Изобретение относится к способам автоматической сварки неподвижных изделий с замкнутой линией шва, например неповоротных стыков труб, фланцев и других подобных изделий.
Известны способы автоматической сварки, предусматривающие использование электрической дуги, горящей между свариваемыми частями изделия и перемеш.аемой вдоль линии шва.
В описываемом способе для исключения подвижных частей в сварочной установке и обеспечения равномерного разогрева кромок предлагается перемеш,ать дугу, включая ее анодное и катодное пятна, неподвижным магнитным полем, создаваемым в зоне перемещения дуги. При этом дуга может возбуждаться между свариваемыми изделиями и вспомогательным неподвижным неплавящимся электродом, имеющим конфигурацию свариваемого контура, или между двумя такими вспомогательными неплавящимися электродами, один из которых охватывает изделие, а другой устанавливается внутри изделия.
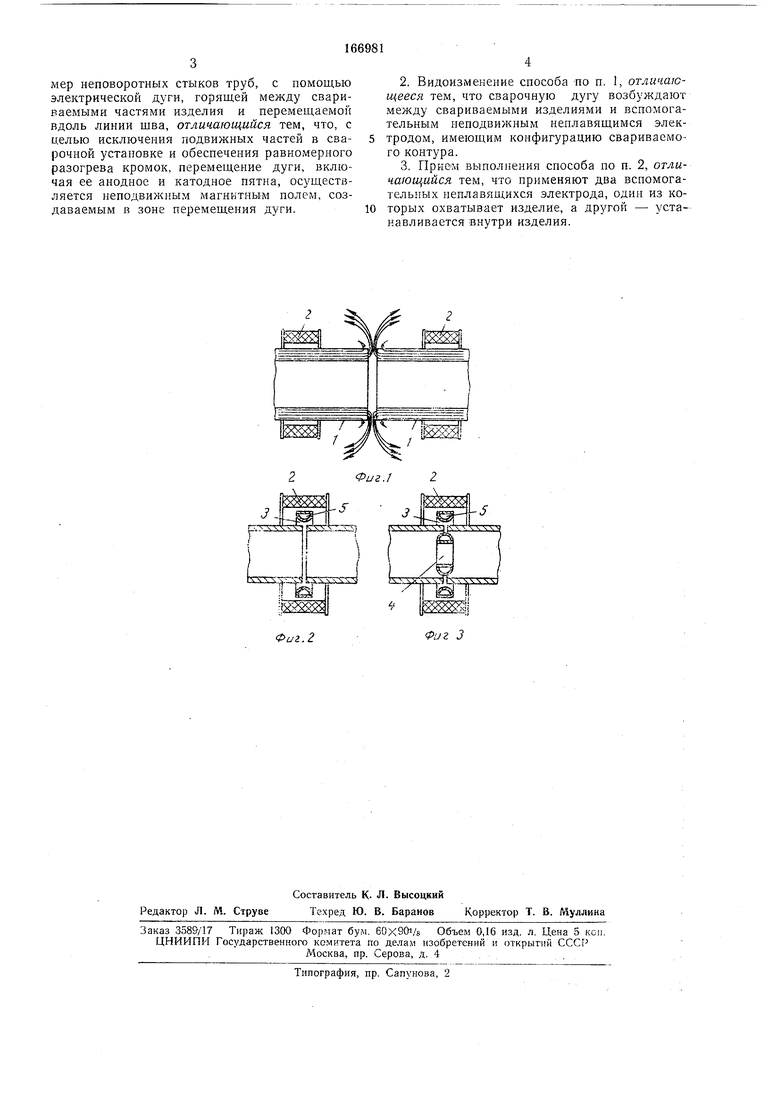
При использовании в качестве электродов частей / свариваемого изделия (см. фиг. 1) две электромагнитные катушки 2 включаются встречно так, что создаваемые ими магнитные потоки направлены навстречу друг другу. В этом случае дугу возбуждают между кромками изделия, и ее перемещение по периметру шва происходит под действием магнитного поля. Процесс сварки заканчивается механической осадкой свариваемого стыка.
При возбуждении сварочной дуги между изделием и неплавящимся неподвижным вспомогательным электродом 3 (см. фиг. 2) изделие охватывают по периметру стыка этим электродом и электромагнитной катушкой 2.
Внутри изделия может быть установлен второй вспомогательный электрод 4 (см. фиг. 3). Кольцевые вспомогательные электроды выполняются из меди и имеют канал 5 для водяного охлаждения.
При сварке электрическая сварочная дуга под действием магнитного поля приходит во вращение и перемещается по кромкам свариваемого изделия. После разогрева кромок сварочной дугой производят осадку свариваемых
частей, в результате чего они свариваются. Применяя отбортовку свариваемых кромок, можно осуществлять сварку без осадки.
Возможно применение известных методов защиты свариваемого металла, например газовой, флюсовой и др.
Предмет изобретения
1. Снособ автоматической сварки неподвижных изделий с замкнутой линией шва, например неповоротных стыков труб, с помощью электрической дуги, торящей между свариваемыми частями изделия и перемещаемой вдоль линии щва, отличающийся тем, что, с целью исключения подвижных частей в сварочной установке и обеспечения равномерного разогрева кромок, перемещение дуги, включая ее анодное и катодное пятна, осуществляется неподвиж}1ы л магнитным полем, создаваемым в зоне перемещения дуги.
2.Видоизменение способа ПО п. , отличающееся тем, что сварочную дугу возбуждают между свариваемыми изделиями и вспомогательным неподвижным неплавящимся электродом, имеющим конфигурацию свариваемого контура.
3.Прием выпол 1ения способа по п. 2, отличающийся тем, что применяют два вспомогательных неплавящихся электрода, один из которых охватывает изделие, а другой - устанавливается внутри изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой обработки | 1975 |
|
SU592058A1 |
| Устройство для сварки магнитоуправляемой дугой | 1981 |
|
SU1030117A1 |
| Способ сварки плавлением | 1986 |
|
SU1388222A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ, РАСПОЛОЖЕННЫХ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 2012 |
|
RU2555313C2 |
| Способ сварки магнитоуправляемой дугой | 1990 |
|
SU1817742A3 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ СВАРКИ ПОГРУЖЕННОЙ ДУГОЙ | 2004 |
|
RU2281193C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ | 1991 |
|
RU2014191C1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| Способ автоматического направления сварочной головки по стыку (его варианты) | 1982 |
|
SU1174203A1 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
Фиг. 2
