Изобретение относится к прокатному производству и может быть использовано при производстве листов,
Цель изобретения - повышение качества готовых полос и стабилизации процесса прокатки.
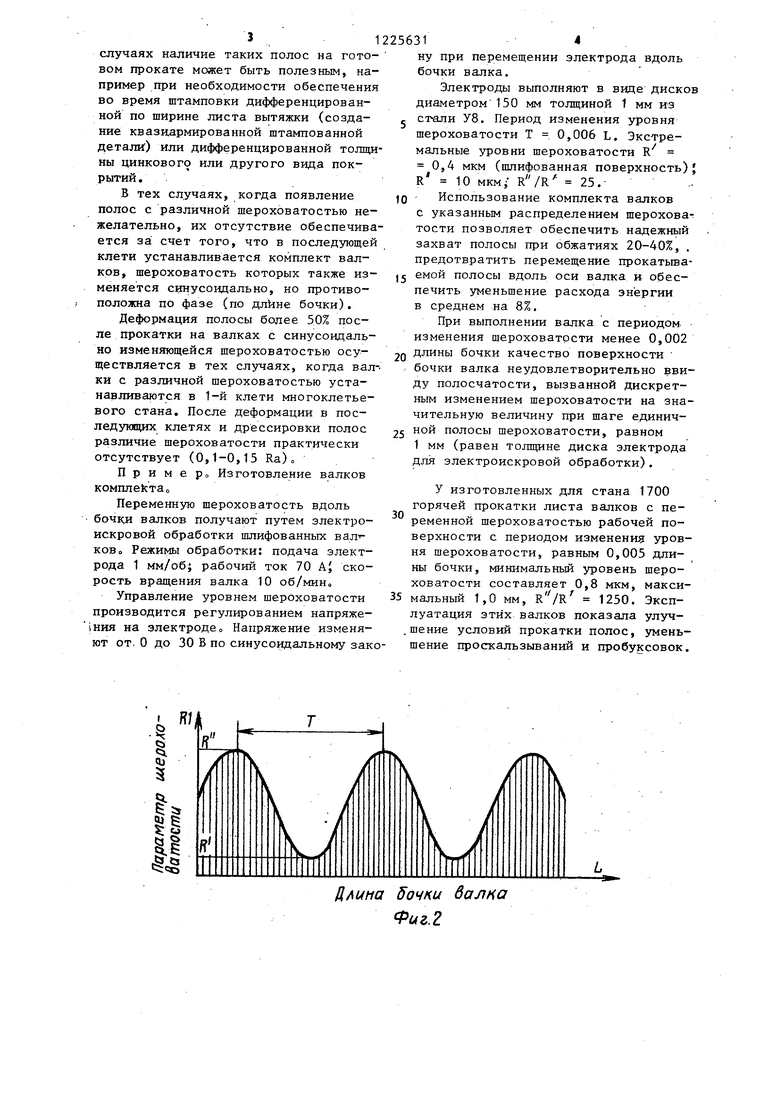
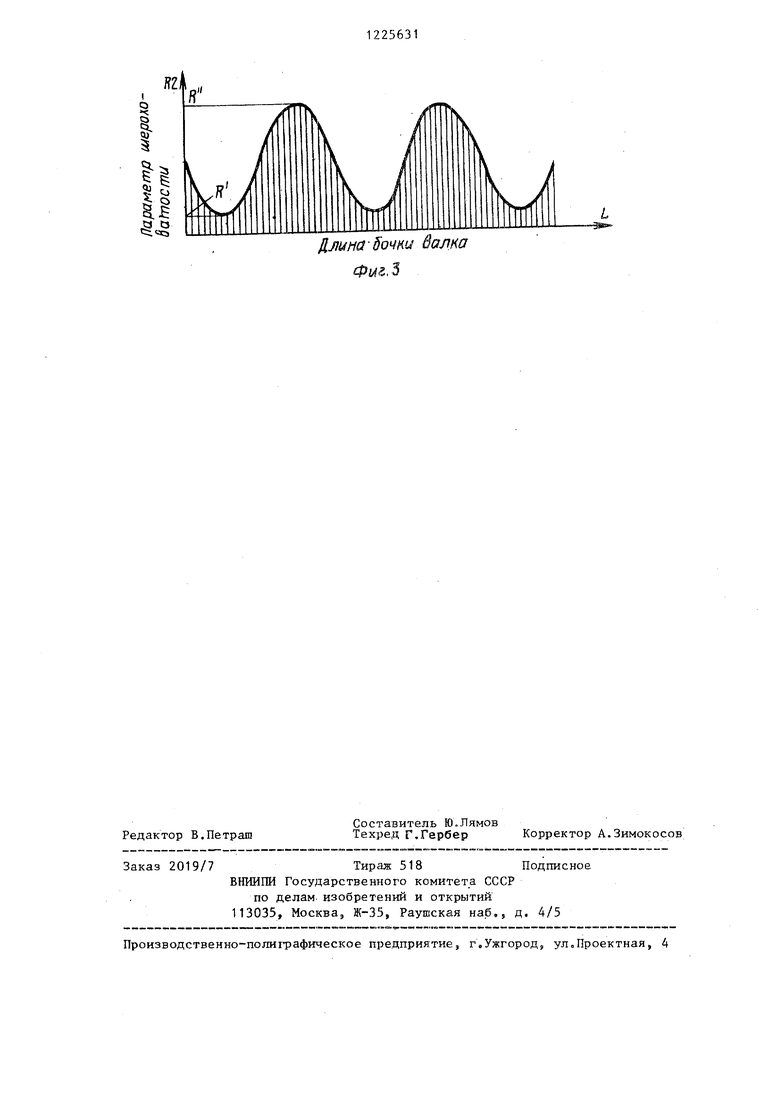
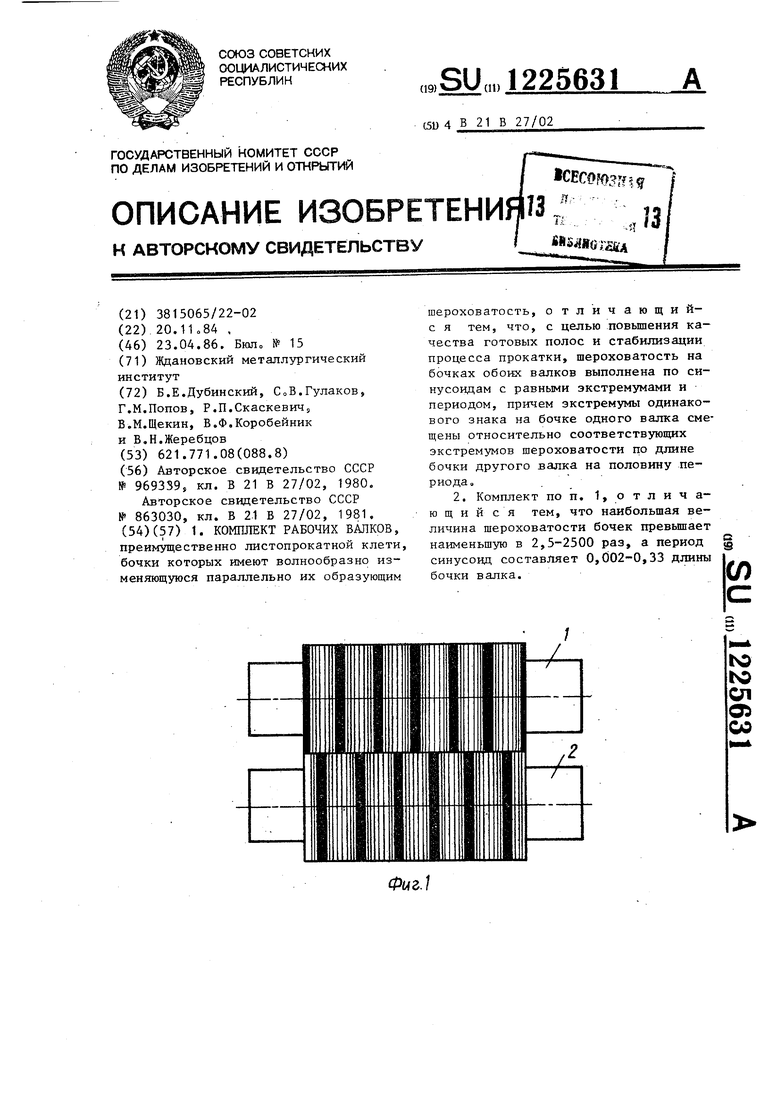
На фиг. 1 изображен комплект рабочих валков для листопрокатной клети, общий на фиг. 2 и 3 - кривые изменения шероховатости рабочей поверхности по длине бочек валкового комплекта.
Комплект состоит из верхнего 1 и нижнего 2 рабочих валков, по длине бочек которых выполнена шероховатост изменяющаяся по синусоидальному -закону, при этом минимальное значение шероховатости рабочей поверхности бочек валков R находится в диапазоне 0,4-0,8 мкм, а максимальная величина - R составляет 2. - 1,0 мм. Экстримумы шероховатостей одинакового знака на бочке одного валка смещены относительно соответствующих экстремумов на бочке другого валка по их длине на половину периода, который находится в пределах 0,33-0,002 длин бочки валка.
Минимальное значение шероховатости R предопределено возможностями операции шлифовки, а уменьшение этого значения путем полировки бочек валков нецелесообразно ввиду высокой стоимости
Увеличение шероховатости более 1 мм ограничено техническими возможностями известных способов нанесения шероховатости и может отрицательно сказаться на качестве поверхности проката.
Увеличение R более 0,8 мкм и уменьшение R менее 2 мкм снижают диапазон регулирования шероховатости вдоль образующей бочки валка, при этом теряется положительный эффект от использования валков с различной шероховатостью, асимметричный процесс прокатки приближается к симметричному. Следовательно, максимальная величина шероховатости должна превышать минимальную в 2,5-2500 раз.
Увеличение периода синусоид более 0,33 длины бочки недопустимо, так как при количестве участков с различной шероховатостью, равном двум, появляется значительная интегральная асимметрия процесса прокатки
Так как изменякщаяся шероховатость наносится дискретно, например
5
0
5
0
5
0
5
0
5
при электроискровой обработке с помощью дисков, толщина которых не может быть меньше 0,5-1,0 мм, то для обеспечения относительно плавного изменения интегральной шероховатости вдоль образующей бочки валка по синусоидальному закону уменьшать период синусоид менее 10 мм нецелесообразно; Учитывая, что максимальная длина бочки валка существующих про- катш|1х станов 5000 мм, минимальный период в относительных единицах должен быть равен или больше 0,002 длины бочки.
Предлагаемый комплект валков может быть изготовлен путем шлифовки поверхности бочки и последующей электросикровой обработки. Изменение шероховатости производят после каждого оборота валка путем регулирования электрических параметров процесса, влияющих на величину параметра шероховатости (ток или напряжение при искрообразовании).
Комплект прокатных валков работает .следующим образом.
Валки захватывают подаваемую к ним полосу. После заполнения металлом очага деформации полоса выходит из валков без отклонения от уровня прокатки,, Это облегчает заправку полосы в последующие клети или на моталку.
Стабильность уровня прокатки, не- смотря на асимметрию процесса, обусловлена следующими причинами. В поперечных сечениях, перпендикулярных осям валков, шероховатость парных валков, как правило, асимметрична Вследствие асимметрии шероховатости на каждом участке полоса стремится изогнуться в сторону одного из валков. На соседнем участке, где асимметрия изменяет знак на противополож- ньш, полоса стремится изогнуться в сторону другого валка. Так как средние шероховатости парных валков рав-- ны или отличаются не более чем на 10%, то полоса не изгибается. Однако, при зтом, вследствие асимметрии процесса, на каждом из участков уменьшается давление металла на валки, что позволяет производить прокатку при меньших затратах .энергии.
При вьшоде полосы из валков, на KOTOpbDC. шероховатость синусоидально изменяется, на металле возможно появление продольных полос, шероховатость которых изменяется адекватно шероховатости валков В некоторых
случаях наличие таких полос на гото- вом прокате может быть полезным, например при необходимости обеспечения во время штамповки дифференцированной по ширине листа вытяжки (создание квазидрмированной штампованной детали ) или дифференцированной толщины цинкового или другого вида покрытий.
В тех случаях, когда появление полос с различной шероховатостью нежелательно, их отсутствие обеспечивается за счет того, что в последзтощей клети устанавливается комплект валков, шероховатость которых также изменяется синусоидально, но противоположна по фазе (по длине бочки).
Деформация полосы более 50% после прокатки на валках с синусоидально изменяющейся шероховатостью осуществляется в тех случаях, когда валки с различной шероховатостью устанавливаются в 1-й клети многоклетье- вого стана. После деформации в последующих клетях и дрессировки полос различие шероховатости практически отсутствует (0,1-0,15 Ra)о
Пример Изготовление валков комплектао
Переменнзчо шероховатость вдоль бочки валков получают путем электроискровой обработки шлифованных вал ково Режимы обработки: подача электрода 1 мм/об; рабочий ток 70 AJ скорость вращения валка 10 об/мин
Управление уровнем шероховатости производится регулированием напряже- ния на электроде Напряжение изменяют от. О до 30 В по синусоидальному закоЦлына 5очки балка Фиг.2
ну при перемещении электрода вдоль бочки валка.
Электроды выполняют в виде дисков диаметром 150 мм толщиной 1 мм из ст Эли У8. Период изменения уровня шероховатости Т 0,006 L. Экстремальные зфовни шероховатости R 0,4 мкм (шлифованная поверхность); R 10 мкм- 25.Использование комплекта валков с указанным распределением шероховат тости позволяет обеспечить надежньш захват полосы при обжатиях 20-40%, . предотвратить перемещение прокатьшаемой полосы вдоль оси валка и обеспечить зт еньшение расхода эн ергии в среднем на 8%.
При выполнении валка с периодом изменения шероховатости менее 0,002 длины бочки качество поверхности бочки валка неудовлетворительно ввиду полосчатости, вызванной дискретным изменением шероховатости на значительную величину при шаге единичной полосы шероховатости, равном 1 мм (равен толщине диска электрода для электроискровой обработки).
30
У изготовленных для стана 1700 горячей прокатки листа валков с переменной шероховатостью рабочей поверхности с периодом изменение уровня шероховатости, равным 0,005 длины бочки, минимальный уровень шероховатости составляет 0,8 мкм, макси- 35 мальный 1,0 мм, R VR 1250. Эксплуатация этих валков показала улуч- ,шение условий прокатки полос, уменьшение проскальзываний и пробуксовок.
llj i4Hci-$o4i u валка
Ф1А, 3
L
-3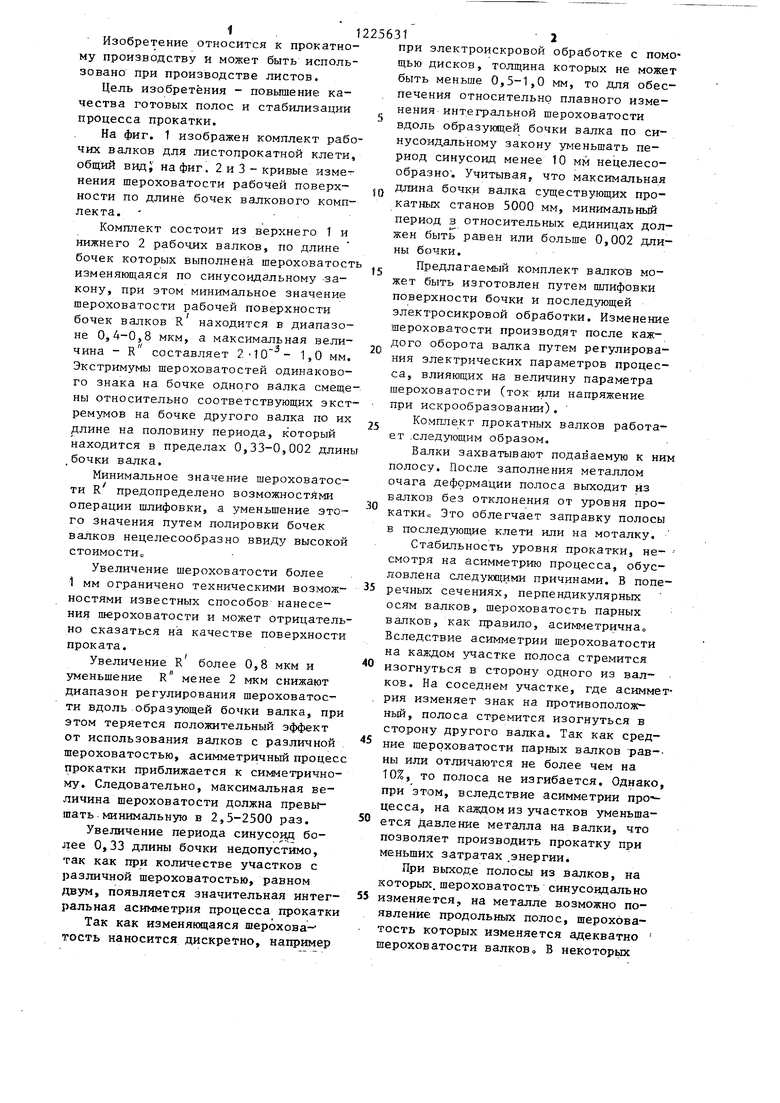
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковый узел | 1985 |
|
SU1380817A1 |
| Комплект рабочих валков листопрокатной клети | 1990 |
|
SU1731314A1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 2003 |
|
RU2256517C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ВАЛКОВ СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2008 |
|
RU2356666C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОГО СТАНА | 2012 |
|
RU2492948C1 |
| РАБОЧИЙ ВАЛОК ЛИСТОПРОКАТНОЙ КЛЕТИ | 2004 |
|
RU2279326C2 |
| СПОСОБ ПОДГОТОВКИ И ЭКСПЛУАТАЦИИ РАБОЧИХ ВАЛКОВ СТАНОВ ХОЛОДНОЙ ПРОКАТКИ | 2000 |
|
RU2183144C2 |
| Прокатный валок | 1979 |
|
SU799846A1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ РАБОЧИХ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ | 2002 |
|
RU2228809C1 |
| СПОСОБ ПОДГОТОВКИ РАБОЧИХ ВАЛКОВ КЛЕТЕЙ С ОСЕВОЙ СДВИЖКОЙ | 2008 |
|
RU2370330C1 |
Редактор В.Петраш
Заказ 2019/7Тираж 518Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва9 Ж-35, Раушская на.б., д. 4/5
Производственно-полих рафическое предприятиеэ г.Ужгород9 ул,Проектная, 4
Составитель Ю.Лямов Техред Г.Гарбер
Корректор А.Зимокосов
| Способ регулирования процесса холодной прокатки полос в валках с шероховатой поверхностью | 1980 |
|
SU969339A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прокатный валок | 1979 |
|
SU863030A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
