Известен способ стыковой контактной сварки инструментальных заготовок для концевого инструмента, при котором предварительный подогрев свариваемых деталей производят высокочастотным кольцевым индуктором, а оплавление и часть осадки осуществляют под разрядным током конденсаторной батареи.
Недостаток подобного способа заключается в низком качестве сварки, которое объясняется тем, что электрическая дуга, создаваемая конденсаторным разрядом, приводит к появлению кратера и не обеспечивает равномерного прогрева заготовок.
В описываемом способе этот недостаток устранен применением для предварительного подогрева заготовок плоского индуктора и проведением сварки при помощи низковольтного конденсаторного разряда без образования электрической дуги.
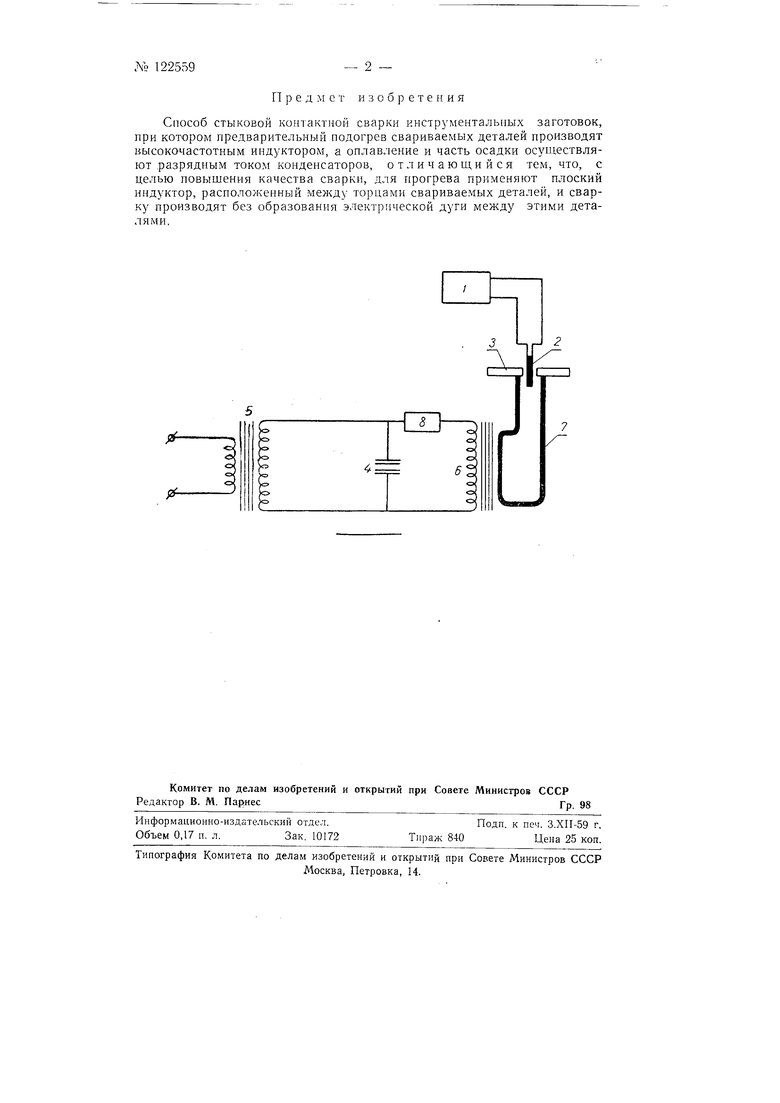
Для пояснения описываемого способа на чертеже приведена электрическая схема устройства для его осуществления.
Предварительный подогрев инструментальных заготовок осуществляют током высокой частоты от генератора /, питающего плоский индуктор 2, находящийся между торцами свар 1ваемых деталей 3. После прогрева деталей индуктор 2 выводят из зазора между деталями, соединяют детали между собой и начинают их сварку. Оплавление концов деталей и часть осадки производят под разрядным током батареи конденсаторов 4, заряжаемой от сети переменного тока через повыщающин траьсформатор 5. Ток разряда батареи конденсаторов 4 трансформируют при помощи сварочного трансформатора 6, вторичная обмотка 7 которого соединена с деталями 3. Сварку ведут без образования дуги. Управление временем протекания тока через свариваемые детали производят при помощи прерывателя 8 по температурным параметрам.
По описываемому способу можно сваривать заготовки диаметром до 50 мм с .минимальной затратой электрической энергии.
Предмет изобретения
Способ стыковой контактной сварки инструментальных заготовок, при котором предварительный подогрев свариваемых деталей производят zibicoKO4acTOTHbiM индуктором, а оплавление и часть осадки осуигествляют .разрядным током конденсаторов, отличающийся тем, что, с целью повышения качества сварки, для прогрева применяют плоский индуктор, расположенный между торцами свариваемых деталей, и сварку производят без образования электргдческой дуги между этими деталями.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ К СТЫКОВОЙ КОНТАКТНОЙ СВАРОЧНОЙ МАШИНЕ ДЛЯ АВТОМАТИЗАЦИИ СВАРОЧНОГО ПРОЦЕССА | 1946 |
|
SU69385A1 |
| Способ стыковой сварки оплавлением полых элементов с изделием | 1988 |
|
SU1637973A1 |
| Способ стыковой сварки оплавлением | 1990 |
|
SU1706804A1 |
| Способ контактной конденсаторной сварки | 1961 |
|
SU148465A1 |
| Способ контактной стыковой сварки оплавлением | 1988 |
|
SU1650387A1 |
| Способ ударной конденсаторной сварки | 1986 |
|
SU1547997A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ЧУГУНА ОПЛАВЛЕНИЕМ | 2003 |
|
RU2240904C1 |
| СПОСОБ ИНДУКЦИОННО-СТЫКОВОЙ СВАРКИ ПРОФИЛЕЙ РАЗЛИЧНОЙ КОНФИГУРАЦИИ | 2013 |
|
RU2558802C2 |
| Установка для магнитно-импульсной сварки | 1968 |
|
SU1540165A1 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
Р
