Изобретение относится к области . дуговой сварки, в частности к ударной конденсаторной сварке, и может быть использовано при производстве сварных конструкций в машиностроении, судостроении, приборостроении, строительстве, а также в других отраслях промышленности для приварки шпилек и стержней диаметром 2 - 10 мм к листам и другим деталям.
Целью изобретения является повышение КПД процесса и качества сварки.
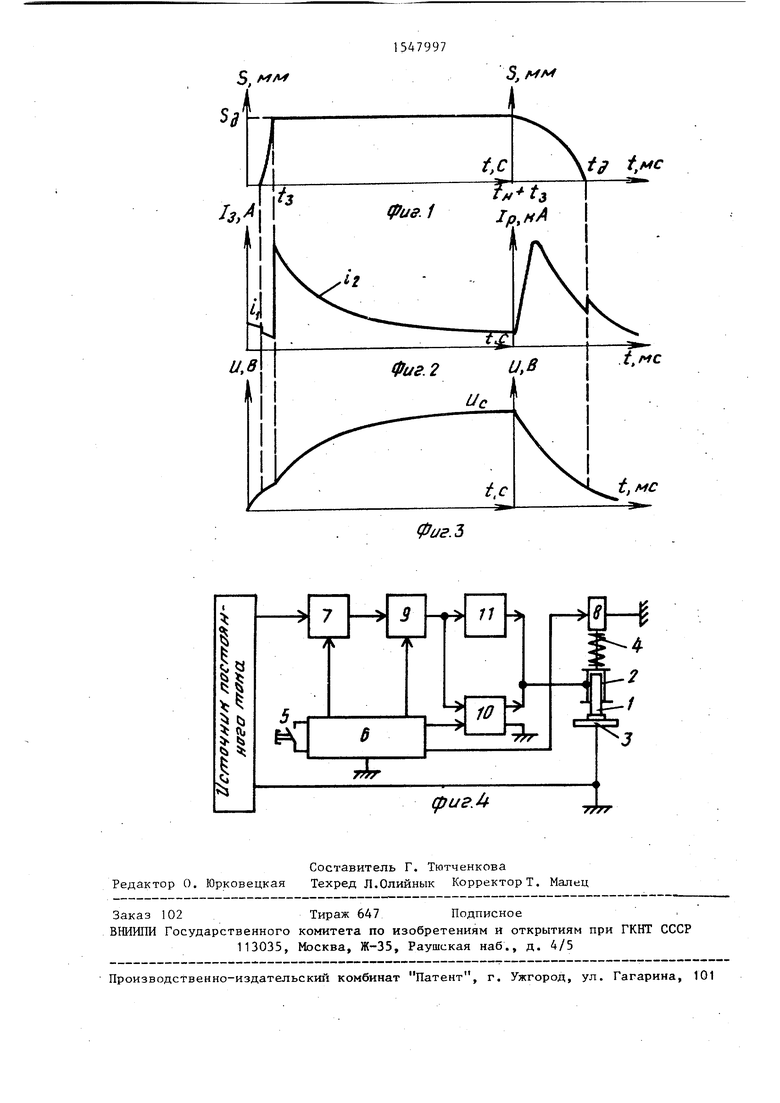
На фиг. 1 показана циклограмма предложенного способа; на фиг. 2 - форма подогреваемого ток&; на Лиг. 3 - изменение напряжения на сварочных конденсаторах; на фиг. 4 - блок-схема устройства, реализующего предложенный способ.
Способ осуществляют следующим образом.
Шпильку 1, находящуюся в подвижном зажиме 2 сварочного устройства, опускают до контакта с деталью 3 с помощью пружины 4. После нажатия кнопки Пуск 5 с блока 6 управления подается сигнал на зарядный ключ 7 для включения тока заряда конденсаторов и на электромагнит 8 сварочного устройства. При этом шпилька через непродолжительное время, связанное с инерционностью механизма вывода, отводится от изделия и зажигается дута, через которую течет зарядный ток сварочсд
Јь 3
СО
со 1
ных конденсаторов i2 (фиг. 2). В момент t, времени зажигания устойчивой дуги с блока управления поступает сигнал на коммутируемые резисторы 9, происходит изменение величины зарядного резистора и начинает течь ток величиной i (фиг. 2). В момент времени tH+
+ t , где t H - продолжительность зарядки сварочных конденсаторов, с бло-|д ка управления поступает сигнал выключения электромагнита 8 и включения инвертирующего разрядного ключа 10. При этом начинается разряд сварочных конденсаторов 11 на дугу, горящую между шпилькой 1 и деталью 3 и оплавляющую свариваемые поверхности.
Шпилька 1 под действием пружины 4 осадки перемешается к детали 3 до замыкания дугового промежутка. При этом 20 отмечается скачок величины тока (Лиг. 2). Начинается осадка деталей, которая завершается их соединением.
Пример. Сваривалась на установке К-747М шпилька диаметром 8 мм 25 из стали 35 с листом толщиной 3 мм из стали Ст.З. Торец шпильки выполнен конусным с углом при вершине 174°. Напряжение на дуге 24В. Максимальная амплитуда зарядного тока 200А. Емкость сварочных конденсаторов 0,1 Ф. Напряжение источника 300В. Испытания на разрыв показали высокую прочность сварного соединения. Разрывное усилие составило более 10 кН.,
30
д 0
9974
Подогрев деталей дугой, питаемой зарядным током экспоненциальной формы, имеющим одинаковую полярность с разрядным током, позволяет исключить прерывание сварочного цикла, создает оптимальные условия подогрева сварного соединения, что обеспечивает по сравнению с известными способами следующие преимущества: возможность сварки деталей из стали со средним содержанием углерода с высоким качеством сварного соединения; повышение эффективного КПД и, как следствие, уменьшение веса и увеличение производительности сварочных установок; возможность приварки шпилек с антикоррозионным, электропроводящим покрытием вследствие удаления последнего дугой, горящей при зарядке конденсаторов.
Формула изобретения
Способ ударной конденсаторной сварки, при котором зажигают дугу, разводят детали, подогревают их дугой, питаемой зарядным током конденсаторов в течение времени зарядки, и сваривают разрядным током, отличающийся тем, что, с целью повышения КПД и качества сварки, подогрев деталей производят зарядным током экспоненциальной формы, имеющим одинаковую полярность с разрядным током.
5, w
i
tj t,c
t,MC
ttMC
| название | год | авторы | номер документа |
|---|---|---|---|
| Аппарат для ударной конденсаторной приварки шпилек | 1987 |
|
SU1430211A1 |
| Способ конденсаторной приварки шпилек | 1985 |
|
SU1535688A1 |
| Аппарат для тавровой приварки стержней | 1990 |
|
SU1757817A1 |
| Способ ударной конденсаторной сварки шпилек | 1987 |
|
SU1555083A1 |
| Аппарат для ударной конденсаторной приварки шпилек | 1975 |
|
SU575825A1 |
| Устройство для управления процессом дуговой приварки шпилек | 1988 |
|
SU1606277A1 |
| СПОСОБ ДУГОКОНТАКТНОЙ ПРИВАРКИ КРЕПЕЖНЫХ ДЕТАЛЕЙ | 1999 |
|
RU2191099C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ ЗАКЛАДНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2508971C1 |
| Машина для точечной контактной конденсаторной микросварки ручным инструментом | 1978 |
|
SU737160A1 |
| Точечная конденсаторная машина | 1968 |
|
SU263778A1 |
Способ относится к дуговой сварке, в частности к ударной конденсаторной сварке и может быть использован в различных отраслях промышленности для приварки шпилек и стержней диаметром от 2 до 10 мм к листам и другим деталям. Цель изобретения - повышение КПД процесса и качества сварки. При сварке шпильки с листом зажигают дугу, питаемую зарядным током блока конденсаторов, с помощью которой осуществляют подогрев деталей. Затем разводят детали. Сварку производят разрядным током. Подогревающий ток имеет экспоненциальную форму и одинаковую полярность с разрядным током. Подогрев деталей дугой, питаемой зарядным током экспоненциальной формы, имеющим одинаковую полярность с разрядным током, позволяет исключить прерывание сварочного цикла, обеспечить оптимальные условия подогрева сварного соединения. 4 ил.
Фиг.З
