Изобретение относится к дуговой обработке, в частности к нагреву, резке и сварке в вакууме изделий, имющих форму тел вращения, например труб
Известны способы дуговой обработки дугой прямого действия, когда в цепь сварочной дуги включено обрабатваемое изделие, и дугой косвенного действия, когда изделие не включено в электрическую цепь сварочной дуги, горящей между электродами,
Недостатком косвенного разогрева является низкий эффективный КПД, а прямого разогрева - сильная эрозия изделия под действием неподвинной
дуги, что недопустимо при решении многих технологических задач.
Для уменьшения эрозии дугу перемещают по изделию движением электродов, внешним магнитным полем или вращающимся рабочим телом (газом или жидкостью) „ Эти способы требуют применения дополнительного часто весьма громоздкого оборудования и поэтому не всегда пpиeмлf;мы„
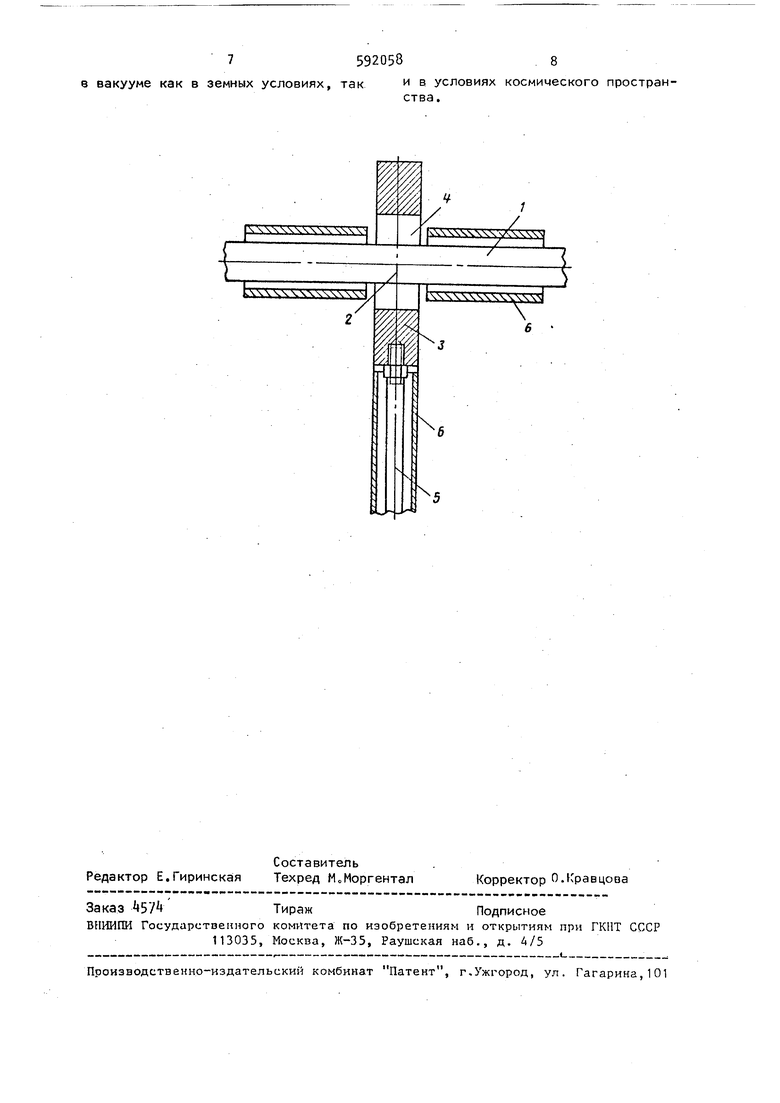
Известен способ дуговой сварки в вакууме, исследованный в космосе на установке Вулкан, для которого характерно непрерывное хаотическое движение дуги вдоль свариваемого изделия, В процессе сварки пои таком способе в силу непрерывного изменения условий локализации э-тивные пятна .дуги непрерывно и беспорядочно переемещаются на поверхности капель и вамны. Процесс сварки при этом неустойчив и не позволяет получить доброкачественный шов. Наиболее близким по технической сущности и достигаемому эффекту к опиеываейону изобретению является спобоб автоматической сварки неподвижных изделий с замкнутой линией шва По этому способу дуга возбуждается между свариваемыми изделиями и вспомо гательным неподвижным неплавящимся электродом, охватывающим изделия,. Равномерный разогрев кромок изделий достигается перемещением дуги, включая ее анодные и катодные пятна, неподвижным магнитным полем создаваемы в зоне перемещения дуги. Недостатком указанного способа является применение сильного магнитного поля, создаваемого громоздкой электромагнитной катушкой, охватывающей по периметру изделие и вспомо гательный электрод. При проведении процесса в вакууме катушка служит источником выделения газов и органических примесей,что ухудшает вакуум При разогреве изделия, имеющего боль шую протяженность или являющегося частью сложной конструкции, возникают трудности с установкой такой катушки в нужном месте Кроме того, применени известного способа в вакууме не исклю чает переброса дуги на части изделия не подлежащие интенсивному нагреву, и на детали, подводящие ток к электро дам, так как магнитное поле обеспечивает лишь вращение дуги по периметру изделия и не препятствует характерному для вакуумной дуги непрерывному хаотическому движению вдоль изделия о . Цель изобретения - обеспечение ... равномерного разогрева по всему пер метру обрабатываемого участка изделия без использования внешнего магнитного поля с Это достигается тем, что по предл гаемому способу электродуговой обра ботки, преимущественно изделий, имею щих форму тел вра1цения, части детали не подлежащие дуговой обработке, защищают изолированными жаропрочными экранами, дугу возбуждают в режиме падающего участка вольтамперной характеристики и ведут процесс в вакууме при давлении ниже 10- мм рт,ст„ Для уменьшения эрозии изделия и повышения эффективности процесса дуговую обработку ведут на прямой полярности. Опорные пятна дугового разряда низкого давления, включая чисто вакуумную дугу, обладают свойством непрерывно хаотически перемещаться по поверхности электродов с Это обычно нежелательное свойство дуги низкого давления используется в предлагаемом способе для достижения положительного эффекта - перемещения дуги по периметру изделия без применения внешнего магнитного поля о Если возбудить дугу в режиме падающего участка вольтамперной характеристики между изделием, имеющим форму тела вращения и охватывающим его по периметру вспомагательным неплавящимся электродом, внутренняя поверхность которого представляет собой поверхность вращения, соосную с изделием, (например цилиндрическую или коническую), то опорные пятна дуги совершают направленное перемещение по периметру изделия и вспомагательного электрода, равномерно разогревая обрабатываемый участок изделия о Экранирование частей изделия, расположенных рядом с обрабатываемым участком, и токоподводящих деталей необходимо для исключения переброса на них опорных пятен дуги и позволяет использовать большую часть выделяемой в дуге энергии на нагрев обрабатываемого участка:.. При ведении дуговой обработки на прямой полярности (электрод-катод, изделие- анод) .дуга горит в диффузном режиме, характеризуемом отсутствием на аноде-изделии ярко- выраженных анодных пятен,, При этом электрод бомбардируется ионами, а изделие - электронами, в результате чего, хотя общее количество выделяющейся на изделии энергии больше, чем на электроде, но эрозия изделия значительно меньше В качестве вспомагательного электрода может быть использовано кольцо из тугоплавкого металла,, например вольфрама или молибдена с С целью получения прочного и герметичного шва при сварке после разогрева кромок изделий дугой производят осадку свариваемого стыка„ Осадка позволяет уменьшить температуру нагрева стыка, непровар и -прожоги. 539 Изготавливая свариваемые кромки с отбортовкой, мояио получить шов хорошего качества без осадки . Спосо(5 поясняется чертежом, Изделие 1 ммеет форму тела вращения, участок 2 которого необходимо ра зогреть до высокой температуры. Этот участок охватывается по периметру неплавящимся электродом 3, внутренняя поверхность k которого представляет собой поверхность вращения, а оси изделия 1 и отверстия электрода совмещают,, Токоподводящие детали 5 и части изделия, расположенные рядом с о6ра6а тываемым участком 2, защищают изолированными от электрической цепи жаропрочными экранами 6, Затем к изделию 1 и электроду 3 подводят ток, после чего при давлении среды ниже рто ст„ между ними возбуждают устойчивый дуговой разряд, поддерживая его горение в режиме падающего участка вольтамперной характеристики.. При это опорные пятна дуги, с большой скорость перемещаясь по периметру изделия и электрода, равномерно разогревают рас положенный внутри электрода участок 2 изделия о Увеличивая ток разряда или время воздействия дуги на изделие добиваются равномерного оплавления обрабатываемого участка Дальнейшее увеличение тока дуги или времени воз действия на изделие приводит к резке изделия на этом участке, При сварке вспомогательным электро дом 3 охватывают стык 2 свариваемых изделий 1, после чего проводят описан ные операции, .Если свариваемые кромки изготовлены с отбортовкой, то в процессе обработки они равномерно проплавлянатся. IJos без дефектов получают подбором размеров отбортовки и величины тока дуги о Если кромки изделий не отбортованы то процесс сварки заканчивают механической осадкой свариваемого стыка устройством, не показанным на чертеже Пример 1 о В вакуумной камере при давлении рт , ст- разогревался участок трубы из молибдена с наружным диаметром 1б мм. Ток дуги Составлял 320 А, напряжение горения дуги - 35 В, напряжение источника 110 В. Через 10 сек после начала разогрева температура нагреваемого учас тка достигала 2100 С, стенки трубы при этом практически не подвергались эрозии о Затем ток увеличивали до ЗбО ::, что вызвало равномерное плавление трубы по периметру Увеличение тока до 00 А привело к резке трубы на участке разогрева. Пример 2, Применение предлагаемого способа позволило сравнительно небольшим током ( А) разогревать тигли из вольфрама и молибдена объемом 5-8 см до температуры, ограничиваемой лишь точкой плавления материала тигля. При этом значительно (на 1-2 порядка) увеличились скорости испарения из тигля различных материалов по сравнению с их значением для устройств, используемых в современной электронной промышленности , Пример Зо Проводилась сварка незапитанных трубопроводов малых диаметров из нержавеющей стали Х18Н9Т и титанового сплава ВТ-1 з вакууме 10 мм рт.. ст с. Для труб с наружным диаметром 10 мм ток дуги составлял 120 А при напряжении горения дуги ЗСВ, напряжении источника 110 В., Время горения дуги при сварке с осадкой 7 сек, а при сварке плавлением с применением отбортовки кромок - 10 сек„ Получены прочные герметичные швы„ Использование предлагаемого способа электродуговой обработки изделий имеющих форму тела вращения, обеспечивает по сравнению с известными способами значительное повышение КПД разогрева за счет применения такого интенсивного и экономичного источника тока, как закуумная дуга; возможность осуществлять в вакууме равномерный по периметру разогрев определенного учас тка изделия, оплавление этого участка, резку изделий на этом участке, а также сварку непоБоротных стыков изделия без применения переме1ча;-ощих дуг.у устройств и внешних магнитных полей; простоту конструктивного выполнения,. Проведение операции в вакууме позволяет исключить взаимодействие материала разогреваемого изделия с окружающей средой„ Отсутствие дополнительных деталей, служащих источником выделения газов и примесей, делают возможным использование предлагаемого способа для разогрева изделия в таких промышленности , где требуется повышенная чистота материалов, например в электронной промышленности. Описываемый способ позволяет осуществлять технологические операции 8 вакууме как в земных условиях, так и в условиях космического пространства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОДВИЖНЫХ ИЗДЕЛИЙ С ЗАМКНУТОЙ ЛИНИЕЙ ШВА | 1964 |
|
SU166981A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2490103C1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ СВАРКИ ПОГРУЖЕННОЙ ДУГОЙ | 2004 |
|
RU2281193C2 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| Способ дуговой сварки | 1983 |
|
SU1103969A1 |
| Способ изготовления сварных тонкостенных труб | 1979 |
|
SU990364A1 |
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1097459A1 |
| УСТРОЙСТВО ДЛЯ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ | 1998 |
|
RU2137576C1 |
| Способ дуговой сварки неплавящимся электродом | 1980 |
|
SU941066A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1991 |
|
RU2016722C1 |
Ь СПОСОБ ЭЛЕКТРОДУГОВОЙ ОБРАБОТКИ, преимущественно изделий, имеющих форму тел вращения, при котором обрабатываемое изделие располагают внутри кольцевого неплавящегося электрода соосно ему и дугу возбуж". дают между электродом и изделием, отличающийся тем, что, с целью равномерного разогрева по всему периметру обрабатываемого участка изделия без использования внешнего магнитного поля, масти изделия, не .подлежащие дуговой обработке, защищают изолированными жаропрочными экранами, дугу возбуждают в режиме падающего участка вольтамперной характеристики дуги и ведут процесс в вакууме при давлении ниже 10"^ мм рт„ ст»2. Способ по По 1,отличаю- щ и и с я тем, что, с целью уменьшения эрозии изделия и повышения эффективности процесса, дуговую обработку ведут на прямой полярностио
| Хренов КоКо Сварка, резка и пайг | |||
| , ка маталлоЕ.М., "Машинострсение!', 1973,Патон Б„Е., Кубасов В<,Н„ Экспери-' мент по сварке металлов в космосе, "Автоматическая сварка", 1970, ^f 5.Авторское свидетельство СССР № 166981, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
