Разработано во Всесоюзном научно-исследовательском институте электросварочного оборудования (ВНИИЭСО).
Изобретение касается способов сварки кольцевых швов с помощью кольцевого электрода и вращающейся в магнитном цоле электрической дуги.
Известные способы такого рода не обеспечивают равномерного перемещения дуги 1ПО периметру щва.
Чтобы устранить указанный недостаток предлагается для создания магнитного поля использовать цилиндрическую катущку электромагнита, охватывающую элект род и свариваемое изделие.
Кольцевой электрод охватывает свариваемое изделие, располагаяс : снаружи от свариваемого стыка. Электрод может быть выполнен из двух колец, одно из которых охватывает изделие, а другое устанавливается внутри изделия. Видоизменением предлагаемого способа является использование в качестве электродов свариваемых частей изделия, на которых устанавливают по электромагнитной катущке.
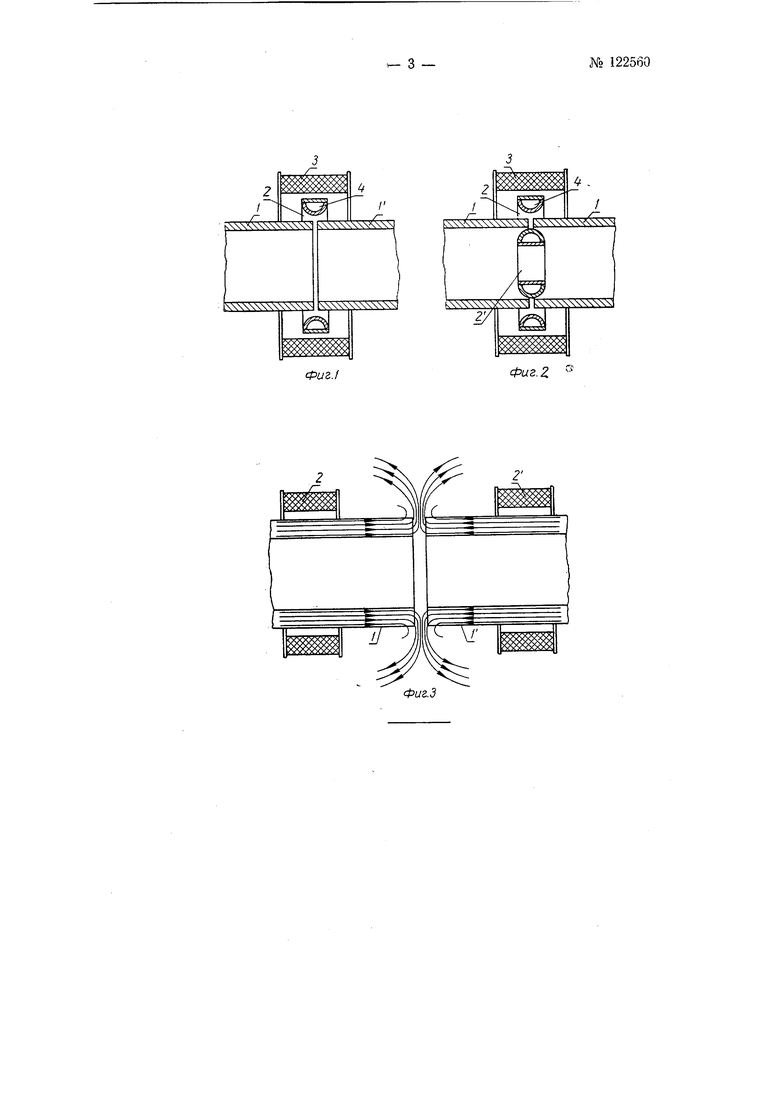
На фиг. 1 показано относительное положение изделия, электрода и электромагнитной катушки при на фиг. 2 - пример выполнения электрода из двух колец, а на фиг. 3 - использование свариваемых частей изделия в качестве электродов.
Части свариваемого изделия / и / охватываются по рериметру стыка кольцевым электродом 2 и электромагнитной катущкой 3. Внутри изделия может быть установлен второй электрод 2. Кольцевой электрод выполняется из меди и имеет канал 4 для водяного охлаждения.
Под действием магнитного поля электрическая сварочная дуга приходит во вращение, пйремещаясь по кромкам свариваемых частей и.зделия. После разогрева кромок производят осадку свариваемых частей, в результате чего происходит их сварка.
№ 122560
При использовании в качестве электродов частей свариваемого изделия, две электромагнитных катушки включаются встречно так, что создаваемые ими магнитные нотоки ианравлены навстречу-друг .
В этом случае дуга возбуждается между кромками изделия и перемещается по периметру шва лЮд действием магнитного поля. Процесс сварки заканчивается механической осадкой свариваемого стыка.
Применяя отбортовку свариваемых кромок, можно осуш;ествлять сварку без осадки.
Возможно применение известных методов защиты свариваемого металла, например, газовой, флюсовой.
Предлагаемый способ обеспечивает высокое качество сварного соединения и высокую производительность сварки.
Предмет изобретения
1.Способ сварки кольцевых швов, например стыков труб с помощью кольцевого электрода и вращающейся электрической дуги, перемещаемой по периметру шва магнитным по.лем, отличающийся тем, что, с целью обеспечеция равномерного перемещения дуги для создания магнитного 1ПОЛЯ используют цилиндрическую катушку электромагнита, охватывающую электрод и свариваемое изделие.
2.Прием выполнения способа по п. 1, отличающийся тем, что кольцевой электрод располагают так, что он охватывает свариваемое изделие.
3.Прием выполнения способа по п. 1, отличающийся тем, что электрод выполняют в виде двух колец, одно из которых охватывает изделие, а второе устанавливается внутри изделия.
4.Видоизменение способа по п. 1, отличающееся тем, что в качестве электродов используют свариваемые части изделия.
ff- ,
/
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОДВИЖНЫХ ИЗДЕЛИЙ С ЗАМКНУТОЙ ЛИНИЕЙ ШВА | 1964 |
|
SU166981A1 |
| Шланговый автомат для сварки под слоем флюса | 1949 |
|
SU82786A1 |
| Сварочный аппарат для автоматической дуговой сварки | 1944 |
|
SU66063A1 |
| МАШИНА ДЛЯ АВТОМ.АТИЧЕСКОЙ СВАРКИ ЭЛЕКТРИЧЕСКОЙ ДУГОЙ, ПЕРЕМЕЩАЕМОЙ МАГНИТНЫМ ПОЛЕМ | 1968 |
|
SU231044A1 |
| Устройство для автоматической стыковой сварки | 1939 |
|
SU59436A1 |
| Способ сварки кольцевых соединений магнитоуправляемой дугой | 1990 |
|
SU1775252A1 |
| Способ пневматической подачи флюса | 1949 |
|
SU82896A1 |
| МАШИНА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ЭЛЕКТРИЧЕСКОЙ ДУГОЙ, ПЕРЕМЕЩАЕМОЙ Л\АГНИТНЫМ ПОЛЕМ | 1969 |
|
SU238043A1 |
| УСТРОЙСТВО Для КРЕПЛЕНИЯ ФЕРРОМАГНИТНЫХ ЛИСТОВЫХ ИЗДЕЛИЙ ПРИ СВАРКЕ | 1969 |
|
SU254686A1 |
| Способ электродуговой обработки | 1975 |
|
SU592058A1 |
Фuг.f
2/
фуг. 2
