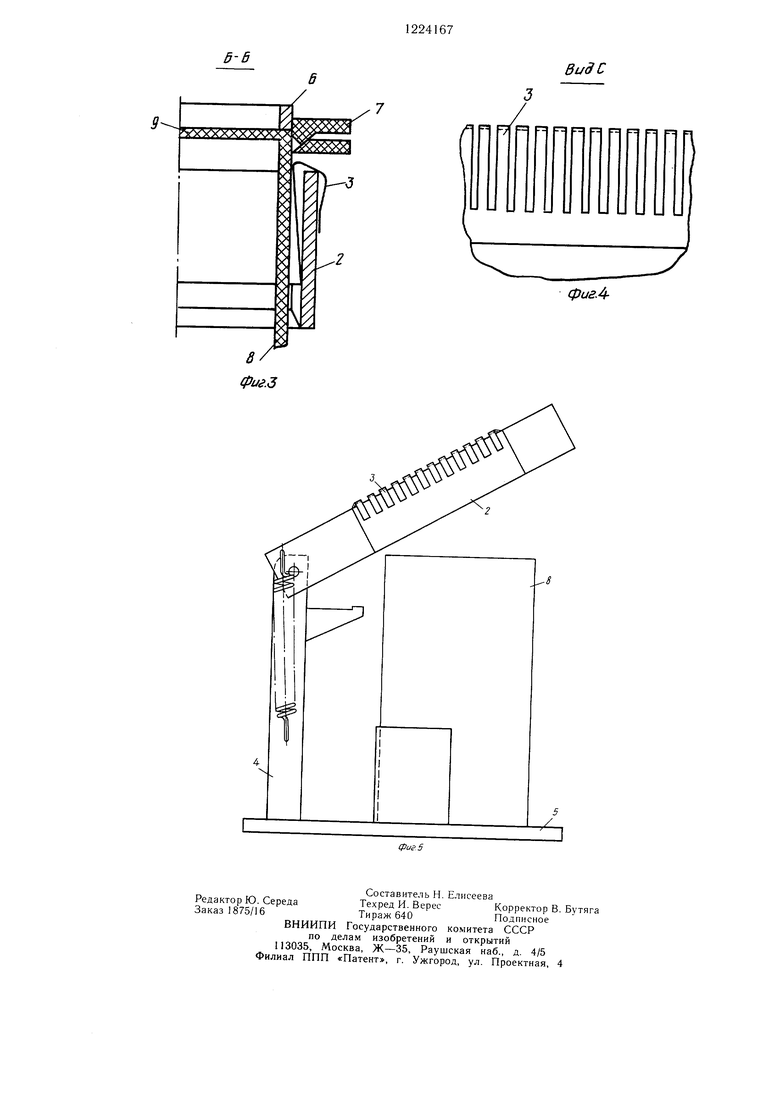
На фиг. 1 схематически изображено предлагаемое устройство, рабочее положение; на фиг. 2 - вид А на фиг. 1 устройство со снятым верхним электродом и изоляционным вкладышем); на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вид С на фиг. 2; на фиг. 5 - устройство для загрузки свариваемых деталей со снятым верхним электродом и изоляционным вкладышем, исходное положение.
Устройство для высокочастотной сварки изделий из пластмасс содержит нижний электрод 1, выполненный составным из металлической рамки 2 и разрезных пружиня- ших прижимов 3 из электропроводяш,его
вертикальных пластин 4. Указанная кинетика движения нижнего электрода 1 относительно свариваемой детали диктуется требованиями захода детали со стороны наибольшего расстояния между прижимами. В указанном случае выполнения захода исключается возможность необратимой деформации пружин 3. Внутренний периметр нижнего электрода (рамки 2 с закрепленными на ней нрижи.мами 3) в месте со10 прикосновения прижимов со свариваемым материалом меньше внутреннего периметра рамки 2 на величину, опреде тяющую возможную обратимую деформацию прижимов 3. Выполнение прижимов 3 разрезными с возможностью обрати.мой деформации обеспечивает плотное прилегание прижимов 3 к поверхности свариваемой детали 8. При этом деформация прижимов 3 определяется разницей между внутренним периметром нижнего электрода 1 и внешним пери2Q метром детали.
После установки в нижнем электроде 1 детали 8 в него вставляется крышка 9. На крышку устанавливается изоляционный вкладыш 7 и верхний электрод 6. Устройство поступает в рабочую зону пресса
15
30
Материала, имеющих форму петли, огибаю- 25 (не показан), где на свариваемые детали шей рамку 2 и закрепленных по ее периметручерез плиты пресса подается давление. После
на наружной и внутренней поверхностях, шар- пирно соединенные с электродом I вертикальные пластины 4, установленные на основании 5, верхний электрод 6, расположенный соосно с нижним атектродом I, изоляционный вкладыш 7, размещенный между верхним 6 и нижним 1 электродами. Электроды 1 и б установлены по обе стороны стыка свариваемых деталей.
Электрод 6 может быть выполнен аналогично, как и электрод 1.
Устройство работает следующим образом.
В исходном положении нижний электрод 1 откидывается в вертикальное положение. При этом происходит загрузка детали 8 свариваемого изделия, (например, аккумулятор- 40 рабочей зоны. Готовое изделие вынимает- ного бака). Нижний электрод опускается дося из устройства. Прижимы 3 занимают
соприкосновения с горизонтальным выступомсвое прежнее положение.
SuJ. i
35
подачи давления к электродам 1 и 6 подводится высокочастотное напряжение. В результате плотного прилегания прижимов 3 к поверхности детали в зоне сварки создается равномерная по всему периметру сварного шва напряженность электрического поля.
При нагреве в электрическом поле высокой частоты изделие из термопласта расплавляется в зоне между двумя электродами, при этом направление вытекания обеспечивает изоляционный вкладыш 7. После формирования сварного шва отключается высокочастотное напряжение, снимается давление. Устройство с изделием выходит из
вертикальных пластин 4. Указанная кинетика движения нижнего электрода 1 относительно свариваемой детали диктуется требованиями захода детали со стороны наибольшего расстояния между прижимами. В указанном случае выполнения захода исключается возможность необратимой деформации пружин 3. Внутренний периметр нижнего электрода (рамки 2 с закрепленными на ней нрижи.мами 3) в месте со0 прикосновения прижимов со свариваемым материалом меньше внутреннего периметра рамки 2 на величину, опреде тяющую возможную обратимую деформацию прижимов 3. Выполнение прижимов 3 разрезными с возможностью обрати.мой деформации обеспечивает плотное прилегание прижимов 3 к поверхности свариваемой детали 8. При этом деформация прижимов 3 определяется разницей между внутренним периметром нижнего электрода 1 и внешним периQ метром детали.
После установки в нижнем электроде 1 детали 8 в него вставляется крышка 9. На крышку устанавливается изоляционный вкладыш 7 и верхний электрод 6. Устройство поступает в рабочую зону пресса
5
5 (не показан), где на свариваемые детали через плиты пресса подается давление. После
(не показан), где на свариваемые детали через плиты пресса подается давление. После
рабочей зоны. Готовое изделие вынимает- ся из устройства. Прижимы 3 занимают
подачи давления к электродам 1 и 6 подводится высокочастотное напряжение. В результате плотного прилегания прижимов 3 к поверхности детали в зоне сварки создается равномерная по всему периметру сварного шва напряженность электрического поля.
При нагреве в электрическом поле высокой частоты изделие из термопласта расплавляется в зоне между двумя электродами, при этом направление вытекания обеспечивает изоляционный вкладыш 7. После формирования сварного шва отключается высокочастотное напряжение, снимается давление. Устройство с изделием выходит из
б-в
Виде
фигЛ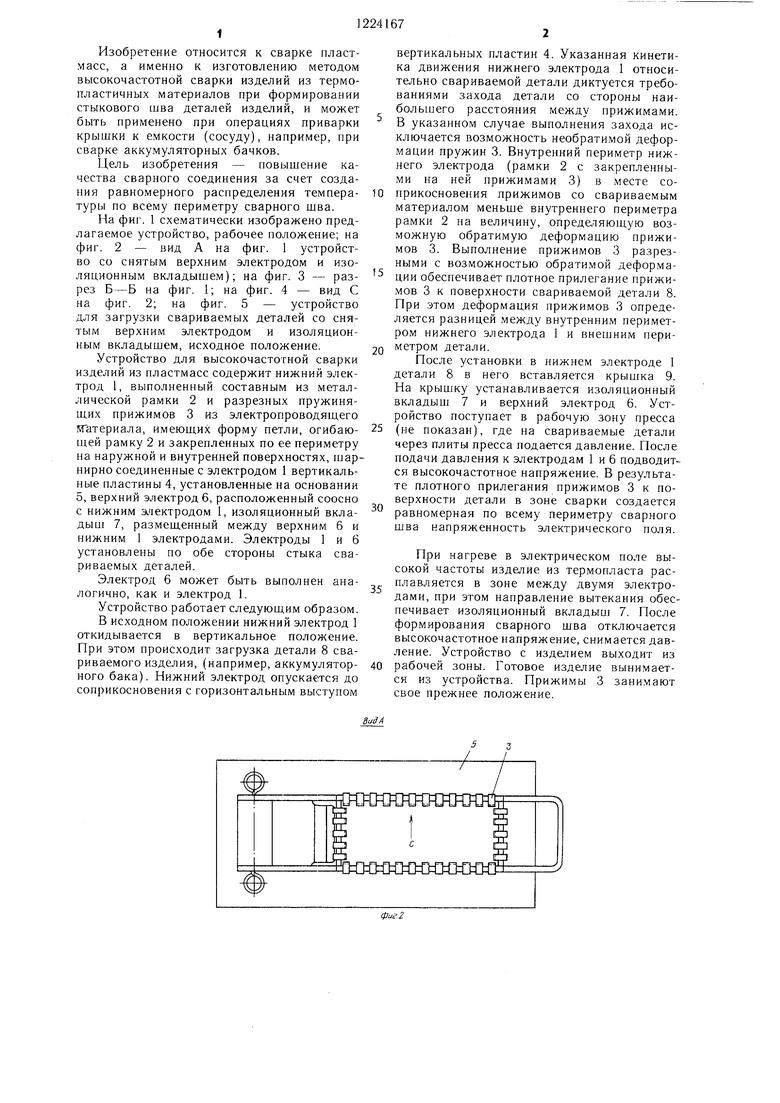
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫСОКОЧАСТОТНОЙ СВАРКИ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2396171C1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ АВТОМАТИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2009 |
|
RU2387523C1 |
| Устройство для высокочастотной сварки деталей из полимерных материалов | 1988 |
|
SU1622151A1 |
| УСТРОЙСТВО ДЛЯ ПРИХВАТКИ ГОФРОСТЕНОК К РАМКЕ КРЫШКИ И ДНИЩУ КОРПУСОВ ТРАНСФОРМАТОРОВ | 2011 |
|
RU2467856C1 |
| ГОРЕЛКА ДЛЯ СВАРКИ СЖАТОЙ ДУГОЙ | 1967 |
|
SU202714A1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ АККУМУЛЯТОРА | 2001 |
|
RU2214654C2 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОЙ ИНДУКЦИОННОЙ СВАРКИ ПО ОТБОРТОВАННЫМ КРОМКАМ | 1999 |
|
RU2158663C1 |
| Устройство для высокочастотной сварки давлением | 1984 |
|
SU1181827A1 |
| СПОСОБ ТОЧЕЧНОЙ СВАРКИ | 1992 |
|
RU2049626C1 |
| Способ автоматической электродуговой сварки | 1980 |
|
SU880681A1 |

Составитель Н.
Редактор Ю. СередаТехред И. Верес
Заказ 1875/16Тираж 640
ВНИИПИ Государственного делам изобретений
Елисеева
Корректор
Подписное комитета СССР и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Филиал ППП «Патент, г. Ужгород, ул. Проектная,
Елисеева
Корректор В. Бутяга
Подписное комитета СССР и открытий
ская наб., д. 4/5 од, ул. Проектная, 4
| Зайцев К | |||
| И | |||
| и Мацюк Л | |||
| Н | |||
| Сварка пластмасс | |||
| М.: Машиностроение, 1978, с | |||
| Рогульчатое веретено | 1922 |
|
SU142A1 |
| Устройство для высокочастотного нагрева концов пластмассовых труб при стыковой сварке | 1952 |
|
SU136492A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
